Изобретение относится к металлур- гии, а именно к автоматизации прокатного производства;, и может быть использовано на участке подогревательная печь - прокатная клеть прокатного стана.
Цель изобретения - увеличение производительности полунепрерывного стана горячей прокатки за счет сокращения временных интервгшов между заго- товками на входе в стан.
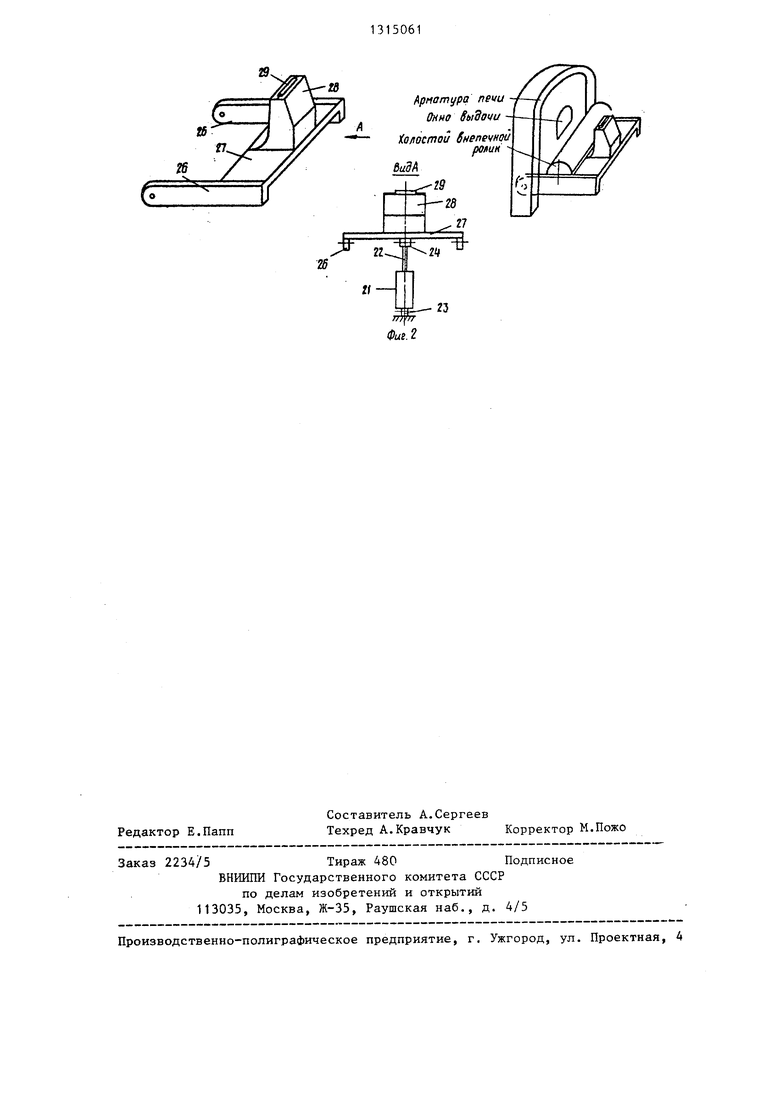
На фиг,1 представлена функциональная схема устройства для автоматического регулирования темпа выдачи заго- товок из печи на фиг. 2 - конструктивное исполнение упора.
Устройство содержит фотодатчик 1, элемент 2 задерлски, блок 3 деления,
ды задатчиков 8 и 9 минимальной и максимальной длин заготовки соединены соответственно с первым и вторым вхо- д,зми блока 7 вычисления средней длины заготовки, выход, блока 7 и выход за- 10 постоянного коэффициента соединены соотв.етственно с первым и вторым входами блока 6 умножения. Выход блока 6 умножения и выход датчика 4 скорости первой клети 5 стана соединены соответственно с первым и вторым входами блока 3 деления, выход которого соединен с вторым входом элемента 2 задержки. Выход элемента 2 задержки соединен с первым входом элемента ИЛИ-НЕ 11 и первым входом реле 12 времени, второй вход KOTopori; соединен с выходом задатчика 13 темпа выдачи заготовок из печи. Первый выдатчик 4 скорости первой клети 5 ста- 20 ход реле 12 времени соединен с вторым на, .блок 6 умножения, блок 7 вычис- входом элемента PtTH-HE 11, выход которого соединен с первым входом вто- |рого нормально закрытого электромагления средней длины заготовки, задатчики 8 и 9 соответственно минимальной
и максимальной длин заготовки, задатчик 10 постоянного коэффициента, зле- 25 выходы компрессора 16 соединены соотмент ИЛИ-НЕ 11, реле 12 времени, за- ветственно первым и вторым гибкими
нитного клапана 15. Первый и второй
датчик 13 темпа выдачи заготовок из печи, два нормально закрытых электромагнитных клапана 14 и 15, компрессор 16, четыре гибких трубопровода 17-20, пневмоцилиндр 21, поршень со штоком 22, первый опорный шарнир 23, шарнир 24j второй опорный шарнир 25 (условно на фиг,1 показан один второй опорный шарнир 25).
Корпус подвришого упора- состоит из двух балок 26, плиты 27 и выступа 28, причем балка 26 и плита 27 даеют прямоугольную форму, боковые стенки балок 26 параллельны одна другой направлены вдоль линии дви кек1-1я заготовок и одним концом шарнирно прикреплены к арматуре печи 30 с помощью второго опорного шарнира 25, а другие жестко соединены с боковыми гранями плиты 27, расположенной з горизонтальной плоскости. Выступ 28 с расположенным на его свободном конце холостым роликом 29 жестко соединен с
трубопроводами 17 и 18 с вторыми вхо- соответственно первого и второго нормально закрытых электромагнитных
30 клапанов 14 и 15, выходы которык третьим и четвертым гибкими трубопроводами 19 и 20 соединены соответственно с верхней и нижней полостью пнев- моцилиндра 21. Дно корпуса пневмоци35 линдра 21 опирается на первый опорньй шарнир 23, шток 22 одним концом сое- с поршнем и другим - с шарниром 24.
Q Устройство работает следующим образом.
В исходном положении, когда первая заготовка 31 находится в подогревательной печи 30 и ее передний конец
еще не вьпдел из печи, на выходе фотодатчика 1 сигнал отсутствует, на выходе элемента 2 задержки и выходах реле 12 времени сигналы также нулевые. Поэтому второй (нижний) электроцентральной частью верхней поверхнос- магнитный клапан 15 отключен и воздух ти плиты 27 и имеет у основания во- из компрессора 16 в нижнюю часть пне- гнутую в сторону движения заготовки пневмоцилиндра 21 не проходит, а на форму. В центре нижней поверхности выходе логического элемента ИЛИ-НЕ 11 плиты 27 к ней шарнирно (соединитель- присутствует сигнал Лог. 1, который ный шарнир 24) присоединен поршень 22 открывает первый (верхний) электро- пневмоцилиндра 21.магнитньп клапан 14, и воздух из ком- Выход фотодатчика 1, расположенно- прессора 16 по первому и третьему го за корпусом упора, соединен с пер- тpyбoпpoвoдa vl 17 и 19 заполняет верх- вым входом элемента 2 задержки, выхо- нюю полость пневмоцилиндра 21, а порды задатчиков 8 и 9 минимальной и максимальной длин заготовки соединены соответственно с первым и вторым вхо- д,зми блока 7 вычисления средней длины заготовки, выход, блока 7 и выход за- 10 постоянного коэффициента соединены соотв.етственно с первым и вторым входами блока 6 умножения. Выход блока 6 умножения и выход датчика 4 скорости первой клети 5 стана соединены соответственно с первым и вторым входами блока 3 деления, выход которого соединен с вторым входом элемента 2 задержки. Выход элемента 2 задержки соединен с первым входом элемента ИЛИ-НЕ 11 и первым входом реле 12 времени, второй вход KOTopori; соединен с выходом задатчика 13 темпа выдачи заготовок из печи. Первый выход реле 12 времени соединен с вторым входом элемента PtTH-HE 11, выход которого соединен с первым входом вто- рого нормально закрытого электромагвыходы компрессора 16 соединены соот
нитного клапана 15. Первый и второй
трубопроводами 17 и 18 с вторыми вхо- соответственно первого и второго нормально закрытых электромагнитных
30 клапанов 14 и 15, выходы которык третьим и четвертым гибкими трубопроводами 19 и 20 соединены соответственно с верхней и нижней полостью пнев- моцилиндра 21. Дно корпуса пневмоци35 линдра 21 опирается на первый опорньй шарнир 23, шток 22 одним концом сое- с поршнем и другим - с шарниром 24.
Q Устройство работает следующим образом.
В исходном положении, когда первая заготовка 31 находится в подогревательной печи 30 и ее передний конец
еще не вьпдел из печи, на выходе фотодатчика 1 сигнал отсутствует, на выходе элемента 2 задержки и выходах реле 12 времени сигналы также нуле3131
шень со штоком 22 опускается вниз. Одновременно шток 22, соединенный шарнирно (соединительный шарнир 24) с подвижным упором, перемещает упор вниз под рольганг 32.
На выходе из подогревательной печи 30 заготовка 31 перемещается по рольгангу 32, проходит над упором и входит в зону контроля фотодатчика 1, при этом на выходе фотодатчика 1 появляется сигнал, который поступает на первый вход элемента 2 задержки, на втором входе которого сформировано время задержки этого сигнала пропорционально средней длине заготовки L и скорости клети V, Д этого одновременно на вход блока 7 вычисления средней длины прокатываемой заготовки задатчиками 8 и 9 вводятся значения минимальной L и максимальной L длин заготовки из партии. В блоке 7 вычисляется средняя длина заготовки по формуле L ср (Lniax + + Ь„. )/2. € выхода блока 6 умножения сигнал, пропорциональный величине 2/3Lc,p, поступает на первый вход блока 3 деления, на второй вход которого поступает сигнал с датчика 4 скорости клети. В блоке 3 вычисляется время задержки подъема упора по формуле
где V - скорость клети.
С выхода блока 3 деления сигнал поступает в качестве задания на второй вход элемента 2 задержки, который
пропускает через время
Зад
сигнал
с выхода фотодатчика 1 на первые входы логического элемента ИЛИ-НЕ 11 и реле 12 времени.
Появление на входе логического элемента ИПИ-НЕ 11 сигнала Лог. Г приводит к нулевому сигналу на его выходе, что ведет к отключению первого (верхнего) электромагнитного клапана 14 и он закрывается. Одновременно сигнал с выхода элемента 2 задержки, проходя через реле 12 времени, поступает на вход второго (нижнего) электромагнитного клапана 15, который открывается и пропускает воздух из компрессора 16 по трубопроводам 18 и 20 в нижнюю часть пиевмоцилиндра 21. Поршень со штоком 22 поднимается вверх и через шарнир 24 поднимает передний конец упора над линией рольганга 32. При этом передний конец
14
первой заготовки 31 прокатьшается в первой клети 5 непрерывной группы стана, а задний конец ее приподнимается поднявшимся упором и катится по
холостому ролику 29 на торце 28 упора. Следующая, например, вторая заготовка 31, выходя из нагревательной печи 30, останавливается перед поднятым упором. Затем первая заготовка
31 полностью проходит мимо упора и выходит из зоны контроля фотодатчика 1. На выходе фотодатчика 1 сигнал нулевой, поэтому с выхода элемента 2 задержки на первый вход логического
элемента ИЛИ-НЕ 1 1 сигнал тарсже поступает нулевой. Однако на второй вход реле 12 времени (реле с выдержкой времени), введено задание на его функционирование на время Т„, соответствующее заданной паузе между заготовками, которая необходима для перестройки оборудования непрерывной группы стана для приема и прокатки последующей заготовки. Поэтому после выхода первой заготовки из зоны контроля фотодатчика 1 в течение заданного времени с выхода реле 12 времени на второй вход логического элемента ИЛИ- НЕ 11 поступает сигнал Лог. 1, который обеспечивает на выходе этого элемента нулевой сигнал. Следовательно, верхний электромагнитный клапан 14 по-прежнему находится в закрытом состоянии. Одновременно с выхода реле 12 на вход нижнего электромагнитного клапана 15 не прекращает поступать сигнал Лог. 1 и клапан 15 находится в открытом состоянии, что в конечном итоге позволяет удерживать
упор над рольгангом в течение заданного времени.
11осле отчета времени ir, с выхода реле 12 времени сигнал Лог. 1 прекращается и появляется сигнал Лог. О, который закрывает нижний электромагнитный клапан 15 и через логический элемент ИЛИ-НЕ 11 открывает верхний электромагнитный клапан 14, что приводит к опусканию упора вниз под рольганг 32, и последующая заготовка 31 по рольгангу 32 перемещается к первой клети прокатного стана.
Таким образом, заготовки автоматически с заданным интервалом времени выдаются из подогревательной печи в непрерывную группу прокатного стана.
Выбор минимального интервала между заготовками (время паузы) обеспечивает увеличение производительности прокатного стана при прокатке различных профилеразмеров и марок стали с учетом технологических операций п ри их обработке на линии стана, особенно в хвостовой части агрегата.
Формула изобретения
1. Устройство для автоматического регулирования темпа выдачи заготовок из печи, содержащее упор р;ля остановки прокатьшаемой заготовки на рольганге и пневмоцилиндр подъема и опускания упора над рольгангом, о т л и - чающееся тем, что, с целью увеличения производительности, полунепрерывного стана горячей прокатки за счет сокращения временных интервалов между заготовками на входе в стан, 20 магнитных клапана, выход каждого из оно снабжено фотодатчиком, располо- которых соединен соответственно тре- женным за упором, датчиком скорости тьим и четвертым гибкими трубопрово- первой клети, задатчиками минимальной и максимальной длины заготовки, блодами соответственно с верхней и нижней полостями пневмоцилиндра, дно
ком вычисления средней длины заготов- 25 корпуса пневмодилиндра прикреплено ки, блоком умножения, задатчиком по- шарнирно к станине рольганга, а его
поршнем упором.
стоянного коэффициента, блоком деления, элементом задержки, элементом. ИЛИ-НЕ, задатчиком темпа выдачи заготовок из печи, реле времени, двумя нормально закрытыми электромагнитными клапанами и компрессором, причем упор расположен между нагревательной печью и первой клетью, выход фотодатчика
шток одним концом соединен с и другим шарнирно соединен с
2. Устройство по П.1, о т л и ч а30 ю щ е е с я тем, что корпус упора
состоит из двух балок, плиты и выступа, причем балки и плита имеют прямоугольную форму, боковые стенки балок параллельны одна другой, направ- соединен с первым входом элемента за- 35 лены вдоль линии движения заготовок держки, выходы задатчиков минимальной и одним концом шарнирно прикреплены
к арматуре печи, а другие жестко соединены с боковыми гранями плиты, расположенной в горизонтальной плоскос- 40 ти, выступ с расположенным на его
свободном конце холостым роликом жестко соединен с центральной частью верхней плиты и имеет у основания вогнутую в сторону движения заготовки скорости первой клети стана соединены 45 форму, в центре нижней поверхности соответственно с первым и вторым вхо- плиты к ней шарнирно присоединен пор- дами блока деления, выход блока де- шень пневмоцилиндра.
и максимальной длины заготовки соединены соответственно с первым и вторым входами блока вычисления средней длины заготовки, выход которого соединен с первым входом блока -умножения, второй вход которого соединен с задатчиком постоянного коэффициента, выход блока умножения и выход датчика
ления соединен с вторым входом элемента задержки, выход которого соединен с первым входом логического элемента ИЛИ-НЕ и первым входом реле времени, второй вход которого соединен с выходом задатчика темпа выдачи заготовок из печи, первый выход реле времени соединен с вторым входом логического элемента ИЛИ-НЕ, выход ко- торого соединен с первым входом первого нормально закрытого электромагнитного клапана, второй выход реле времени соединен с первым входом второго нормально закрытого электромагнитного клапана, первый и второй выходы компрессора соединены первым и вторым гибкими трубопроводами с вторыми входами соответственно первого и второго нормально закрытых злектромагнитных клапана, выход каждого из которых соединен соответственно тре- тьим и четвертым гибкими трубопрово-
дами соответственно с верхней и нижней полостями пневмоцилиндра, дно
шток одним концом соединен и другим шарнирно соединен
2. Устройство по П.1, о 30 ю щ е е с я тем, что корпус упора
Крнатура печи Онно выдачи
Koflocmou бнепе ной ранах
&udf(
IS - 25 27
Ж
2Z
24
- §Редактор Е.Папп
Составитель А.Сергеев
Техред А.Кравчук Корректор М.Пожо
Заказ 2234/5Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Т777Т
Фиг. 2
гз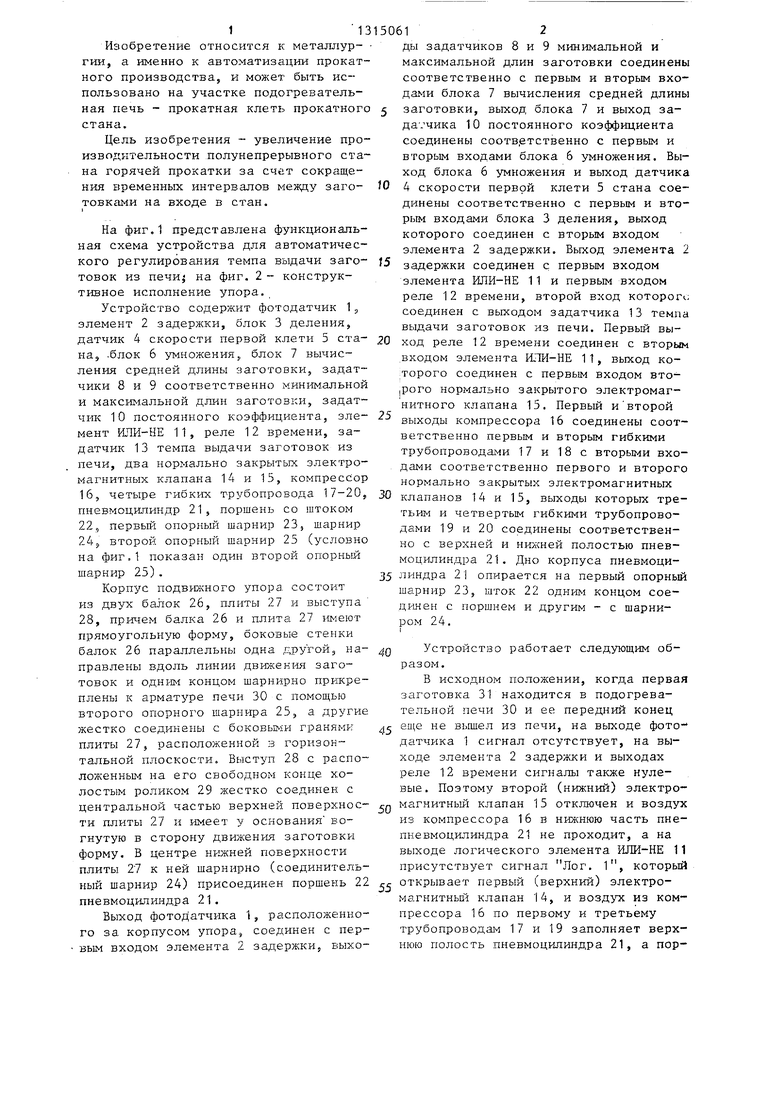

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |
| Система управления темпом прокатки | 1990 |
|
SU1754249A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| Способ управления темпом выдачи заготовок из печей | 1975 |
|
SU599869A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Способ регулирования темпа выдачи заготовок из печей | 1976 |
|
SU600199A1 |
Изобретение относится к автоматизации металлургических процессов производства проката и может использоваться на участке подогревательная печь - прокатная клеть. Цель изобретения - увеличение производит ельности полунепрерывного стана горячей прокатки за счет сокращения временных 30 3/ . 32 ®@©@ 22 гз-- fef интервалов между заготовками на входе «, стан. Устройство имеет оригинальную конструкцию механической части подвижного упора, служащего для остановки прокатываемой заготовки на рольганге и снабжено фотодатчиком 1, датчиком 4 скорости первой клети стана, блоком 7 вычисления средней длины заготовки, задатчиками максимальной 9 и минимальной 8 длин заготовки, блоком 6 умножения, задатчиком 10 постоянного коэффициента, блоком 3 деления, элементом 2 задержки, элементом ИЛИ-НЕ 11, задатчиком 13 темпа выдачи заготовок из печи 12 времени, двумя нормально закрытыми электромагнитными клапанами 14 и 15 и компрессором 16. Устройство обеспечивает выбор минимального интервала между заготовками при прокатке различных профилеразме- ров и марок стали с учетом технологических операций при их обработке на линии стана, особенно в хвостовой части агрегата. 1 з.п. ф-лы, 2 ил. i СЛ 00 сд о 05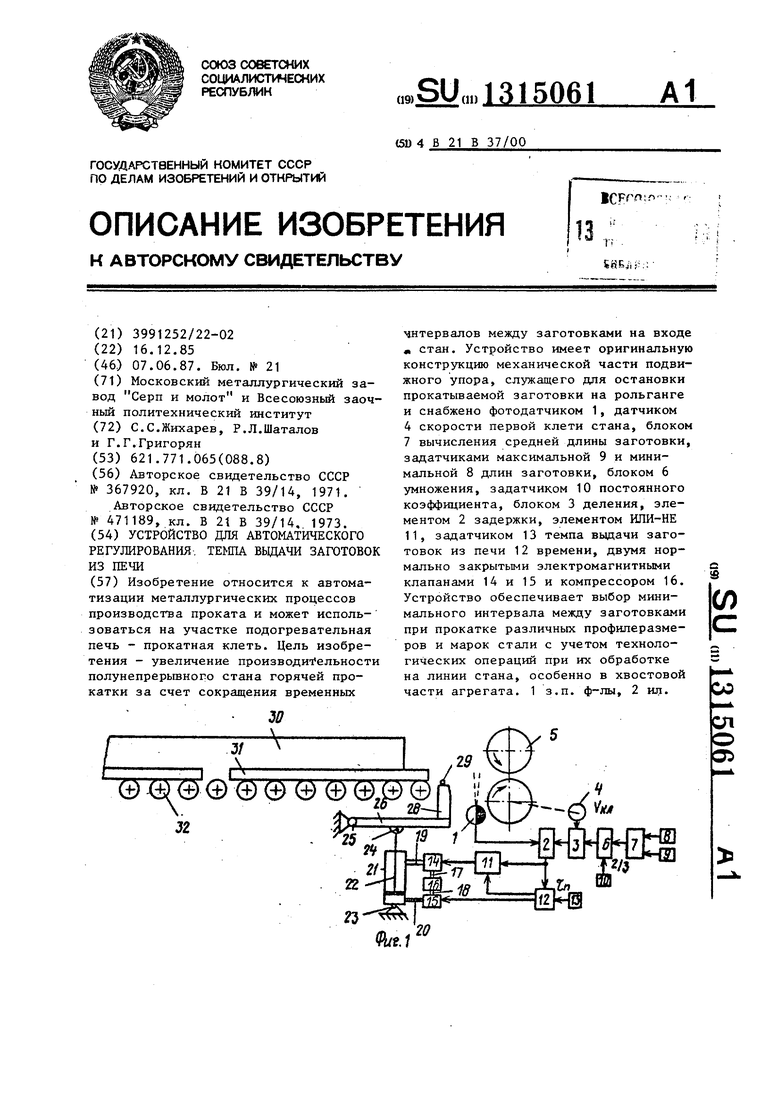
| УБИРАЮЩИЙСЯ УПОР НА РОЛЬГАНГЕ1^IL- | 0 |
|
SU367920A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Привод манипулятора | 1973 |
|
SU471189A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
