113
Изобретение относится к трубному производству и может быть использовано для формовки труб из металлической ленты.
Целью изобретения является упрощение конструкции и расширение функциональных возможностей.
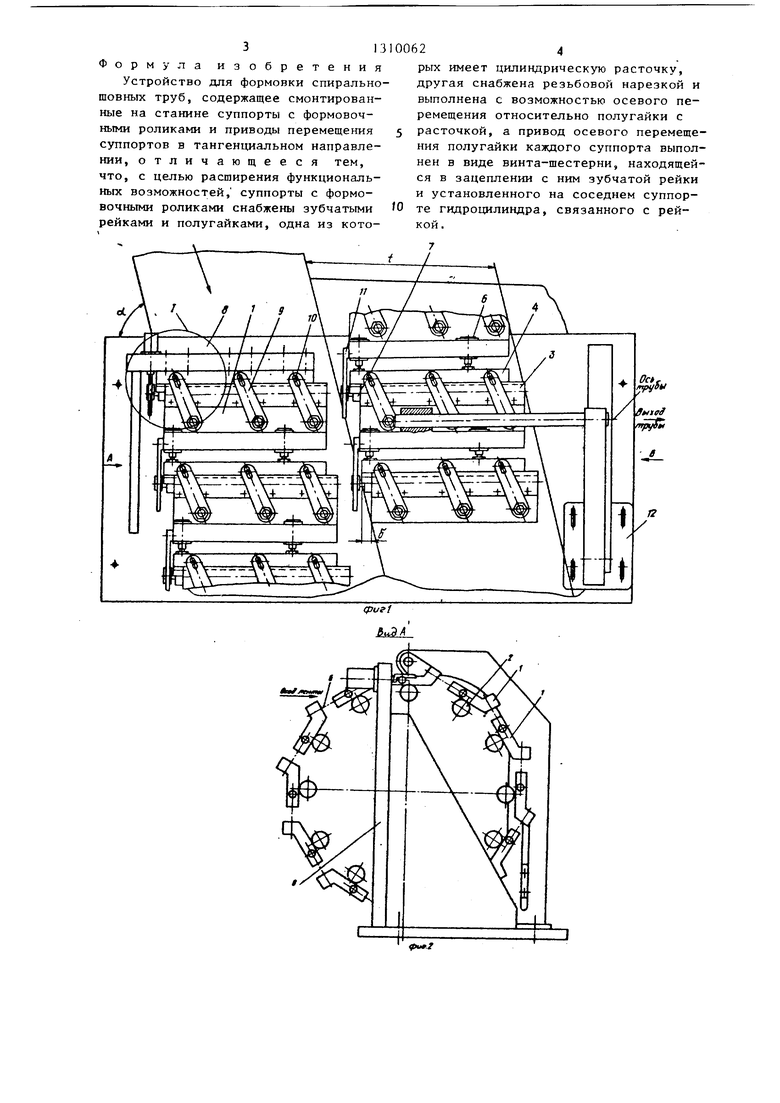
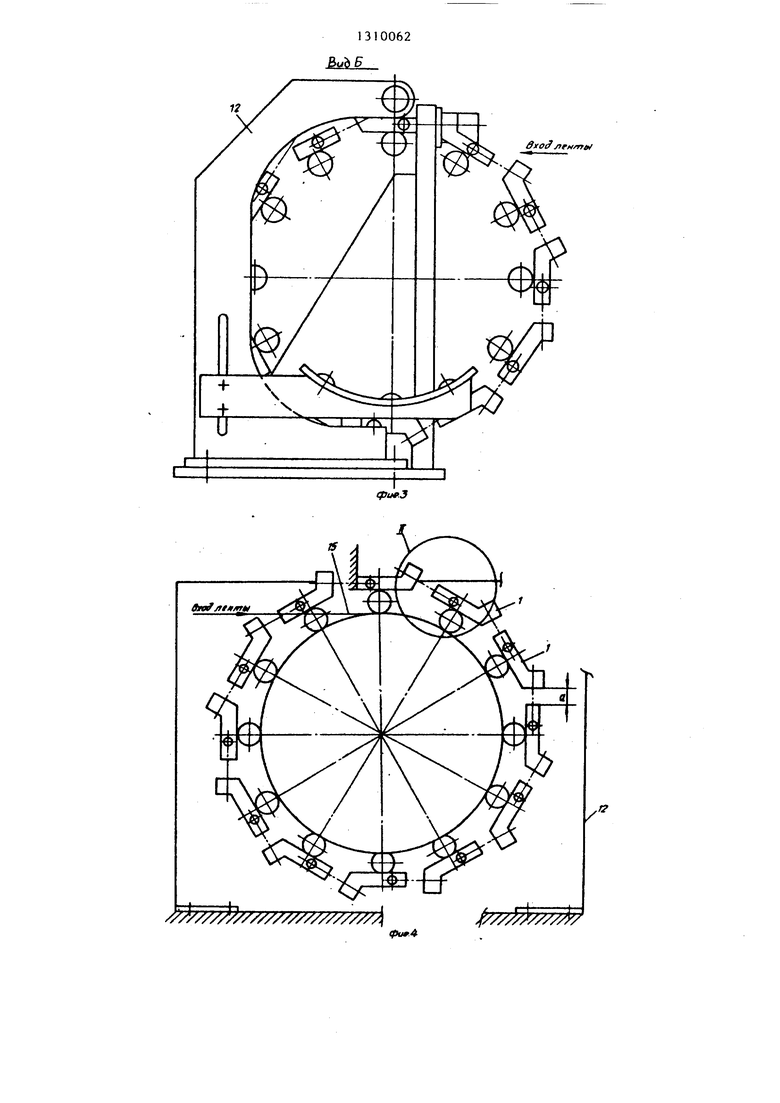
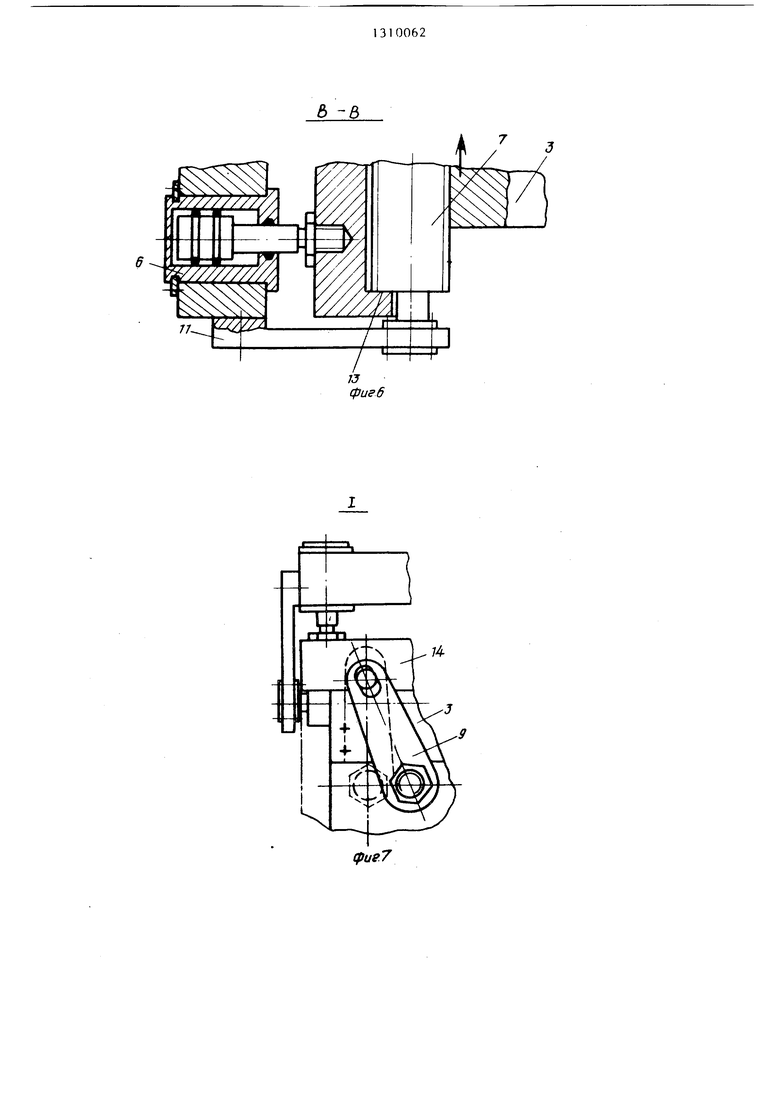
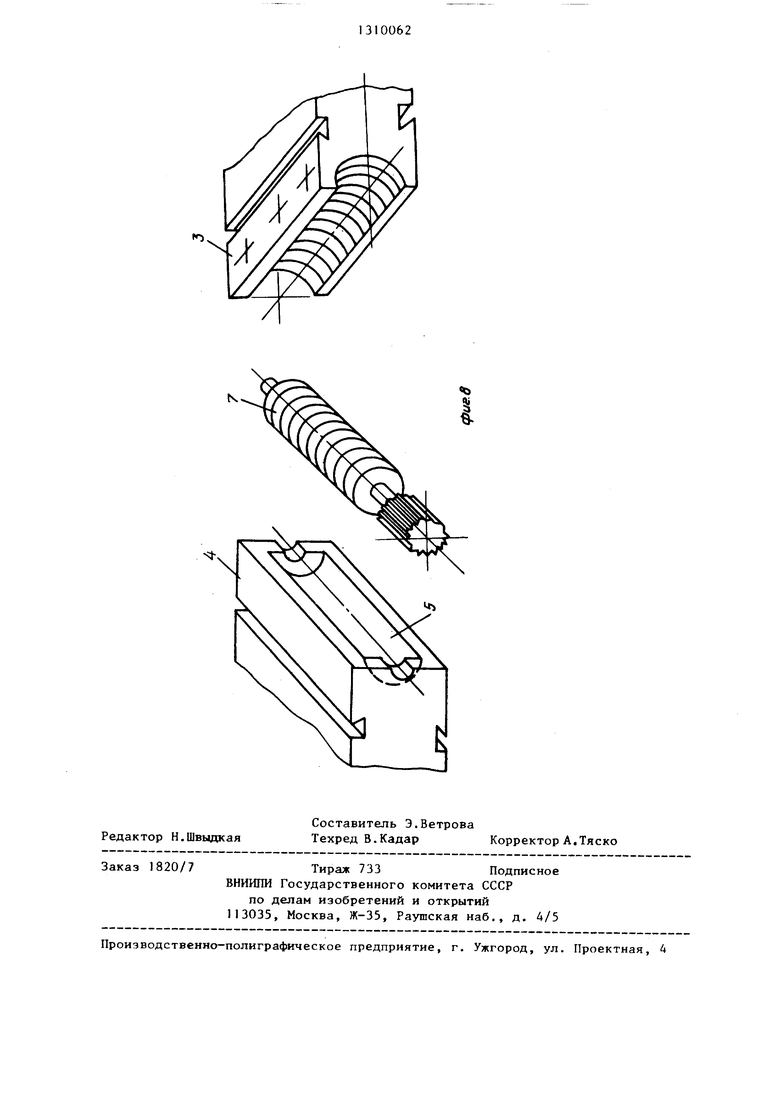
На фиг.1 изображено устройство для формовки спиральношовных труб, вид сверху; на фиг.2 - вид А на фиг.1 на фиг.З - вид Б на фиг.1; на фиг.А- устройство при переналаживании на различные диаметры; на фиг.З - узел II на фиг.4; на фиг.6 - сечение В-В на фиг.З (рейка изображена условно); на фиг.7 - узел I на фиг.1; на фиг.8- конструкция полугайки.
Устройство содержит суппорты I с формовочными роликами 2 снабженные полугайками 3 и 4, перемещающимися в осевом направлении, причем одна из полугаек снабжена нарезкой, а другая имеет цилиндрическую расточку 3, гидроцилиндры 6, перемещающие суппорты в тангенциальном направлении, винт-шестерню 7, раму формующего устройства 8, рычаг 9, упор 10, рейку 11, регулирующую стойку 12, упорную плоскость 13 полугайки 4 и соединительную планку 14.
Устройство работает следующим образом.
Установку устройства на нужный диаметр производят по калибру (отрезок трубы нужного диаметра) подачей рабочей среды в заштоковую полость гидроцилиндра 6 до соприкосновения роликов с поверхностью калибра. Затем стальную ленту 13 из задающей машины подают через проводки к суппорту 1. При дальнейшем продвижении стальная лента 13, отжимаясь к оси трубы, попадает на поверхность роликов 2 последующего суппорта 1 и, таким образом, сворачивается в спираль на роликах 2 последующих суппортов 1 до выхода из устройства.
Устройство переналаживают на различные диаметры труб (фиг.4) перемещением суппортов 1 в тангенциальном направлении (изменением расстояния а между суппортами), подачей рабочей среды в штоковую или заштоковую полость гидроцилиндров 6. И одновременно автоматически устанавливают угол формовки oi (изменение расстояния б) за счет вращения винт-шестерни 7 посредством рейки 11, закреп22
ленной за соседний суппорт, и поворачивают ролики 2 согласно углу формовки ой с помощью рычагов 9 и упоров 10. Устройство при переналадке с одного диаметра трубы на другой работает следующим образом.
При подаче рабочей среды, например, для увеличения диаметра трубы в заштоковую полость цилиндра 6 шток, выходя из цилиндра, отодвигает последующий суппорт от предыдущего. Рейка 11 также закреплена на предыдущем суппорте. Винт-шестерня 7, находящаяся постоянно в зацеплении с рейкой
11, вращается, а полугайка 3 смещается по нарезке в осевом направлении (на фиг.6 обозначено стрелкой), увлекая за собой ролики.
При переналадке на меньший диа
метр труб рабочая среда подается в
5
штоковую fionocTb цилиндра 6 и упор 10, не давая рычагу 9 перемещаться, заставляет его вращаться относительно себя и разворачивать ролик согласно углу формовки.
Винт-шестерня 7, упираясь в упорную плоскость 1 3 (фиг.6), остается неподвижной в осевом направлении. Полугайки 3 и 4, принадлежащие одному суппорту, не имеют возможности поперечного относительно друг друга перемещения, так как они соединены планкой 16.
Для первоначальной настройки уст- 5 ройства, на ширину стальной ленты 13 изменяют угол формовки ы, и шаг t спирали трубы. Это достигают за счет разъединения рейки 11 и винт-шестерни 7, а также вращением ее (изменение расстояния б). Одновременно происходит поворот роликов 2 согласно углу формовки.
При подаче рабочей среды в гидроцилиндры 6 по заданной программе получают трубы переменного сечения, например конусные.
Использование изобретения позволяет при перенастройке устройства на
0 различные диаметры труб автоматически изменять угол установки формующих роликов в соответствии с углом формовки спиральношовной трубы. Кроме того, применение гидропривода переме щения суппортов с формующими роликами позволяет упростить данную конструкцию по сравнению с известными агрегатами для изготовления спнральношовных труб.
0
313
Формула изобретения
Устройство для формовки спирально шовных труб, содержащее смонтированные на станине суппорты с формовочными роликами и приводы перемещения суппортов в тангенциальном направлении, отличающееся тем, что, с целью расширения функциональных возможностей, суппорты с формовочными роликами снабжены зубчатыми рейками и полугайками, одна из кото
рых имеет цилиндрическую расточку, другая снабжена резьбовой нарезкой и выполнена с возможностью осевого перемещения относительно полугайки с расточкой, а привод осевого перемещения полугайки каждого суппорта выполнен в виде винта-шестерни, находящейся в зацеплении с ним зубчатой рейки и установленного на соседнем суппорте гидроцилиндра, связанного с рейкой.
12
Фиг.г
12
вжо /trHfrrirt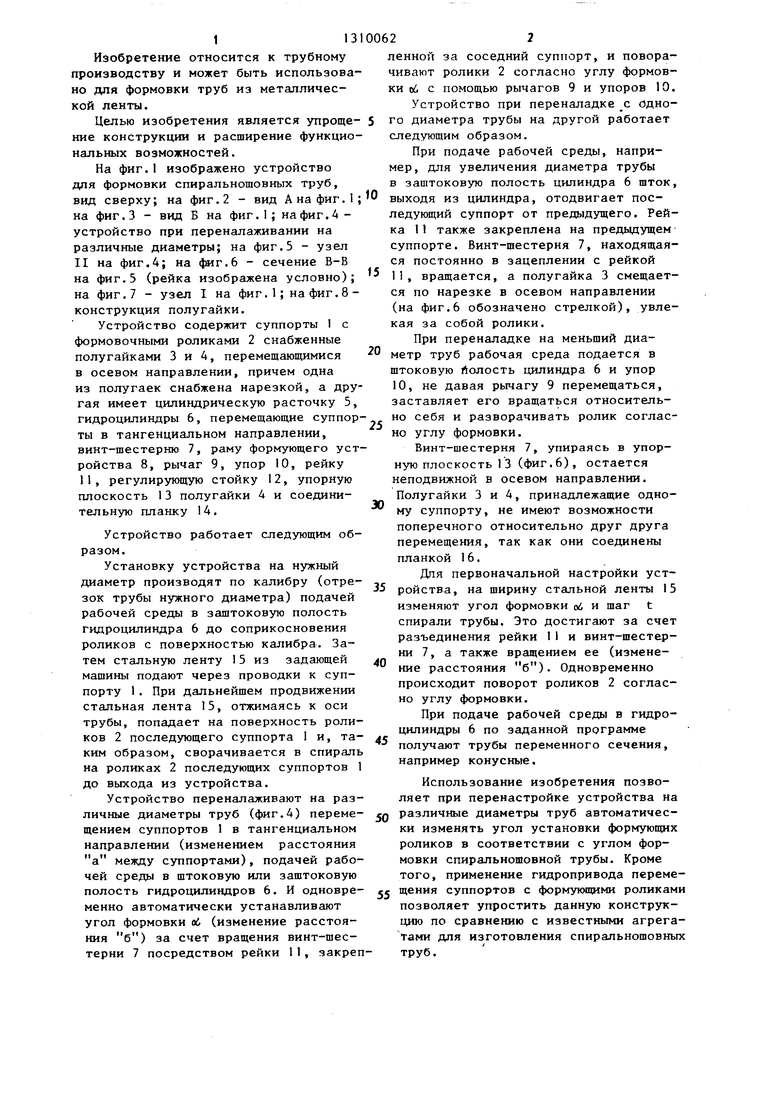
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки спиральношовных сварных труб | 1981 |
|
SU1026886A1 |
| Устройство для формовки спиральношовных труб | 1978 |
|
SU741781A3 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU940890A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
| ТРАНСПОРТЕР ДЛЯ ПЕРЕМЕЩЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2225825C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СПИРАЛЬНОТПОВНЫХ ТРУБ СВАРКОЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1970 |
|
SU278609A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1981 |
|
SU1002134A1 |
| Шариковая винтовая передача с регулируемым зазором | 1986 |
|
SU1397659A1 |
| РОЛИКО-ВИНТОВОЙ МЕХАНИЗМ | 2016 |
|
RU2631096C1 |
Изобретение относится к области трубного производства, в частности к устройствам для формовки спирально- шовных труб из металлической ленты. Целью изобретения является расширение функциональных возможностей и упрощение конструкции устройства. Возможность одновременной переналадки устройства на требуемый диаметр трубы и установки формовочных роликов на угол, соответствую1ций углу формовки спиральношовной трубы, обеспечивается снабжением суппортов с формовочными роликами 2 полугайками 3 и 4. Причем одна из полугаек снабжена нарезкой, а другая имеет цилиндрическую расточку. При переналадке устройства на требуемый размер суппорты перемещаются в тангенциальном направлении гидроцилиндрами 6. При этом за счет вращения винт-шестерни 7 посредством рейки 11, закрепленной на соседнем суппорте, формовочные ролики 2 устанавливаются в положение согласно углу формовки. 8 Ш1. с (Л Э5 ю
/
фигЛ
/// /////7
5 -5
Ч
t
Редактор Н.Швыдкая
Составитель Э.Ветрова
Техред В. Кадар Корректор А.Тяско
1820/7
Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, i
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ силицирования спеченных изделий | 1989 |
|
SU1752513A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
