Изобретение относится к порошковой металлургии, в частности к устройствам для экструдирования порошковой проволоки и двухслойных длинномерных изделий.
Целью изобретения является повышение однородности изделий и надежности работы устройства.
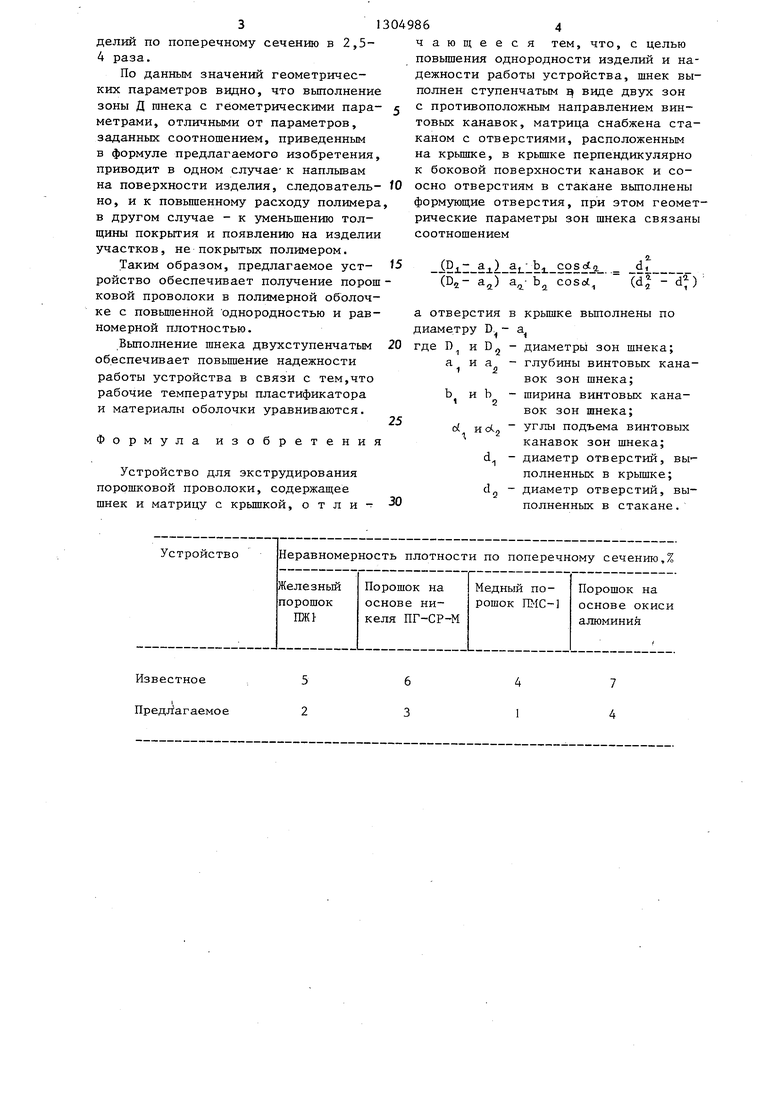
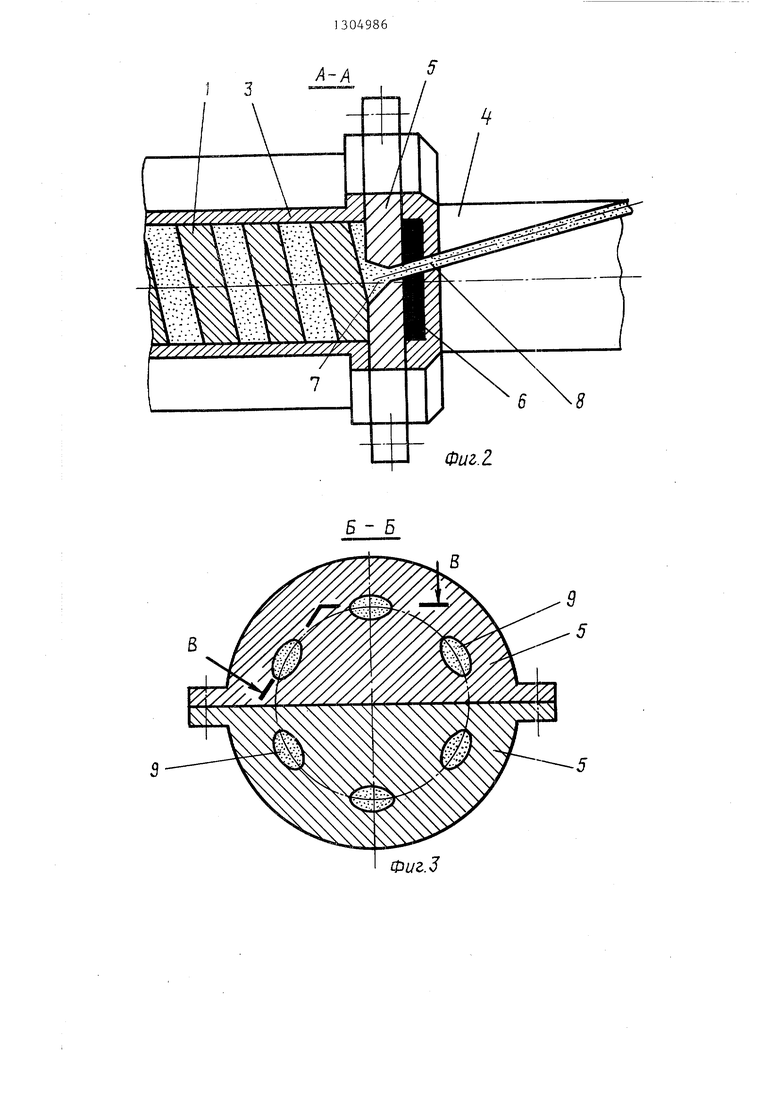
На фиг.1 представлено устройство, разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг. 3.
Устройство для экструдирования порошковой проволоки состоит из шнека 1, выполненного ступенчатым и имеющего две зоны Г и Д с противоположными направлениями нарезки винтовой канавки. Шнек заключен в матрицу 2, состоящую из корпуса 3, стакана 4 и размещенной между ними крьш1ки 5. Крышка и фланец стакана образуют между собой полость 6, сообщающуюся с винтовой канавкой шнека. В крьпике выполнены формующие отверстия 7, соосные отверстиям 8 во фланце стакана. На корпусе установлен разгрузочньй бункер 9, на стакане - загрузочный бункер 10 и нагреватель 11 . 1Чнек получает вращение от привода 12. Устройство закреплено на основании 13.
Устройство работает следующим образом.
Полимер в виде гранул поступает из загрузочного бункера 10 в полост стакана 4, захватьшается витками шнека 1 зоны Д и транспортируется в полость 6. За счет механических усилий и теплоты, полученной от- нагревателя 11, гранулы полимера постепенно переходят в вязкопластичное состояние. В полость 6 полимер поступает в виде вязкой жидкости.
Одновременно порошок из загрузочного бункера 9 поступает в полость корпуса 3, захватывается витками шнека 1 зоны .Г и транспортируется в
зону формования, ограниченную формую- Q номерное по длине и поперечному сещими отверстиями 7. Порошок уплотняется в витках шнека и продавливается через формующие отверстия 7 в виде бесконечных проволок, которые продвигаются через полость 6, заполненную полимером.
Отверстия 8 фланца стакана 4 несколько большего диаметра, чем экст- рудируемая проволока. В зазор затека.55
чению изделия при значениях геометрических параметров, соответствующих расчетным; покрытие не сплошное, наб людаются разрывы при значениях геометрических параметров, меньших расчетных.
Из представленных в таблице данны видно, что предлагаемое устройство позволяет снизить неоднородность из
5
0
5
0
5
ет полимер и образует на порошковой проволоке покрытие в виде тонкой пленки. Полученная проволока сматывается в бухты.
За время прохождения проволоки через полость 6, заполненную полимером, она не успевает нагреться и не теряет прочность и жестрсость.
Для качественного нанесения покрытия на сформованную порошковую проволоку необходимо, чтобы между геометрическими параметрами зон шнека вьщер- живалось соотношение, позволяющее обеспечить необходимую и достаточную подачу полимера в зависимости от диаметра формующих отверстий (диаметра получаемых изделий) и толпщны полимерной оболочки.
Пример. Зкструдировали одновременно 16 проволок. Диаметр порошковой сердцевины 4 мм, диаметр проволоки с полимерной оболочкой 4,4 мм.
Диаметр зоны Г шнека 100 мм, диаметр зоны Д шнека 67 мм. Глубина винтовой канавки зоны Г шнека 8 мм, зоны Д шнека 2 мм. Ширина винтовой канавки зоны Г шнека 8 мм,,зоны Д шнека 2 мм. Угол подъема винтовой канавки обеих зон шнека 10°. Частота вращения щнека 10-30 мин .
В таблице представлены экспериментальные данные по неравномерности плотности изделий, полученных в известном и предлагаемом устройствах.
Значения геометрических параметров зон шнека. Зона Г: D 100 мм;
0
5
а,
8 мм; b 8 мм;
0 10
Зона Д. Превышающие расчетные D,, 16,7 мм; а J 3 мм; Ь 3 мм; . Соответствующие расчетным
D:
ci, г 16,7-; а 2 мм; Ъ 2 мм; ot 10°. Меньшие расчетных D - - 16,7 мм; а 1 мм; b 1 мм; 10°.
Качество покрытия: на поверхности изделия наблюдаются наплывы при значениях геометрических параметров, превьш1ающих расчетные; покрытие равномерное по длине и поперечному се
чению изделия при значениях геометрических параметров, соответствующих расчетным; покрытие не сплошное, наблюдаются разрывы при значениях геометрических параметров, меньших расчетных.
Из представленных в таблице данных видно, что предлагаемое устройство позволяет снизить неоднородность из
3
делий по поперечному сечению в 2,5- 4 раза.
По данным значений геометрических параметров видно, что выполнение зоны Д ганека с геометрическими параметрами, отличными от параметров, заданных соотношением, приведенным в формуле предлагаемого изобретения приводит в одном случае- к напльшам на поверхности изделия, следовательно, и к повьшенному расходу полимера в другом случае - к уменьшению толщины покрытия и появлению на изделии участков, не покрытых полимером.
Таким образом, предлагаемое уст- ройство обеспечивает получение порош ковой проволоки в полимерной оболочке с повьшенной однородностью и равномерной плотностью.
Вьтолнение шнека двухступенчатым обеспечивает повьш1ение надежности работы устройства в связи с тем,что рабочие температуры пластификатора и материалы оболочки уравниваются.
Формула изобретения
Устройство для экструдирования порошковой проволоки, содержаш;ее шнек и матрицу с крьшхкой, о т л и Известное
I ПpeдJfaгaeмoe
5 2
O
4986
5
4
чаюшееся тем, что, с целью повышения однородности изделий и надежности работы устройства, шнек выполнен ступенчатым ц виде двух зон с противоположным направлением винтовых канавок, матрица снабжена стаканом с отверстиями, расположенным на крьш1ке, в крьшгке перпендикулярно к боковой поверхности канавок и со- осно отверстиям в стакане выполнены формующие отверстия, при этом геометрические параметры зон шнека связаны соотношением
.).. . AL
(D,а.)
С08Ы,
(d, - d-)
а отверстия в крьш1ке вьшолнены по диаметру D, - а где D и D,j - диаметры зон шнека;
а и а - глубины винтовых канавок зон шнека;
b и b - ширина винтовых канавок зон шнека; d ио(. углы подъема винтовых
канавок зон шнека; d - диаметр отверстий, вы-полненных в крышке; d - диаметр отверстий, выполненных в стакане.
6 3
7 4
Фиг. г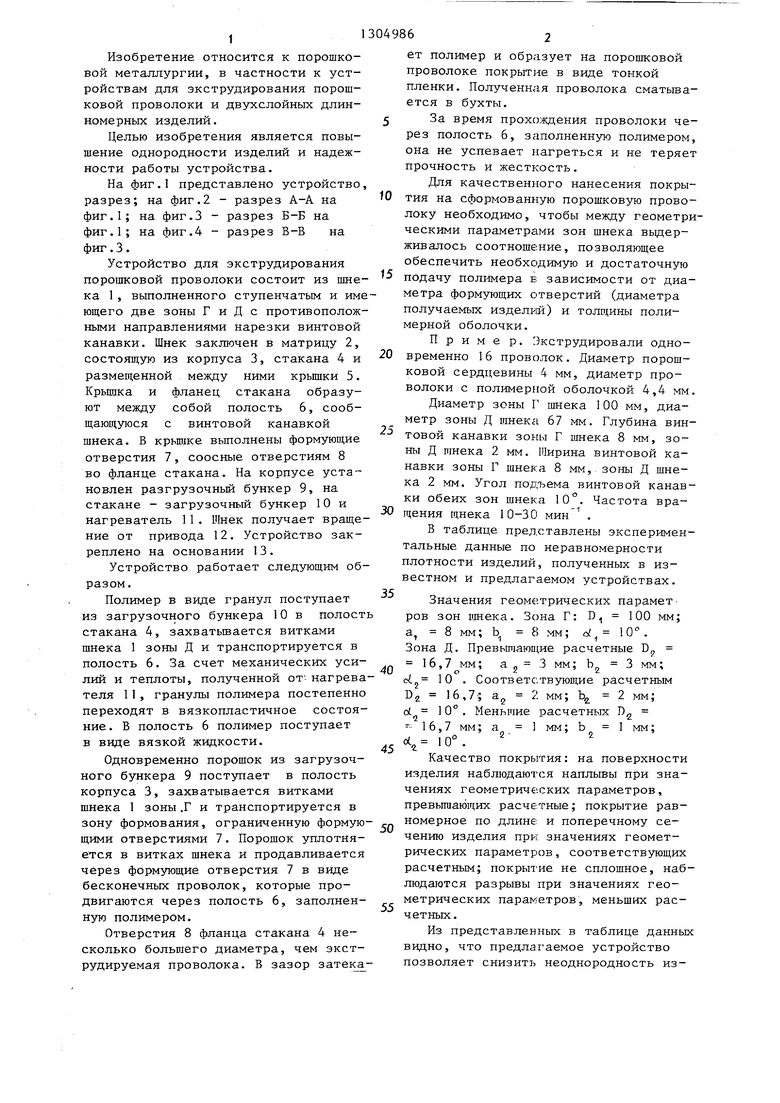
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для экструдирования порошковой проволоки | 1984 |
|
SU1177058A1 |
| Устройство для непрерывного прессования изделий из порошков | 1987 |
|
SU1528621A1 |
| Способ формования порошковых материалов | 1988 |
|
SU1694351A1 |
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
| Способ изготовления порошковой проволоки и устройство для его осуществления | 1990 |
|
SU1780925A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1987 |
|
SU1423283A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1985 |
|
SU1289605A1 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| Устройство для непрерывного прессования порошков | 1982 |
|
SU1199447A1 |
| Способ определения энергосиловых параметров процесса экструдирования порошков в шнеке | 1985 |
|
SU1290135A1 |
Изобретение относится к устройствам для экструдирования порошковой проволоки. Целью изобретения является повьш1ение однородности изделий и надежности устройства. Устройство содержит бункер 9 для полимера и бункер 10 для порошка. Внутри корпуса 3 находится шнек 1, который выполнен ступенчатым. В крышке выполнены формующие отверстия 7. Крьшка размещена между корпусом 3 и стаканом 4. Ступени шнека выполнены с противоположными винтовыми канавками. Полимер подается в бункер 9, разогревается и шнеком направляется в формующие отверстия. В эти отверстия одновременно подается пластифицируемый порошок и экструдируется через отверстия. Однородность изделий обусловлена тем, что геометрические параметры шнека рассчитаны по определенному соотношению. Это позволяет экструдировать проволоку без напльшов и разрывов материала. 2 табл.,4 ил. о (Л ю со о 4 СО 00 Oi
Б - б
Фиг.5
в-в
ФигЛ
Редактор Л.Гратилло
Составитель Б.Семенов Техред Л.Сердюкова Корректор А.Обручар
Заказ 1372/12 Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
| Устройство для мундштучного прессования двухслойных изделий | 1980 |
|
SU952437A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для экструдирования порошковой проволоки | 1984 |
|
SU1177058A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
