12 размещены герметизирующие прокладки 22, 23, На нижнем торце элемента 12 закреплена рамка 27 с подвижным бортом 28. При заполнении опоки включается вентилятор 7 и производится отсос пыли через отверстия 15, 16 в
Изобретение относится к дозирутащш-) у;:тройствам и может быть использовано в литейном производстве для выдачи сухого сыпучего материала в опоки и стержне:вые ящики.
Цель изобретения - снижение расхода сыпучего материала.
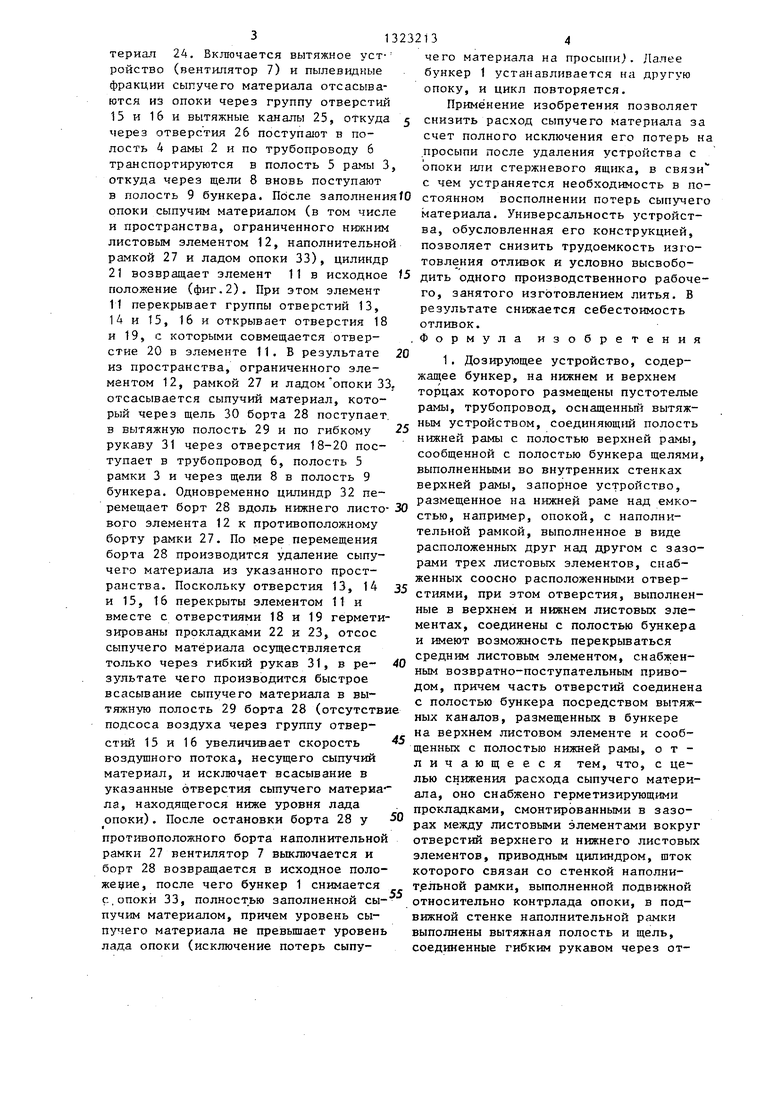
На фиг.1 представлена Схема работы дозирующего устройства; на фиг.2 - то же, запорное устройство закрыто.
Дозирующее устройство содержит бункер 1, на нижнем и верхнем торцах которого размещены рамы 2 и 3 с полостями 4 и 5, соединенными между собой трубопроводом 6;, последний оснащен вытяжным устрЬйством, например вентилятором 7. Внутренние стекки рамь 3 имеют щели 8, соединяющие полость 5 рамы с полостью 9 бункера. На нижней раме 2 размещено запорное устройство, выполненное в виде расположенных друг над другом с зазорами трех листовых элементов 10-12, снабженных соосно расположенными отверстиями 13-20. Средний листовой элемент 11 с отверстиями 17 и 20 снабжен возвратно--по- ступательньш приводом в виде цилиндра 21, В зазорах между листовыми элементами 10-12 размещены герметизирующие прокладки 22 и 23, выполненные из непроницаемого эластичного материала, например резины. Прокладки смонтированы на верхнем и нижнем листовьп: элементах 10 и 12 вокруг отверстий 13-16, 18 и 19, выполненных в указанных элементах. Таким образом, три группы отверстий (13, 14; 15, 16; 18, 19) изолированы дру7 от друга
прокладками 22 и 23. Все три группы отверстки индивидуально соединены с полостью 9 бункера 1 с сухим сыпучим материалом 24, при этом группа отверстий 13 и 14 непосредственно соединена с полостью 9 бункера, а группа.
полость 19. При перемещении борта 28 -материал 24 отсасывается из рамки 27 в полость 9 через щель 30, полость 29, рукав 31. Применение изобретения позволит снизить расход сыпучего материала, 1 з.п. ф-лы5 2 ил.
C
0
5
. ,с -
CI
0
отверстий 15 и 16 соединена с полостью 9 посредством вытяжных каналов 25, размещенных в бункере на верхнем листовом элементе 10; каналы 25 сообщены с полостью 4 нижней рамы 2 пос- .редством отверстий 26 (полость 4 в свою очередь соединена с полостью 9 бункера трубопроводом 6, полостью 5 рамы 3 и щелями 8), Группа отверстий 18 и 19 соединена с полостью 9 посредством трубопровода 6. На наружной поверхности нижнего листового элемента 12 закреплена наполнительная рамка 27. Один из ее бортов 28 содержит вытяжную полость 29 и щель 30, выполненную во внутренней стенке борта 28. Вытяжная полость 29 посредством гибкого рукава 31 соединена с группой отверстий 18 и 19 листовых элеме нтов
10и 12 (отверстия 18 и 19 выполнены в элементах 10 и 12 за пределами наполнительной рамки 27) и посредством указанной группы отверстий - с трубопроводом 6. Борт 28 снабжен воэврат- но-поступательным приводом в виде цилиндра 32. Внутренний контур рамки 27 соответствует внутреннему контуру емкости, заполняемой сыпучим материалом, например опоки 33.
Устройство работает следующим образом.
Бункер 1 с сухим сыпучим материалом, , песком устанавливается наполнительной рамкой 27 на опоку 33. Цилиндр 21 перемещает вправо средний элемент 11 и отверстия 17 элемента
11совмещаются с отверстиями 13, 1Д и 15, 16 верхних и нижних листовых элементов 10 и 12. Одновременно эле- 1У4ент 11 перекрывает отверстия 18 и 19 элементов 10 и 12 (фиг.1). Через открывшуюся группу отверстий 13 и 14
в опоку 33 устремляется сыпучий ма
териал 24, Включается вытяжное устройство (вентилятор 7) и пылевидные фракции сыпучего материала отсасываются из опоки через группу отверстий 15 и 16 и вытяжные каналы 25, откуда через отверстия 26 поступают в полость 4 рамы 2 и по трубопроводу 6 транспортируются в полость 5 рамы 3 откуда через щели 8 вновь поступают в полость 9 бункера. После заполнени опоки сыпучим материалом (в том числ и пространства, ограниченного нижним листовым элементом 12, наполнительно рамкой 27 и ладом опоки 33), цилиндр 21 возвращает элемент 11 в исходное положение (фиг.2). При этом элемент 11 перекрывает группы отверстий 13, 14 и 15, 16 и открывает отверстия 18 и 19, с которыми совмещается отверстие 20 в элементе 11. Б результате из пространства, ограниченного элементом 12, рамкой 27 и ладом опоки 33 отсасывается сыпучий материал, который через щель 30 борта 28 поступает, в вытяжную полость 29 и по гибкому рукаву 31 через отверстия 18-20 поступает в трубопровод 6, полость 5 рамки 3 и через щели 8 в полость 9 бункера. Одновременно цилиндр 32 перемещает борт 28 вдоль нижнего листо- вого элемента 12 к противоположному борту рамки 27, По мере перемещения борта 28 производится удаление сыпучего материала из указанного пространства. Поскольку отверстия 13, 14 и 15, 16 перекрыты элементом 11 и вместе с отверстиями 18 и 19 герметизированы прокладками 22 и 23, отсос сыпучего материала осуществляется только через гибкий рукав 31, в результате чего производится быстрое всасывание сыпучего материала в вытяжную полость 29 борта 28 (отсутстви подсоса воздуха через группу отверстий 15 и 16 увеличивает скорость воздушного потока, несущего сыпучий материал, и исключает всасывание в указанные отверстия сыпучего материала, находящегося ниже уровня лада опоки). После остановки борта 28 у противоположного борта наполнительной рамки 27 вентилятор 7 выключается и борт 28 возвращается в исходное поло- жецие, после чего бункер 1 снимается г., опоки 33, полностью заполненной сыпучим материалом, причем уровень сыпучего материала не превышает уровень лада опоки (исключение потерь сыпу
20
5 fО 30 е 0
чего материала на просыпиК Далее бункер 1 устанавливается на другую опоку, и цикл повторяется.
Применение изобретения позволяет снизить расход сыпучего материала за счет полного исключения его потерь на просыпи после удаления устройства с опоки или стержневого ящика, в связи с чем устраняется необходимость в постоянном восполнении потерь сыпучего материала. Универсальность устройства, обусловленная его конструкцией, позволяет снизить трудоемкость изготовления отливок и условно высвобо- 5 дить одного производственного рабочего, занятого изготовлением литья. В результате снижается себестоимость отливок. .Формула изобретения
1. Дозирующее устройство, содержащее бункер, на нижнем и верхнем торцах которого размещены пустотелые рамы, трубопровод, оснащенньй вытяж- ус ным устройством, соединяющий полость , нижней рамы с полостью верхней рамы, сообщенной с полостью бункера щелями, выполненными во внутренних стенках верхней рамы, запорное устройство, размещенное на нижней раме над емкостью, например, опокой, с наполнительной рамкой, выполненное в виде расположенных друг над другом с зазорами трех листовых элементов, снабженных соосно расположенными отверстиями, при этом отверстия, выполненные в верхнем и нижнем листовых элементах, соединены с полостью бункера и имеют возмож11ость перекрываться средним листовым элементом, снабженным возвратно-поступательньм приводом, причем часть отверстий соединена с полостью бункера посредством вытяжных каналов, размещенных в бункере на верхнем листовом элементе и сообщенных с полостью нижней рамы, отличающееся тем, что, с целью снижения расхода сыпучего материала, оно снабжено герметизирующими прокладками, смонтированными в зазорах между листовыми элементами вокруг отверстий верхнего и нижнего листовых элементов, приводным цилиндром, шток которого связан со стенкой наполни- т.ельной рамки, выполненной подвижной относительно контрлада опоки, в подвижной стенке наполнительной рамки выполнены вытяжная полость и щель, соединенные гибким рукавом через от35
40
5
51323213,6
верстия в листовых элементах с вытяж- прокладки смонтированы на верхнем и ным устройством.нижнем листовых элементах и выполнены
2. Устройство по п.1, о т л и ч а- из непроницаемого эластичного мате- га щ е е с я тем, что герметизирующие риала, например резины.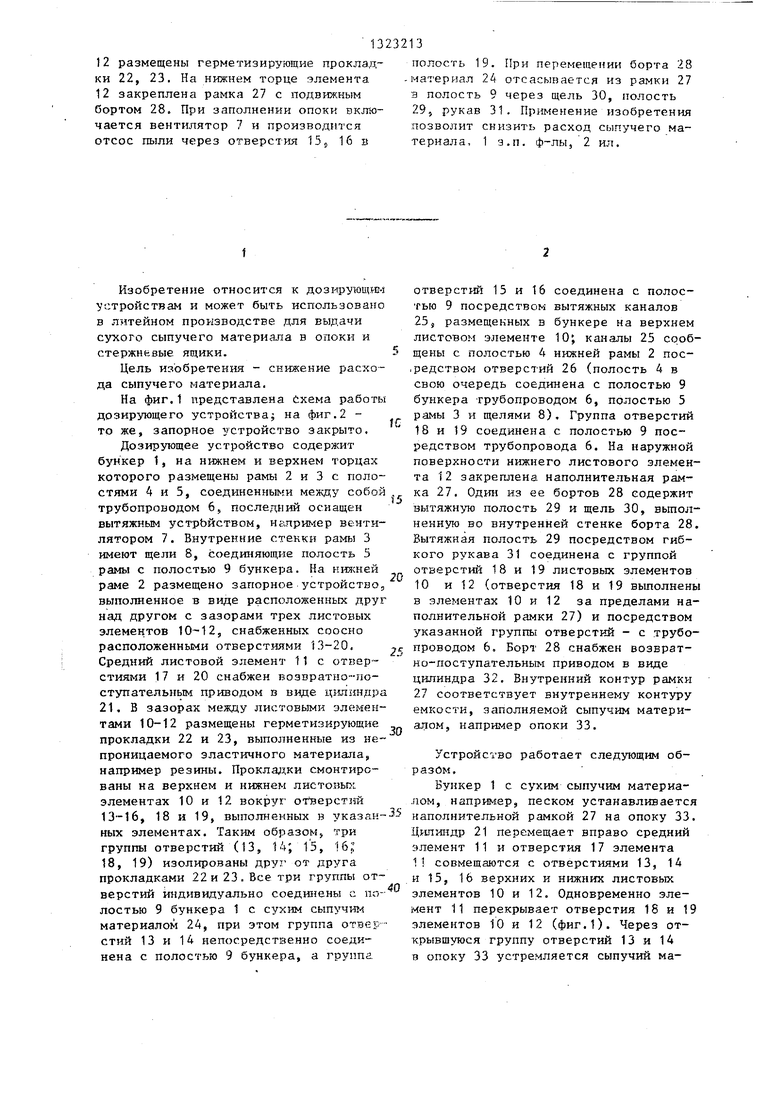
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухстороннего прессования литейных форм | 1987 |
|
SU1470426A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Машина для изготовления форм | 1971 |
|
SU446347A1 |
| Однопозиционный формовочный автомат | 1983 |
|
SU1210959A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1981 |
|
SU979019A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Формовочная машина для изготовления литейных форм | 1984 |
|
SU1217561A1 |
| Способ изготовления литейных форм | 1985 |
|
SU1303253A1 |
Изобретение относится к дозирующим устройствам и может быть использовано в литейном производстве для выдачи сухого сыпучего материала в опоки и стержневые ящики. Цель изобретения - снижение расхода сыпучего материала. Устройство содержит бункер 1 с полостями 4, 5, соединенными трубопроводом 6 с полостью 9 бункера. Бункер на выходе перекрыт листовыми элементами 10-12 с соосными отверстиями 13-20.. Между элементами 10,11 Л. iff f ;/- Ll УЖ )$ч/ го 13 //5 из V/ / : jff-re 72 f . Tf - . .-г-7 , т.7:. 28 . :.;. . . «. . , У, I 6 rL е (Л / ;/- )$ч/ го 13 //5 из V/ 88 и I I « 22 I щ ш 2 га ж/% yTZf JJ (pUe .f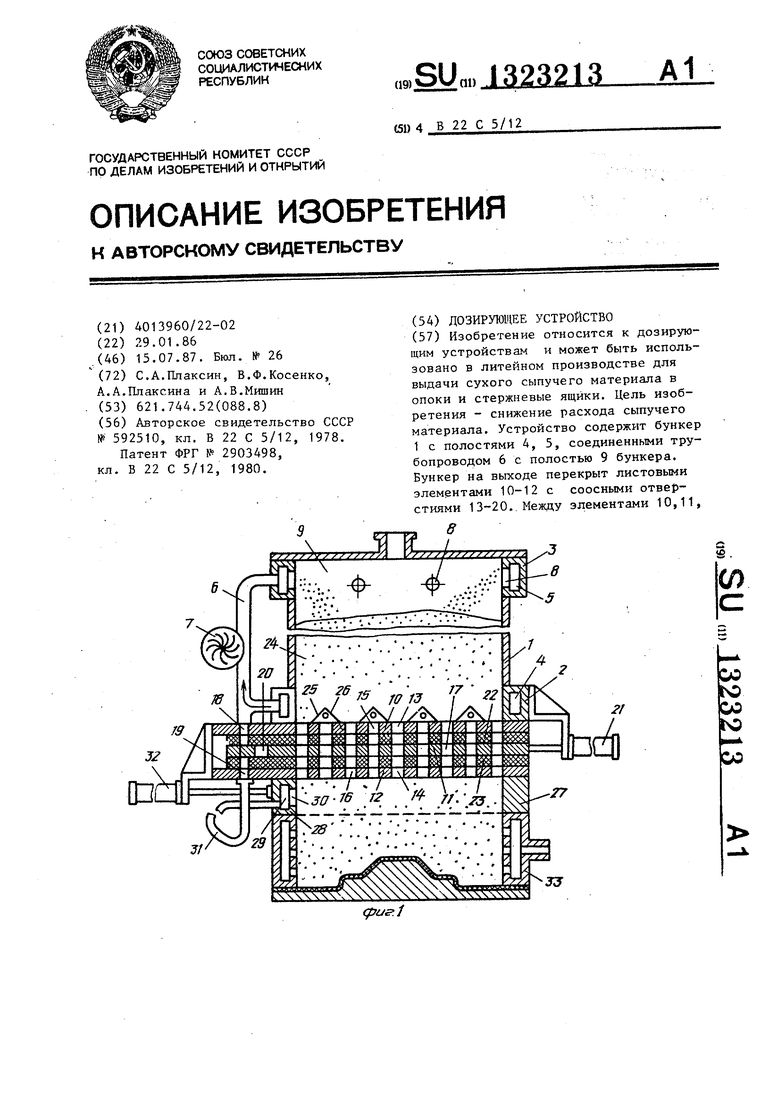
Редактор Н.Горват
Составитель А.Юсуфович
Техред Л.Олийнык Корректор В .Бутяга
Заказ 2902/12Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ Раушская наб., д, 4/5
, Ироизтзодственно-полиграфггческое предггриятие, г. Ужгород, ул. Проектная, Д
cpus-.Z
| Затвор к бункеру | 1976 |
|
SU592510A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент ФРГ Ь 2903498, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
