Изобретение относится к области сварки, в частности к контактной рельефной сварке.
Цель изобретения - повышение качества сварки.
На чертеже представлена циклограмма процесса.
На чертеже обозначено: Sд - положение подвижного электрода; V - напряжение сварочного трансформатора, с сжатия.
Способ основан на управлении деформацией разогреваемых электрическим током рельефов по величине скорости перемещения подвижного электрода и завершении сварки при постоянном значении усилия сжатия электродов.
После сближения электродов на расстояние, примерно равное суммарной толщине деталей Ьд и высоте рельефов hp, в точке А включается заданная, предварительно обработанная оптимальная программа перемещения подвижного электрода, с некоторым минимальным запаздыванием появляется в точке N
усилие сжатия Г. . , которое быстро на( /
растает до точки В (до момента включения сварочного тока в точке В)«Пос- ле включения тока происходит быстрый спад РСЖ с последующим медленным нарастанием, зависящим от соотношения между скоростями деформации и нагре- ва рельефа. В точке С после полной деформации рельефа усилие сжатия деталей автоматически возрастает до максимальной величины, определяемой сечением штока цилиндра и давлением в его полости, и остается постоянным Завершается сварка отключением-сварочного тока и последующим возвратом подвижного электрода в исходное положение.
Сварочная машина должна быть снабжена электрогидравлическим следящим приводом перемещения подвижного элек трода, позволяющим осуществлять непрерывное сравнение заданного положения подвижного электрода с фактиче ским, а по величине и знаку рассогла сования формирующим управляющее воздействие. Усилие, развиваемое приводом на электродах, при этом будет пе ременным. После завершения протрамми руемой деформации на высоту рельефов начиная с точки С, из-за резкого уве личения сопротивления деформации рас согласование уже не может быть ском- пенсировано, а развиваемое усилие
-
10
15
20
25
30
35
40
45
50
55
сжатия возрастает до своего максимального значения.
Пример, Деталь толщиной 3 мм приваривают к листу такой же толщины групповой рельефной сваркой с диаметром рельефа 7 мм и высотой 1,5 мм.
Сварку осуществляют на машине с злектрогидравлическим следящим приводом верхнего электрода с программируемой по положению скоростью, состоящим из гидроцилиндра, управляемого по расходу масла электрогиДрорас- пределителем, и электронной.схемы программирования. Обратная связь по положению подвижного электрода осуществляется применением датчика положения, конструктивно связанного с подвижной частью. Нижний электрод относительно станины машины неподвижен,
В качестве основного параметра режима сварки задается скорость перемещения подвижного электрода на этапе деформации рельефа, изменяющаяся по закону
V . D+S
где А, В - константы, определяемые
экспериментально; S - текущее значение перемещения электрода,
Такое управление процессом способствует выравниванию термомеханического воздействия на рельеф, благодаря относительно мягкому режиму с небольшими усилиями сжатия рельефа при инициировании его деформации и существенному автоматическому возрастанию усилия сжатия в конечной его стадии, когда резко возросшее сопротивление деталей прерывает режим слежения и электрогидрораспределитель открыт полностью, В результате качество сварки получается равномерным по длине рельефа и обеспечиваются требования к сварному узлу.
Предлагаемое изобретение позволит повысить качество и стабильность свойств сварных соединений, выполненных рельефной сваркой, сделает его независимым от производственных возмущений,
Формулаизобретения
Способ контактной рельефной сварки, при котором свариваемые детали
сжимают путем деформации с одновременным нагревом электрическим током предварительно образованных по край- ней мере на одной из деталей релье- фов, отличающийся тем, что, с целью повышения качества сварки, деформацией .разогреваемых элек;т- рическим током рельефов управляют по величине скорости перемещения подвижного электрода, а завершают сварку при постоянном значении усилия сжатия электродов,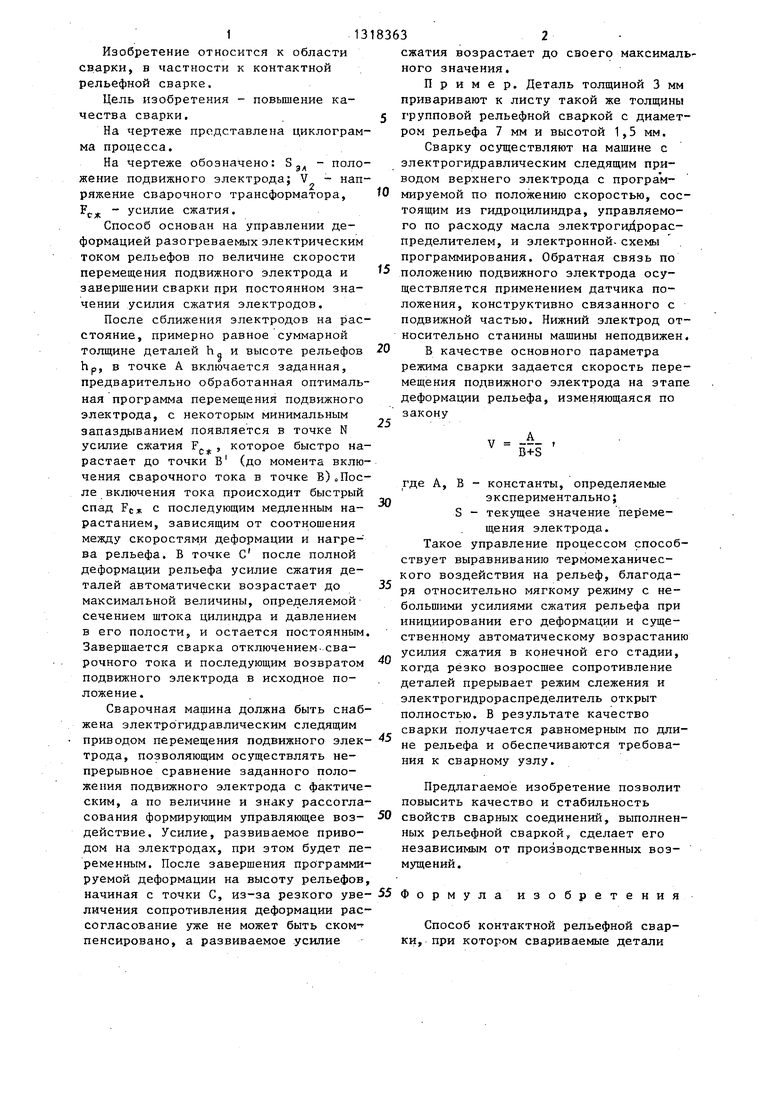
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Способ динамического регулирования процесса контактной рельефной сварки и устройство для его осуществления | 1987 |
|
SU1504039A1 |
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
| Способ контроля износа электрода | 1988 |
|
SU1524975A1 |
| Способ рельефной сварки Т-образных соединений | 1987 |
|
SU1496955A2 |
| Способ рельефной сварки | 1986 |
|
SU1479239A1 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2778711C1 |
| Электродное устройство для контактной рельефной сварки | 1990 |
|
SU1764895A1 |
| Способ рельефной сварки Т-образных соединений | 1985 |
|
SU1368135A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |

Изобретение относится к сварке, в частности к контактной рельефной сварке. Целью изобретения является повьшение качества сварки. После сближения электродов на расстояние. примерно равное суммарной толщине деталей Ья и высоте рельефов hp, в точке А включается заданная оптимальная программа перемещения подвижного электрода,с некоторым минимальным за - паздыванием появляется в точке N усилие сжатия FC, которое быстро нарастает до точки В , соответствукяцей моменту включения сварочного тока в точке В. После включения тока происходит быстрый спад FC-J с последующим медленным нарастанием в точке С , после полной деформации рельефа усилие сжатия автоматически возрастает до максимальной величины и остается постоянным. Завершается сварка отключением сварочного тока и последующим возвратом подвижного электрода в исходное положение. 1 ил. с (Л 00 со СП со
Редактор С.Патрушева
Составитель Э,Ветрова Техред В.Кадар
Заказ 2458/10Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, МоскваJ Ж-35, Раушская наб„, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор В Бутяга
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1986 |
|
SU1396503A2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
