11
Изобретение относится к машиностроению и может быть использовано при создании транспортно-складских систем в различных областях промышленности.
Целью изобретения является повышение производительности и гибкости конвейера-накопителя за счет сокращения времени переналадки.
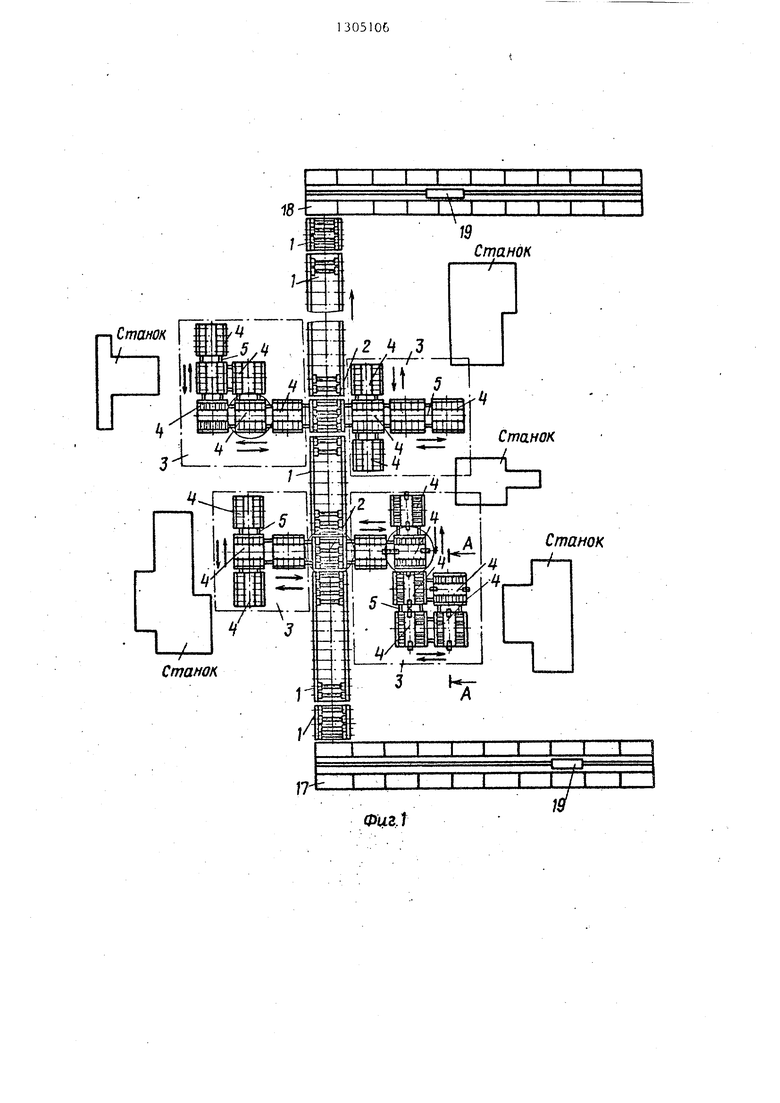
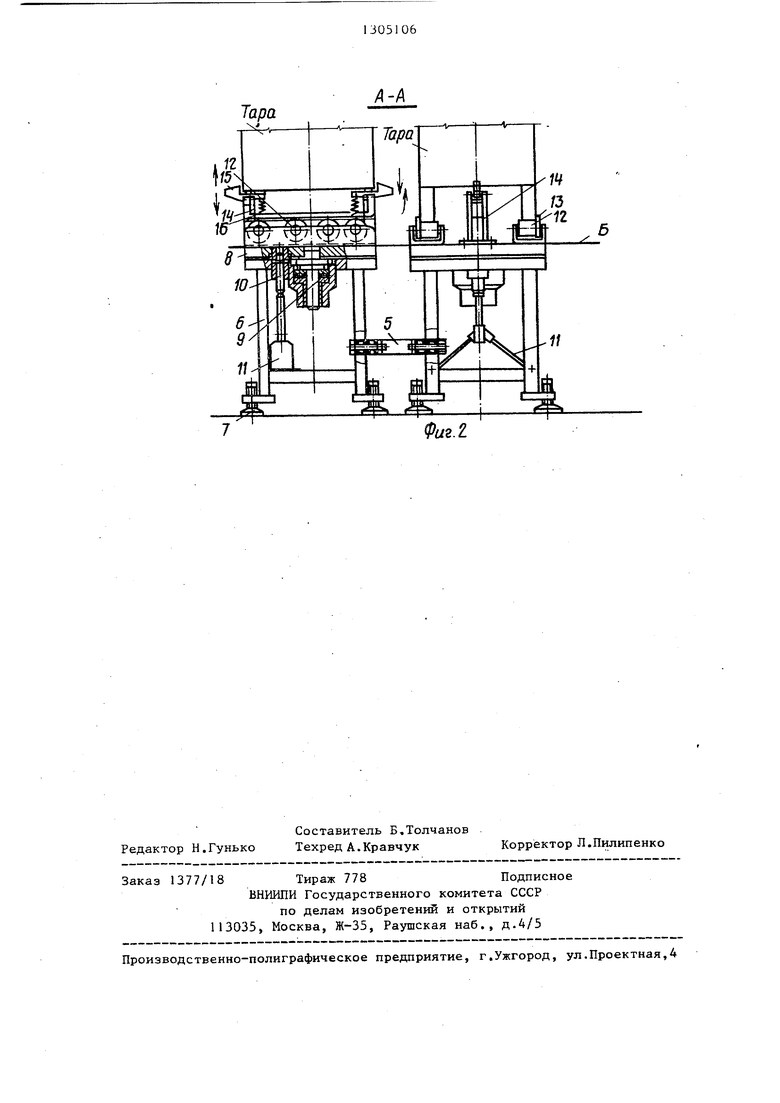
На фиг.1 изображен конвейер-нако- питель, вид в плане; на фиг.2 - разрез А-А на фиг.1.
Конвейер-накопитель гибкой произ- водственй ой системы содержит секции роликового конвейера 1 с приво- дами роликов, расположенный между секциями поворотный стол 2, накопители 3 тары, размещенные вдоль секций роликового конвейера в зоне поворотного стола Каждый накопитель 3 состоит из разного количества столов ячеек 4, а один поворотный 2, являющийся общим для правого и левого накопителей, снабжен приводами поворота стола и вращения его приводных роликов (не показаны). Все столы- ячейки каждого накопителя скреплены между собой съемными перемычками 5. Основанием каждого стола-ячейки служит каркас 6, установленный на винто вые регулировочные опоры 7. Верхние плиты 8 столов-ячеек установлены в каркасе 6 на подшипниковых опорах 9 с возможностью поворота относительно их вертикальных осей в горизонтально плоскости. Для фиксирования плит в двух взаимно перпендикулярных направлениях на каркасах столов установлены фиксаторы 10, а для управления они соединены с педалями 11. Опорные плоскости всех плит 8 расположены в одной горизонтальной плоскости Б. На опорные плоскости плит 8 установлены опорные ролики 12 с направляющими, ребордами 13. На ролики 12 ус- танавливается и может транспортироваться по ним металлическая производственная тара. На концах плит 8 по направлению движения производственной металлической тары закреплены на стойках 14 упоры 15. Верхние закрытые положения упоры 14,15 занимают под действием пружины 16, а нижние открытые для прокатывания тары положения они занимают путем их от- жатия вниз и преодоления усилия пружин 16.
Вдоль конвейера-накопителя расположено оборудование (стачки), примы5
51
,
0
5 0 30 35 0 45 0 5
062
кающие к крайним столам-ячейкам накопителей 3. В начале роликового конвейера 1 расположен склад 17 для хранения заготовок, а в конце - склад 18 для хранения готовых деталей. -Склады 17 и 18 снабжены штабелера-: ми 19.
Первая и последняя секции роликового конвейера 1 одновременно являются и приемо-выдающими столами складов 17 и 18. Конвейер-накопитель в сочетании со складами, станками и Системой управления составляет гибкую производственную систему.
Конвейер-накопитель работает следующим образом.
Заготовки в производственной металлической таре извлекаются из склада 17 заготовок штабелером 19 и устанавливаются на первую секцию роликового конвейера 1, являющуюся и приемо-вьщающим столом этого склада. Затем по команде оператора включается привод вращения роликов секций конвейера 1, и тара с заготовками перемещается по конвейеру. При достижении тарой адресата (конкретного накопителя 3) верхняя плита поворотного стола 2 поворачивается на 90°, и по ее роликам с помощью привода вращения роликов тара выезжает на первый примыкающий к нему стол- ячейку 4 правого или левого накопителя 3, При следовании тары по адресу на второй, третий и т.д. накопитель 3 предыд ущие поворотные столы
2работают в это время как роликовый конвейер. Прибывшая на первый стол-ячейку 4 конкретного накопителя
3тара фиксируется упорами 15 с помощью оператора станка, которому предназначена прибывщая тара, она перемещается по роликам столов-ячеек
4накопителя 3 и окончательно фиксируется с помощью упоров 15 или на ближайшем к станку столе-ячейке 4, когда прибывшие в таре объекты производства сразу поступают в работу, или на одном из свободных столов- ячеек 4, когда тара устанавливается на временное хранение.
Во время перемещения тары по роликам 12 направление и прямолинейность движения обеспечиваются ребордами 13. При этом путем перемещения тары по роликам 12 столов-ячеек 4 накопителя 3 в.любом взаимно перпендикулярном направлении она может
313
быть установлена на любом из столов- ячеек 4 накопителя 3. Для изменения направления перемещения тары по столам-ячейкам на взаимно 11ерпендикуляр- ное верхняя плита 8 на подшипниковой опоре 9 поворачивается на 90 , при этом фиксатор IО с помощью педали 11 извлекается из фиксирующей втулки плиты 8, Фиксирование положения тары на любом из столов-ячеек накопите- лей 3 производится с помощью упоров 15 и пружин 16.
После обработки деталей на станке они укладываются в тару, последняя по роликам 12 столов-ячеек А накопи- теля 3 транспортируется на поворотный стол 2, ролики которого в это время развернуты и являются продолжением роликов стола-ячейки 4.
После установки тары на повторный стол 2 он поворачивает тару на 90, и последний начинает работать как секции роликового конвейера совместно с ними. Тара с готовыми деталями перемещается по секциям конвейера 1 в направлении склада 18 готовой продукции и останавливается с помощью средства автоматики на последней секции конвейера 1, которая является одновременно и приемо-выдающим столом склада 18. Затем шта белером 19 тара устанавливается в склад.
В тех случаях, когда объект производства изменяется, а вместе с ним меняется основное оборудование (станки) и взаимное расположение его в
064
конкретных производственных площадях конфигурация конкретных накопителей 3 легко меняется за счет других вариантов взаимного расположения отдельных столов-ячеек А накопителей 3. При этом съемные перемычки 5 демонтируются и после новой расстановки столов-ячеек А накопителей 3 скрепляют их в другом сочетании и расположении .
Формула изобретения
Конвейер-накопитель гибкой производственной системы, включающий секции роликового конвейера, установлен- Hbje между ними передающие роликовые столы и размещенные вдоль роликового конвейера накопители тары, отличающийся тем, что, с целью повышения производительности и гибкости конвейера-накопителя за счет сокращения- времени переналадки, каждый накопитель тары выполнен в виде соединенных между собой посредством съемных перемычек столов-ячеек с расположенными в одной горизонтальной плоскости и ус;тановленными посредством подшипниковых опор с возможностью поворота в горизонтальной плоскости верхними плитами, снабженными установленными на верхних опорных их плоскостях роликами, выполненными с ребордами и расположенными по концам подпружиненными упорами для фиксации тары.
174-1 1 I I I Фаз. I
/1-Д
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий автоматизированный участок | 1986 |
|
SU1542781A1 |
| Кран-штабелер транспортно-накопительной системы | 1987 |
|
SU1615077A1 |
| Автоматизированный склад для хранения штучных грузов | 1983 |
|
SU1152890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Склад для хранения затаренных грузов (его варианты) | 1984 |
|
SU1217729A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Транспортная складская система | 2016 |
|
RU2643615C2 |
| Поточная линия обработки стружки | 1986 |
|
SU1344583A1 |
Изобретение относится к области маюиностроения и предназначено для создания транспортно-складских сис тем в различных отраслях пром-ти. Цель повьшение производительности и гибкости конвейера-накопителя за счет сокращения времени переналадки. Для этого он содержит секции роликового конвейера (К) с приводами роликов. Между секциями К расположены передающие роликовые столы. Вдоль секций К установлены накопители (Н) тары, каждый из которых выполнен в виде соединенных между собой посредством съемных перемычек столов-ячеек. Верхние плиты столов-ячеек установлены в каркасе на подшипниковых опорах с возможностью поворота относительно их вертикальных осей в горизонтальной плоскости. На опорных плоскостях плит установлены опорные роликн с направляющими ребордами. На концах плит по направлению движения производственной тары закреплены на стойках упоры для фиксации тары. Заготовки в таре извлекаются из склада и устанавливаются на К, Включают привод роликов, и тара перемещается по К. При достижении тарой адресата - конкретного Н плита стола 2 поворачивается на 90 ° и тара выезжает на примыкающий к нему стол-ячейку правого или левого Н. После обработки на станке деталей тара перемещается по К на склад готовой продукции, 2 ил. (Л 00 о ел
Редактор Н.Гунько
Составитель Б.Толчанов
Техред А.Кравчук Корректор Л.Пилипенко
1377/18
Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретении и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Склад для хранения затаренных грузов | 1978 |
|
SU766987A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для распределения штучных грузов | 1978 |
|
SU766988A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
