Изобретение относится к измерительной технике и может быть использовано для автоматического контроля резьбы.
Цель изобретения - исключение повреждения резьбы у контролируемых деталей за счет применения в приводе возвратно-поступательного движения калибра, упругой торообразной муфты, взаимодействующей с тормозной колодкой и муфтой предельного момента.
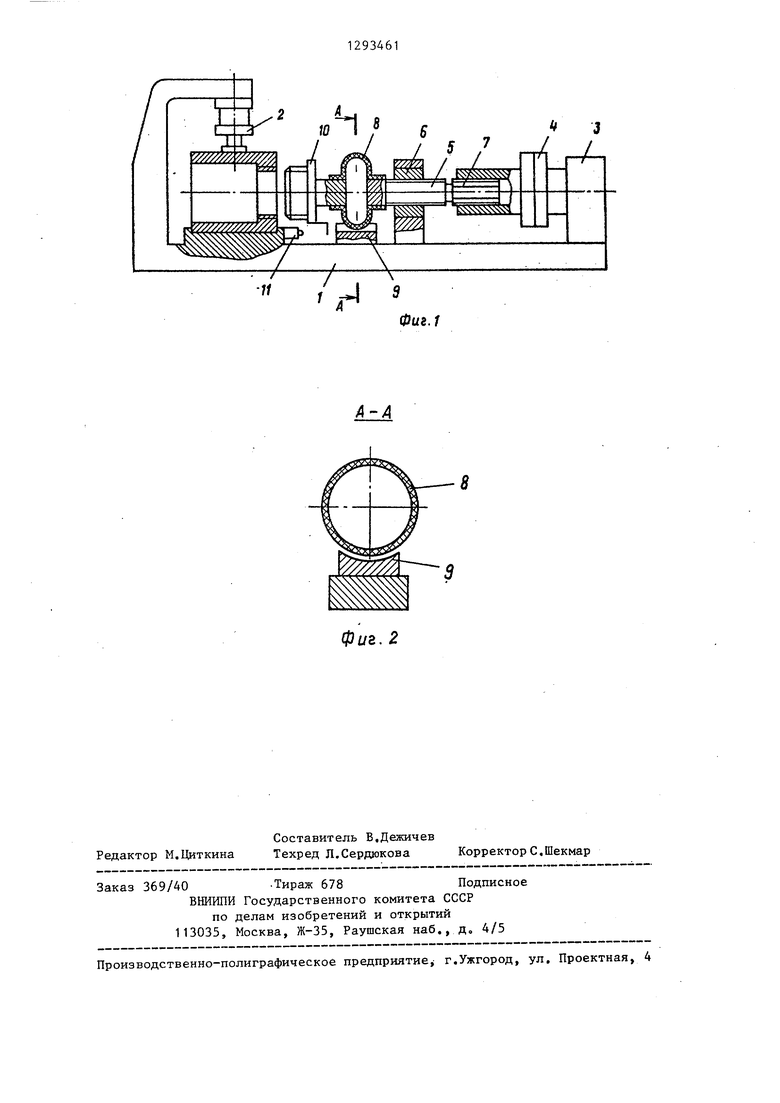
На фиг.1 изображена принципиальная схема устройства; на фиг.2 - сечение А-А на фиг.1.
Устройство для контроля резьбы содержит станину 1, на которой расположены элемент 2 для базирования, привод 3 вращательного движения, муф та 4 предельного момента, привод возвратно-поступательного движения, состоящий из винта 5, гайки 6 и пшице- вого вала 7, упругая торообразная муфта 8, тормозная колодка 9, жесткий проходной калибр 10, датчик 11 положения калибра.
Устройство работает следующим образом.
Проверяемая деталь устанавливается на станине 1 и зажимается элементом 2 базирования. После базирования детали включается привод 3 вращательного движения, при этом винт 5, торообразная муфта 8 и калибр 10 одновременно /теремещаются поступательно к контролируемой детали. Если резьба годная, то происходит полное ввинчи-. вание калибра в проверяемую деталь до упора в буртик. Датчик 11 положения калибра вьщает сигнал Годно. После окончания ввинчиванияг срабатывает муфта 4 предельного момента, вращение калибра переключается на вывинчивание и калибр возвращается в исходное положение,
При негодной резьбе возможны два случая. Если началось ввинчивание калибра с первым витком контролируемой резьбы, то при дальнейшем заклинивании калибра в проверяемой резьбе сра
0
5
0
5
0
5
0
5
батывает муфта 4 предельного момента, происходит остановка и вывинчивание калибра. Однако возможен случай, когда из-за повре)вденного заходного витка ввинчивание не начинается, калибр 10 продолжает вращаться, не перемещаясь поступательно. При этом в результате перемещения винта 5 сжимает-- ся торообразная упругая муфта 8, ее наружный диаметр увеличивается, и возникает контакт наружной поверхности муфты 8 с тормозной колодкой 9. В результате возникающего усилия трения крутящий момент, воспринимаемый предельной муфтой 4, резко возрастает, происходит срабатывание предельной муфты и переключение на вывинчивание калибра. Таким образом ограничивается осевое усилие, возникающее при взаимодействии калибра с контролируемой деталью , и пов-
реждение резьбы у детали исключается.
Формула изобретения
Устройство для контроля резьбы, содержащее станину с элементами базирования для контролируемых деталей, привод вращательного движения, расположенный на станине, привод возвратно-поступательного движения(Расположенный на станине и связанный с приводом вращательного движения, проходной жесткий калибр, установленный на приводе возвратно-поступательного движения, отличающееся тем, что, с цепью исключения повреждения резьбы у контролируемых деталей, оно снабжено тормозной колодкой, неподвижно закрепленной на станине, угфугой торообразной муфтой, соединяющей калибр с приводом возвратно-поступательного движения и взаимодействующей с тормозной колодкой, и муфтой предельного момента, соединяющей привод возвратно-поступательного движения с приводом вращательного движения.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля наружной резьбы с помощью калибра | 1985 |
|
SU1312369A1 |
| Автомат для контроля внутренней резьбы гаек | 1958 |
|
SU121241A1 |
| Устройство для контроля внутренней резьбы калибром | 1981 |
|
SU1060930A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| УСТРОЙСТВО для КОНТРОЛЯ РЕЗЬБЫ РЕЗЬБОВЫМИ КАЛИБРАМИ | 1970 |
|
SU278133A1 |
| Устройство для контроля внутренней резьбы в сквозном отверстии детали | 1985 |
|
SU1296827A1 |
| Полуавтомат для контроля резьбы | 1976 |
|
SU769297A1 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| Устройство для автоматического контроля резьбы | 1983 |
|
SU1260658A1 |
| Зажимное устройство | 1981 |
|
SU1126207A3 |
Изобретение относится к измерительной технике и может быть использовано для автоматического контроля резьбы. Целью изобретения является исключение повреждения резьбы у контролируемых деталей за счет того, что устройство снабжено неподвижно закрепленной на станине тормозной колодкой и упругой торообразной муфтой, соединяющей калибр с приводом возвратно-поступательного движения,взаимодействующей с тормозной колодкой и муфтой предельного момента. При неввинчивании калибра в контролируемую резьбу из-за наличия поврежденного заходного витка у детали происходит увеличение нар жного диаметра торообразной муфты. 2 ил. (Л С ;о 00 4 9)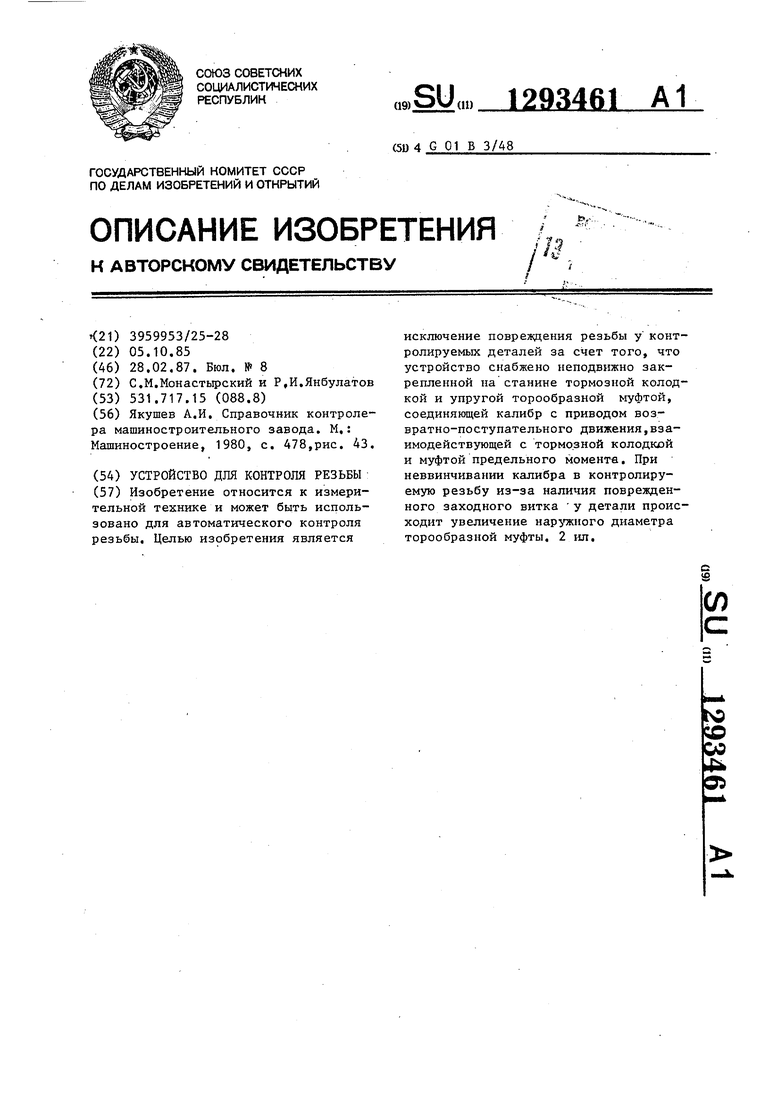
Фиг. 2
| Якушев А.И | |||
| Справочник контролера машиностроительного завода | |||
| М.: Машиностроение, 1980, с | |||
| Двухколесный автомобиль для формовки кирпичей из разлитой по полю сушки торфяной массы | 1923 |
|
SU478A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
