Изобретение относится к машиностроению, а именно к оборудованию дл галтовки, мойки, подводной шлифовки, полировки, и может использоваться для нанесения гальванических или химических покрытий на мелкие изделия.
Целью изобретения является упрощение конструкции и повышение удобства в эксплуатации.
На фиг. 1 представлен барабан, обпщй вид, на фиг. 2 - сечение А-А на фиг. 1, развернутое на 90°; на фиг. 3 - вариант внутренней части барабана.
Барабан для обработки мелких изделий содержит рабочую камеру 1, состоящую из боковых стенок 2, про- дольных спиралевидных стенок 3 и 4, снабженных катодно-контактными полосами 5 и с, частичной перфорацией 6, подвод тока к которым осуществляется через систему, скользящих контактов известными в гальванотехнике способами, неподвижно закрепленных полых ; Г-образных осей 7, на нижних частях которых выполнена перфорация 8. По-- лые оси закреплены с возможностью поворачивания их на некоторый угол вокруг геометрической оси. Внутренние части спиралевидных стенок могут быть многогранными 9.
Барабан работает следующим образом.
Через зазор о. в рабочую камеру загружают обрабатываемые изделия 10. Вторую порцию обрабатываемых изделий можно загрузить при повороте барабана на 360. После загрузки определенного количества изделий проводят их обработку, вращая барабан без реверса в сторону, указанную на фиг. 2. При галтовке, шлифовке, полировке одновременно с изделиями загружают обрабатываемый материал. При подводной шлифовке, полировке барабан с изделиями опускают в ванну с обрабатывающим раствором (при гальванической обработке - с электролитом (не показаны).
При нанесении гальванического покрытия изделия при вращении барабана скользят по в нутренним частям спиралевидных стенок 3 и 4, соприкасаясь с катодно-контактными полосами 5. При вращении барабана в сторону, указанную на фиг. 2, за каждым оборотом в зазор л поступает новая порция
электролита, а из рабочей камеры часть электролита самотеком удаляется через Г-образные полые оси 7. Так как на Г-образной части полой оси
перфорация 8 выполнена в нижней части, то попадание в отверстие обрабатываемых изделий исключается. Уровень электролита в рабочей части регулируется поворотом Г-Ьбразной
оси 7. Для полного удаления из рабочей камеры электролита барабан извлекают из ванны и некоторое время продолжают его вращение над ванной. За несколько оборотов весь электролит
удаляется из рабочей камеры через отверстия перфорации 6. После этого барабан переносят на следующую позицию или устанавливают над тарой и начинают вращать в обратную сторону.
Изделия при этом через зазор 8 выгружаются в тару (не показано). При гальванообработке изделий электролит свободно проходи в рабочую камеру через зазору, сх. и S с минимальным сопротивлением. Кроме того, происходит постоянная циркуляция электролита. Мелкие изделия, например, швейные иглы, скользят по гладкой поверхности, не комкуготся и не выносятся из
рабочей камеры. Все это обеспечива - ет обработку мелких изделий с высокой производительностью и качеством наносимых гальванических покрытий. Барабан может быть применен в линиях, где последовательно осуществляется галтовка, шлифовка, полировка, мойка, гальваническая или химическая обработка, т.е. в линиях с безлюдной технологией.
Формула изобретения
1« Барабан для жидкостной обработки мелких изделий, содержащий
рабочую камеру, установленную на полуосях с возможностью вращения, о т- дичающийся тем, что, с целью упрощения конструкции и повышения удобства в эксплуатации, продольные стенки рабочей камеры выполнены в виде спиральных пластин, установленных ме;кду боковыми стенками камеры с зазором и концентрично относительно друг друга.
2. Барабан по п. 1, отличающийся тем, что нижние части полых полуосей, расположенные внутри камеры, имеют перфорацию.
3 129А8794
3. Барабан по пп. 1 и 2, о т л и- луосей, размещенные внутри камеры, чающийся тем, что части повыполнены Г-образными.
луосей, размещенные вну
выполнены Г-образными.
п
1
L
L
/
/
I/////
о
Фиг. t
Редактор Н. Лазаренко
Составитель И. Саакова
Техред И.Попович Корректор А. Тяско
Заказ 565/29
Тираж 613
ВНШ111И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская аб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(риг.З
Подписное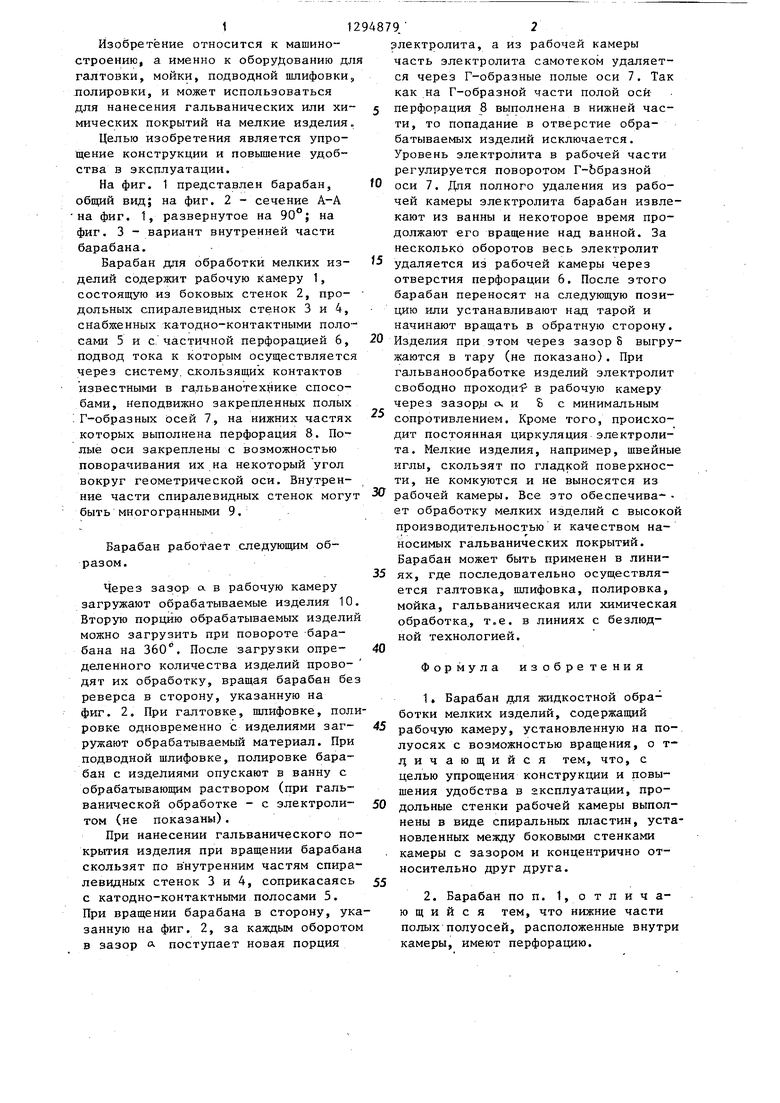
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки изделий в жидкостях | 1984 |
|
SU1232705A1 |
| Устройство для обработки изделий в жидкостях | 1987 |
|
SU1435663A1 |
| Барабан для обработки мелких изделий | 1991 |
|
SU1836499A3 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Барабан для обработки мелких изделий | 1984 |
|
SU1217934A1 |
| Безосный барабан для нанесения гальванических покрытий | 1981 |
|
SU1013518A1 |
| Установка для гальванической и химической обработки изделий | 1989 |
|
SU1794114A3 |
| Устройство для очистки мелких деталей | 1975 |
|
SU579345A1 |
| Устройство для нанесения гальванических покрытий | 1972 |
|
SU537634A3 |
| Устройство для обработки изделий в жидкостях | 1981 |
|
SU1038382A1 |

Изобретение относится к машиностроению, в частности к устройствам дпя жидкостной обработки мелких изделий. Цель изобретения - упрощение конструкции и повышение удобства в эксплуатации. После загрузки определенного количества изделий проводят их обработку, вращая барабан 1 без реверса. Изделия при вращении барабана скользят по внутренним частям спиралевидных стенок 3 и 4. При вращении барабана в зазор х поступает новая порция электролита, а из рабочей камеры часть электролита самотеком удаляется через Г-образные оси. Так как на Г-образной части полой оси перфорация выполнена в нижней части, то попадание в отверстие обрабатываемых изделий исключается. Изобретение позволяет за счет повышения надежности повысить производительность. 2 з.п. ф-лы, 3 ил. с (О ел ND СО 4 00 Ч СО (риг. г
| Безосный барабан для нанесения гальванических покрытий | 1981 |
|
SU1013518A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ получения оптически активных производных имидазолидин-2-тионов | 1977 |
|
SU791231A3 |
| Механический грохот | 1922 |
|
SU41A1 |
