1
Изобретение относится к машиностроению и может быть использовано для изготовления плоских поверхностей деталей.
Цель изобретения - повышение точности обработки за счет избирательного исправления случайно расположенной по поверхности погрешности.
На фиг. 1 изображена схема- устрой- ю условий: во-первых, когда время дейлирующий угловую скорость привода 6 в зависимости от величины возрастающей силы резания.
При приращении силы резания как следствие имеет место упругое отжа- тие инструмента, регистрируемое датчиком линейных перемещений. Система сработает при выполнении двух
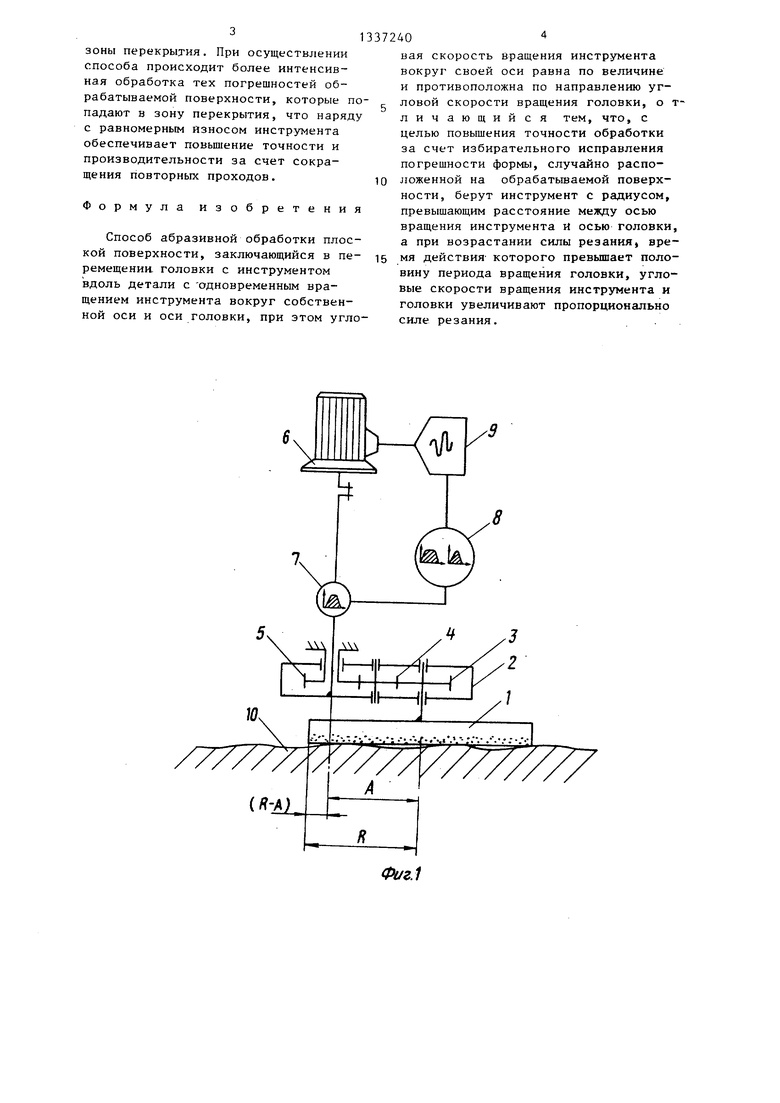
ства для реализации предлагаемого способа; на фиг, 2 - зона перекрытия при перемещении головки с инструментом; на фиг. 3 - график действия сил резания при попадании отдельной погрешности в зону перекрытия; на фиг. 4 - то же, вне зоны перекрытия.
Инструмент 1, радиус которого превышает расстояние между осями вращения головки и инструмента на величину, определяемую порогами чувствительности датчика 7, закреплен жестко на шпинделе, который может вращаться в корпусе 2. Зубчатое колесо 3, установленное на шпинделе, взаимодействует через шестерню- сателлит 4 с неподвижным солнечным колесом 5. Коппус 2 может вращаться при повороте вала привода 6, на ко-, тором установлен датчик 7 линейных перемещений, электрически связанньй со счетчиком 8 времени, блоком 9 управления и прив одом 6. При вращении шлифовальной головки осуществляется абразивная обработка плоской поверхности 10.
Способ осуществляют следующим образом.
При включении привода 6 начинают вращаться приводной вал и корпус 2, несущий инструмент 1, на шпинделе которого размещена шестерня 3, через сателлит 4 обкатывающаяся по неподвижному солнечному колесу 5. При подаче вращающейся головки вдоль обрабатываемой поверхности 10 абразивный инструмент 1 захватывает зону обработки шириной 2(R + А), на которой можно выделить зону перекрытия 2(R - А). В случае, если в зону перекрытия попадает отдельная погреш кость формы поверхности, что сопровождается возрастанием силы резания, которое по времени составляет не менее половины периода оборота го- ловки сигнал, непрерывно подаваемый датчиком 7 линейных перемещений.на счетчик 8 времени, пропускается последним на блок 9 управления, регу
ствия упругого отжатия равно или превышает период одного планетарного оборота, во-вторьк, когда величина упругого отжатия находится в пределах между нижним и верхним порогами чувствительности датчика. Таким образом величина, на которую радиус R инструмента должен превышать расстояние А между осями вращательного и планетарного движения, определяется нижним , и верхним Г. порогами чувствительности датчика, т.е.
5
где Р
,„ 6 Р1Г(К - А)
-9
ITRZ
F
маис
(1)
0
давление, приходящееся на единицу площади инструмента;
Q - усилие прижима инструмента к детали. Из выражения (1) следует, что величина превьш1ения находится в диапазоне
5 R
(R - А)
(2)
0
- - Ч Q
И обеспечит работоспособность системы обратной связи.
В случае, если отдельная погрешность поверхности, попадая в зону обработки, тем не менее не попадает в зону перекрытия, время действия возникающей силы резания будет меньше половины периода оборота головки 5 и сигнал от датчика 7 не будет пропущен счетчиком 8 времени на блок 9 управления и, таким образом, угловая скорость вращения привода 6 увеличиваться не будет. Рассматривая работу головки, необходимо определить пределы изменения подачи последней вдоль обрабатываемой поверхности из условия, что за тот промежуток времени, пока монотонно увеличивается угловая скорость вращения головки пропорционально возросшей силе резания, погрешность формы, подвергающаяся в этот момент избирательному исправлению, не вышла бы за пределы
0
5
1
зоны перекрытия. При осуществлении способа происходит более интенсивная обработка тех погрешностей обрабатываемой поверхности, которые по падают в зону перекрытия, что наряду с равномерным износом инструмента обеспечивает повьшгение точности и производительности за счет сокращения повторных проходов.
Формула изобретения
Способ абразивной обработки плоской поверхности, заключающийся в перемещения головки с инструментом вдоль детали с одновременным вращением инструмента вокруг собственной оси и оси головки, при этом угло37240
вая скорость вращения инструмента вокруг своей оси равна по величине и противоположна по направлению уг(- ловой скорости вращения головки, о т- личающий ся тем, что, с целью повышения точности обработки за счет избирательного исправления погрешности формы, случайно распо- 10 ложенной на обрабатьшаемой поверхности, берут инструмент с радиусом, превышающим расстояние между осью вращения инструмента И осью головки, а при возрастании силы резания вре- 15 мя действия- которого превышает половину периода вращения головки, угловые скорости вращения инструмента и головки увеличивают пропорционально силе резания.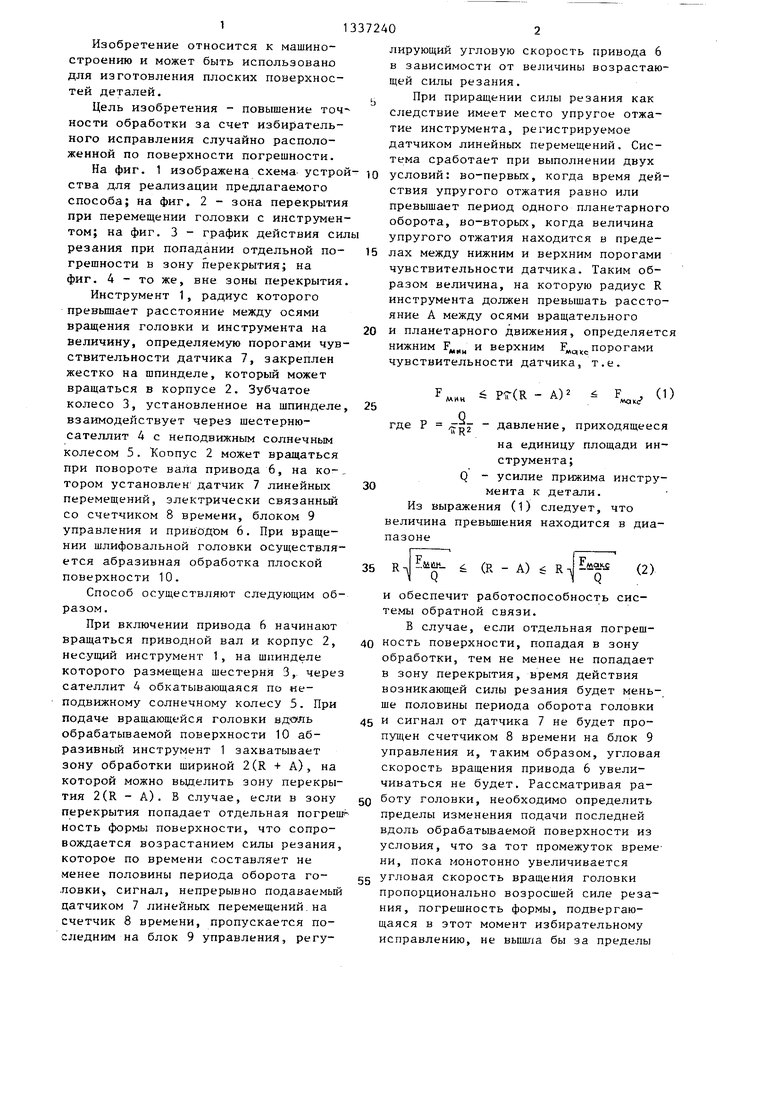
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИПЛАНЕТАРНАЯ МАШИНА ДЛЯ ШЛИФОВКИ, ЛОЩЕНИЯ И ПОЛИРОВКИ ПОЛОВ | 2004 |
|
RU2268132C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| Доводочная головка | 1989 |
|
SU1696282A1 |
| УСКОРИТЕЛЬНАЯ ГОЛОВКА | 2000 |
|
RU2185936C2 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 1992 |
|
RU2080238C1 |
| Способ шлифования сферических поверхностей | 1980 |
|
SU942953A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
Изобретение относится к машиностроению, преимущественно к отделочной обработке. Цель - повышение точности обработки за счет избирательного исправления погрешности обрабатываемой поверхности, которая достигается подачей вдоль обрабатываемой поверхности инструмента при его вращательном и планетарном движении с угловыми скоростями, равными по величине и противоположными по направлению,, причем используют инструмент, радиус которого превьщ1ает расстояние между осями вращательного и планетарного движений, а угловые скорости вращения инструмента и его планетарного движения увеличивают пропорционально величине возрастающей силы резания, время действия которого превьш1ает половину периода планетар - . ного движения инструмента. 4 ил. с (Л
Фиг.2.
Я кг
Р,иг
Фи.3
Редактор Э. Слиган
Составитель Е, Щеславская
Техред М.Диды} Корректор А. Обручар
Заказ 4083/15 Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.
| Способ абразивной обработки плоских поверхностей и планетарная головка для его осуществления | 1985 |
|
SU1306694A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
