Изобретение относится к сварке, а именно к способу сборки и сварки металлоконструкций, преимущественно из баз овой детали и деталей насыщения с отверстиями.
Цель изобретения - повышение качества и производительности.
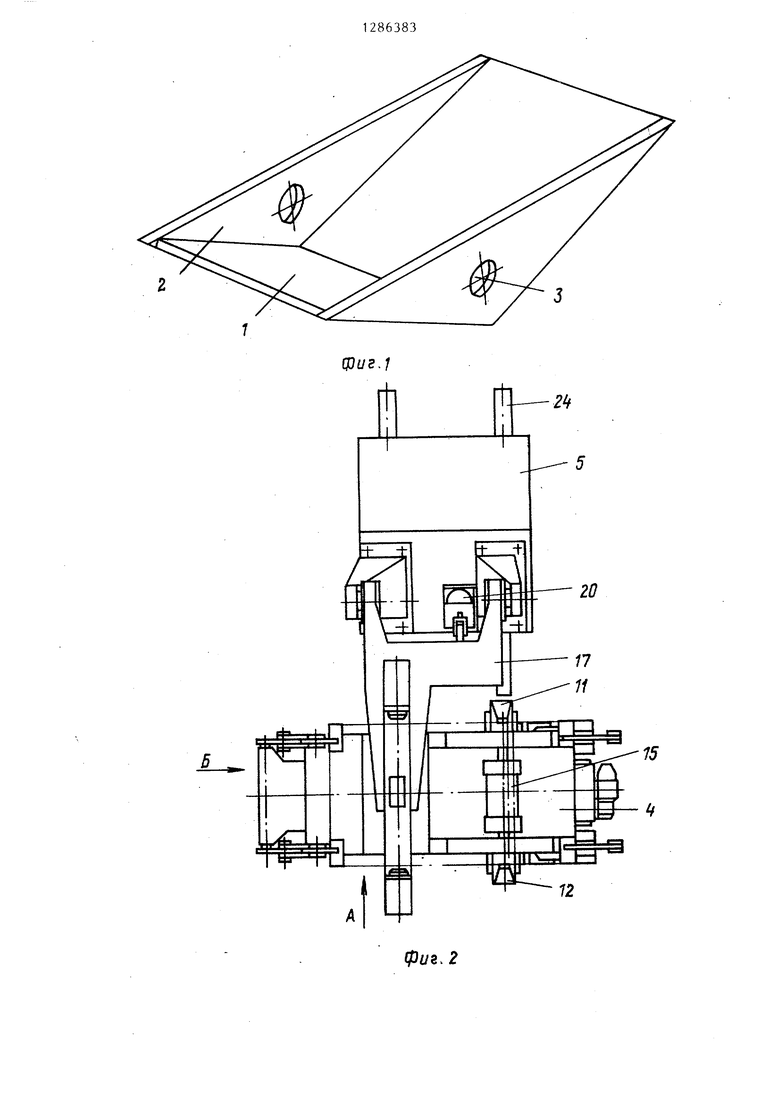
На фиг. 1 изображено собираемое изделие; на фиг. 2 - стенд для осули 2 с отверстиями 3 на захваты 25 н 26, а концы деталей 2 упираются в опоры 8. Затем включают прижимы 9 и 10, деталь 1 ориентируют и прижимают. Далее включают привод захватов 25 н 26 и прижимы 11 и 12.
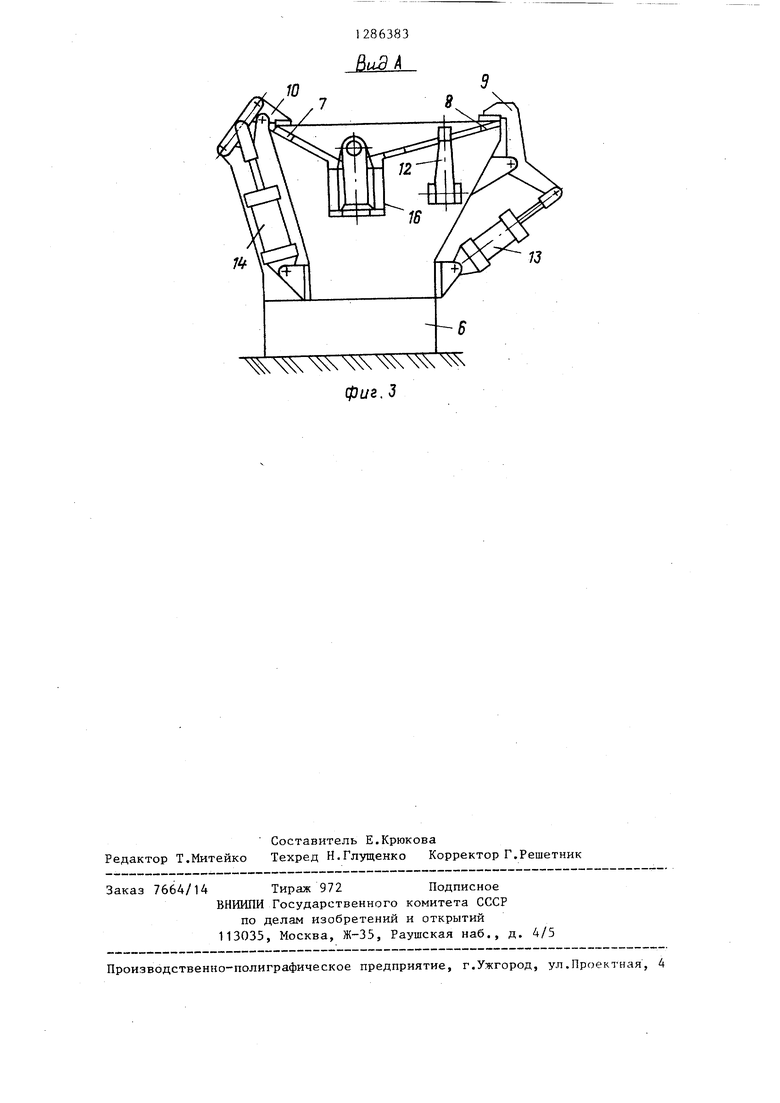
Захваты 25 и 26 перемещают деталь 2 к торцу детали 1 и прижимают их. Прижимами 11 и 12 поджимают детаществления способа сборки, вид сверху- О ли 2 сверху к поверхности листа. За- на фиг. 3 - вид А на фиг. 2; -на тем осуществляют сварку по всей плос- фиг. 4 - вид Б на фиг. 2.
кости прршегания деталей 2 к детали 1 .
Собираемое изделие состоит из базовой детали 1 и дв-ух деталей насыщения 2 с отверстиями S, Стенд 4 для сборки изделия оснащен транспортным средством 5. На раме 6 стенда расположены опоры 7 и 8, прижимы 9, 10 и 11, 12 для деталей 1 и 2. Прижимы и 10 снабжены приводами 13 и 14, а приншмы 11 и 12 - приводом 15. В раме 6 выполнен паз 16 для расположени в нем рычага 17 транспортного средства 5. В пазу 16 на раме 6 установлен палец 18 с буртиком 19.
Транспортное средство 5 выполнено в виде поворотного от привода 20 рычага 17, установлерпшго шарнирно с пмощью оси 21 на стойках 22. Последни смонтированы на тележке 23, которая имеет возможность перемещения по релсам 24.
I-fa рычаге 17 соосно установлены подвижные от привода (не показан) захваты 25 и 26. Захват 25 снабжен упором 27, взаимодействующим с рычагом 17, на котором со стороны захватов имеется опора 28 для детали 1, а с противоположной стороны установлена втулка 29 с отверстиями 30. Втулка 29 взаимодействует с пальцем 18.
Способ осуществляется следующим образом.
В исходном положении транспортное средство 5 находится в стенде 4. Рычат 17 кантователя опущен в паз 16 рамы 6, палец 18 взаимодействует с отверстием 30 втулки 29, буртик 19 упирается в торец втулки 29. Захваты 25 и 26 разведены. Прижимы 9, 10 и 11, 12 находится в отведенном состоянии .
В стенд 4 на опоры 7, 8 и 28 кла
дут деталь 1 и устанавливают дета- 55 ,на стенде и сваркой.
ли 2 с отверстиями 3 на захваты 25 н 26, а концы деталей 2 упираются в опоры 8. Затем включают прижимы 9 и 10, деталь 1 ориентируют и прижимают. Далее включают привод захватов 25 н 26 и прижимы 11 и 12.
Захваты 25 и 26 перемещают деталь 2 к торцу детали 1 и прижимают их. Прижимами 11 и 12 поджимают детали 2 сверху к поверхности листа. За- тем осуществляют сварку по всей плос-
ли 2 сверху к поверхности листа. За- тем осуществляют сварку по всей плос-
кости прршегания деталей 2 к детали 1 .
После осуществления сварки отводят прижимы 9 - 12. Включают привод 20 и поднимают рычаг 17 вместе с изделием, удерживаемым на рычаге захватами 25 и 26, в вертикальное положение. Захват изделия осуществляется при поджиме деталей 2 к детали 1 .
Затем по рельсам 24 перемещают устройство 5 с изделием к следующему стенду, .где освобождают изделие от захватов 25 и 26, перекладывают его на стенд, после чего возвращают транспортное средство 5 в исходное положение.
В способе сборки изделий операции ориентации деталей и захватывания изделия выполняются одновременно одним и тем же механизмом, что позволяет повысить качество и производительность.
Формула изобретения
Способ сборки и сварки металлоконструкций, преимущественно с базовой деталью и деталями насыщения с отверстиями, включающий подачу базовой детали и деталей насыщения на стенд, их крепление, сварку, осво-. бождение изделия, ввод в отверстие изделия захватов транспортного средства и передачу транспортным средством изделия со стенда на следующую рабочую позицию, отл ичающий- с я тем, что, с целью повышения ка
чества и производительности, ввод в отверстия деталей насьщения захватов транспортного средства производят для предварительной ориентации деталей насыщения перед их креплением
72
ф(/г.2
фиг. J
286383
Вид А
13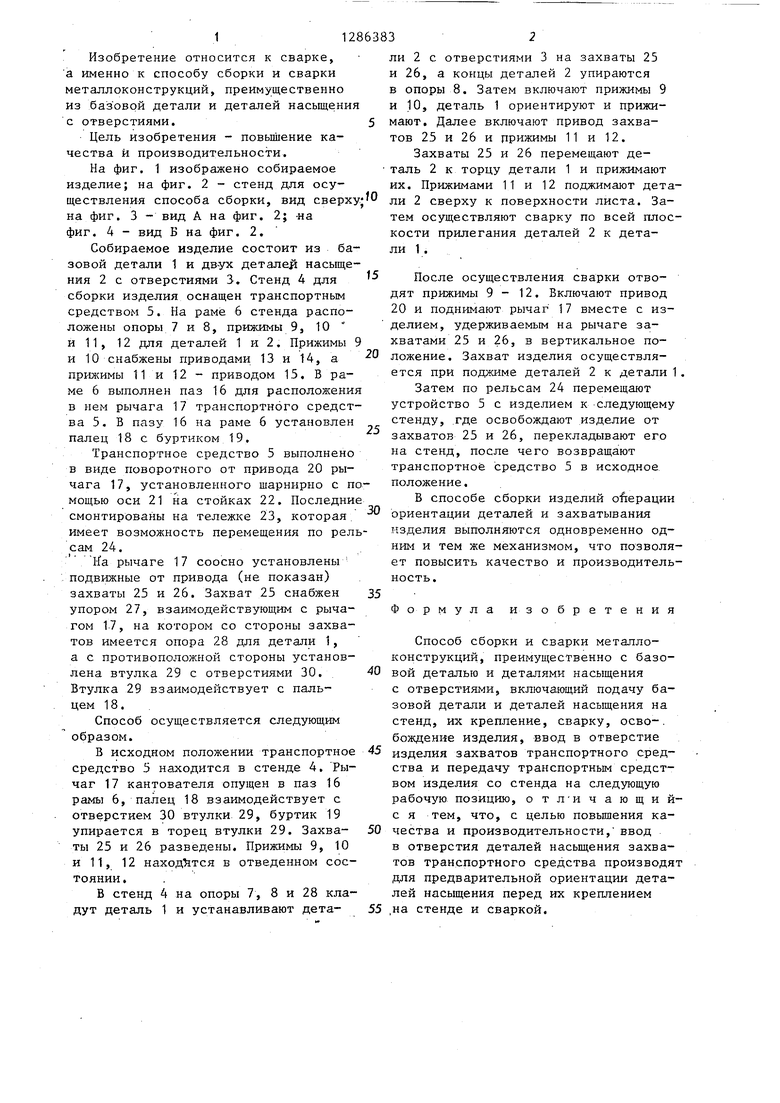
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |
| Способ сборки пассажирского транспортного средства под сварку кузова вагона, стенд для осуществления способа и прижимное устройство для его осуществления | 1990 |
|
SU1743777A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
Изобретение относится к области сварки, а именно к способу сборки и сварки металлоконструкций преимущественно с базовой деталью и деталями насыщения с отверстиями. Способ может быть использован при изготовлении крепей для шахт. Целью изобретения является повышение качества и производительности. Благодаря вводу захватов 25, 26 транспортного средства 22 в отверстия деталей насыщения в момент сборки изделия под сварку обеспечивается предварительная ориентация деталей насыщения. После сварки этими же захватами обеспечивается транспортировка изделия на следующую рабочую позицию. 4 ил. BitdG 9 (Л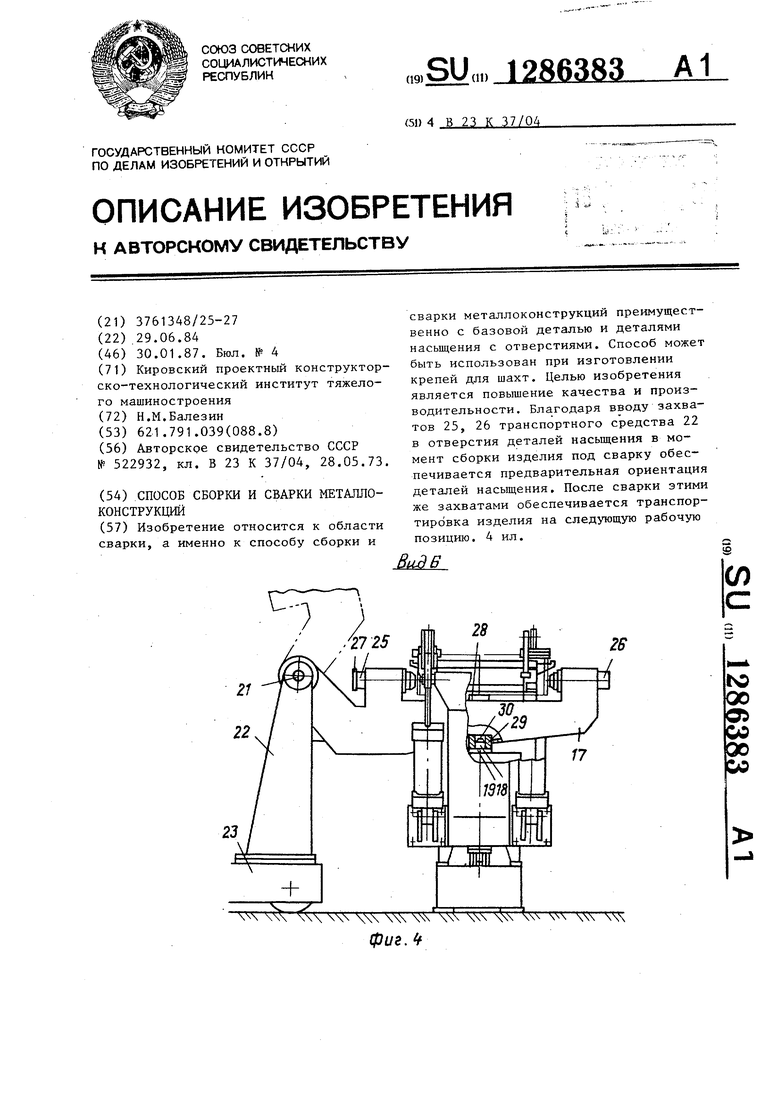
| Поточная линия для изготовления изделий | 1973 |
|
SU522932A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
