на предметном столе 2. Привод 3 осуществляет перемещение электрододер- жателей 7 и 8 вниз, которое ограничивается винтами 9 и 10. Нагружение электрододержателей осуществляется с помощью упругих элементов 11 и 12. Опускание электрододержателей 7 и 8 осуществляется до касания электродов (Э) 13 и 14 с свариваемой деталью 20. Осуществляют измерение элект- ричес|сого сопротивления между Э
1
Изобретение относится к сварке и может быть использовано в электонном машиностроении при изгоовлении полупроводниковых прибоов.
Целью изобретения является повышение качества сварки путем изменения межэлектродного расстояния в процессе сварки.
На фиг. 1 схематически изображено устройство; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для сварки микродета- ей состоит из корпуса 1 с установ- енньм на нем предметным столом 2. На корпусе 1 закреплены привод 3 и направляющая 4, образующие механизм нагружения электродов. На направляющей 4 установлены две опоры 5 и 6, в которых крепятся электрододержа- т ели 7 и 8. Винтами 9 и 10 осуществляется ограничение перемещений электрододержателей 7 и 8. Упругие элементы 11 и 12 предназначены для передачи нагружеыия на электрододержатели. На. электрододержателях установлены электроды 13 и 14. Устройство изменения межэлектродного расстояния выполнено в виде аэростатической опоры и состоит из упора 15, установленного на ЭJleктpoдoдepжaтeлe 7, и подпятника 16, установленного на электрододер- жателе 8, соединенного с блоком 17 формирования пневматического импульса (БФПИ) и соединяющего два электро- додержателя упругого элемента 18. Блок 19 контактной сварки (БКС) соединен с электрододержателями 7 и 8.
13 и 14 и на подпятник 16 с блока 17 подается импульс сжатого воздуха. При этом образуется зазор между подпятником 16 и упором 15 и нагруженные Э 13 и 14 перемещаются по поверхности детали 20, изменяя межэлектродное расстояние. В момент изменения межэлектродного расстояния подается сварочньш импульс и происходит образование сварного соединения между деталями 20 и 21. 2 ил.
На предметном столе 2 устанавливаются свариваемые детали 20 и 21.
Устройство работает следующим образом.
На предметном столе 2 устанавливаются свариваемые детали 20 и 21. С помощью привода 3 и направляющих 4 осуществляется вертикальное перемещение вниз опор 5 и 6 с закрепленными в них электрододержателями 7 и 8. Перемещение электрододержателей ограничивается винтами 9 и 10. Нагружение на электрододержатели ьыставля- ется с помощью упругих элементов 11 и 12. При опускании закрепленных на электрододержателях 7 и 8 электродов t3 и 14 до контакта со свариваемой деталью 20 с помощью 15ФПИ 17 осуществляется измерение изменения электрического сопротивления между электродами, и на подпятник 16 подается импульс сжатого воздуха. При этом происходит образование воздушного зазоу ра между подпятником 16 и упором 15, что приводит к раздельному перемещению нагруженных электродов 13 и 14 по поверхности свариваемой детали 20, в результате чего улучшается качест- во контакта между электродами и .сёа- риваемой деталью. В начальный момент изменение межэлектродного расстояния на электроды подается сварочньш импульс, формируемый БКС 19. Происходит образование сварочного соединения между деталями 20 и 21. После образования сварного соединения прекращается подача воздуха на подпятник 1б и с помощью упругого элемента 18 электроды возвращаются в исходное по0
0
ложение. Привод 3 поднимает электрододержателиния.
до исходного положеВеличина изменения межэлектродного расстояния S регулируется в преде .лах от О до необходимой для получения качественной сварки величины с помощью импульса сжатого воздуха, длительность и величина которого задается с помощью блока 17 ФПИ.
Использование предлагаемой конструкции устройства позволяет повысить качество сварных соединений, а также стойкость инструментов за счет высокой стабильности контакта электродов с изделием и исключения влияния на проводимость между электродами частиц свариваемого материала, попадающего в межзлектродный зазор.
рмула
4
3 о
бретения
0
5
Устройство для сварки микродеталей, содержащее два электрода, установленных в электрододержателях, механизм нагружения электродов и узел регулировки зазора между электродами, включающий пружину, отличающее ся тем, что, с целью повышения качества сварки путем изменения межзлектродного расстояния в процессе сварки, устройство снабжено блоком формирования пневматического импульса и дополнительньт узлом регулировки зазора между электродами, выполненным в виде аэростатической опоры, содержащей закрепленный на одном электрододержателе упор, а на другом - подпятник, соединенньй с блоком формирования пневматического импульса.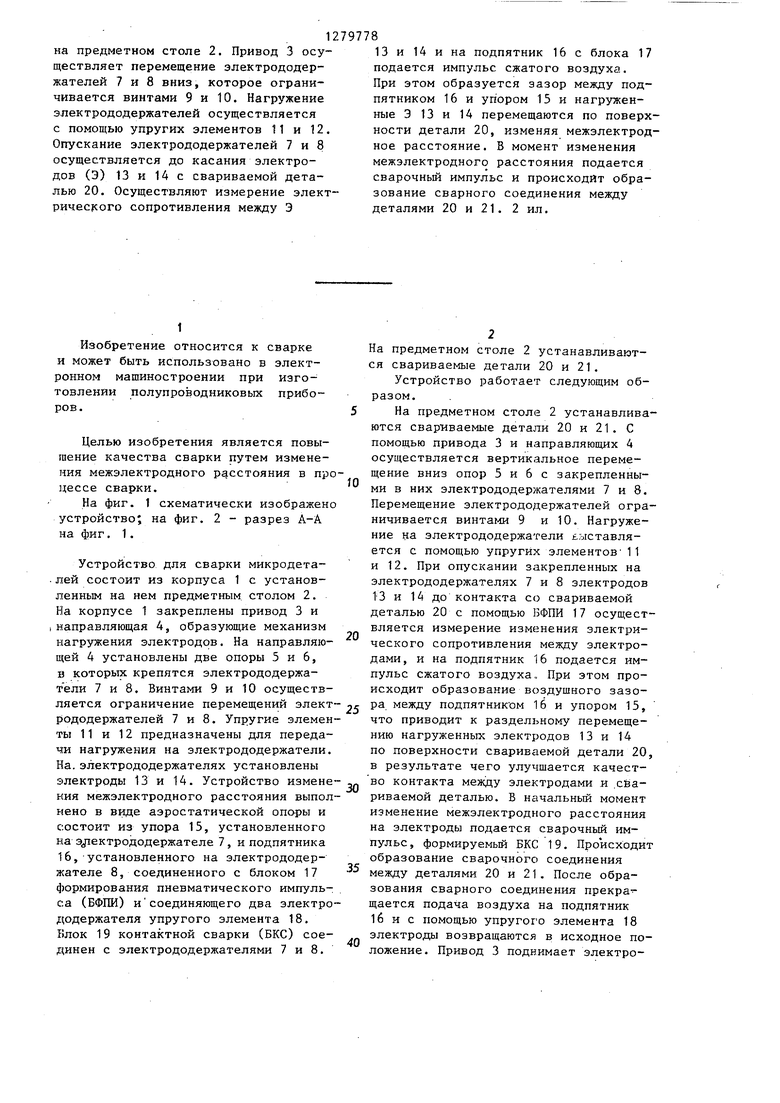

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки | 1968 |
|
SU273027A1 |
| Машина для многоточечной контактной сварки | 1990 |
|
SU1798086A1 |
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Устройство для контактной точечной сварки | 1988 |
|
SU1698013A1 |
| Механизм сжатия контактных сварочных машин | 1984 |
|
SU1214366A1 |
| Клещи для контактной точечной сварки | 1988 |
|
SU1824274A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1798088A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
Изобретение относится к областп электронного машиностроения и может быть использовано в установках контактной сварки для монтажа выводов полупроподниковых приборов. Целью изобретения является повышение качества сварного соединения. Свариваемые детали 20 и 21 устанавливают (Л с IND | «sj 00
и.
Редактор Э.Слиган
Составитель Л.Назарова
Техред Л.Сердюкова Корректор Л.Пилипенко
Подпи
7001/12Тираж 1001
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 .
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Подписное
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU232009A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки микродеталей | 1975 |
|
SU596398A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
