Изобретение относится к черной и цветной мет.аллургйи и может быть использовано при производстве окатьшей из тонкоизмельченных материалов.
Целью изобретения является снижение: расхода топлива и повышение производительности процесса за счет сокращения времени сушки окатьшей,
Способ осуществляют следующим образом.
Комкующиеся окатыши находятся под воздействием всесторонних объемно приложенных усилий рабочей среды, в которой происходит окомкование. Это осуществляется за счет увеличения избыточного-давления рабочей среды 6 процессе окомкования. Если рабочей средой, создающей давление, являются сухце газы, например воздух, азот, кислород, и т.д., подаваемые под давлением в герметически закрытую рабо- чую зону окомкования, то увлажнение шихты осуществляется подачей воды под давлением по отдельному тракту.
Газ, рабочая среда, поданный под давлением, позволяет изменит-ь соотношение поверхностной и внутренней влаги окатьш1ей в сторону увеличения поверхностной. Внутренняя влага, на- ходящаяся в капиллярах окатыпга ,перемещается .к поверхности окатьшей за счет разности парциальнкк давлений между влагой внутри образующихся окатышей и влагой рабочей среды. Малое парциальное давление влаги в рабочей среде обусловлено повышенным давлением. В результате действия указанных факторов поверхность комкующе- гося окатыша всегда переувлажнена, на нее интенсивно накатывается шихта. Как следствие, большее количество шихты по cpaвнe пiю с известным способом участвует в процессе, окомкования, поэтому образуется большое число зародышей, что Ускоряет процесс грануляции.
После завершения процесса окомко.вания под давлением окатьш1и попадают ,-„ влажность шихты и окатышей до 15%, в атмосферу цеха с нулевым избыточ- что экономически не выгодно, так как ным давлением. Здесь происходит исте- приводит к увелр1чению затрат тепла
чение газа из пор окатыша с высокой скоростью, обеспечивая одновременно с истечением удаление части влаги путем бародиффузии из пористого пространства окатьшха в окружающую атмосферу. Этим объясняется тот факт,что окатьшги, полученные по предлагаемому
5
0
способу, имеют влажность меньшую, чем по известному способу.
Давление рабочей среды в окомко- вателе, равное 0,45-1,1 МПа, обеспечивает оптимальное влагораспределе- ние,по сечению окатыша в процессе окомкования и эффективное гидродинамическое влагоудааение в процессе выдачи окатьшгей из окомкователя без разрушения готовых окатьш1ей, В результате обеспечивается высокий выход годного, ускоряется окомкование, а готовые окатыши имеют более низкое влагосодержание.
Снижение давления рабочей среды менее 0,45 МПа снижает выход годного, замедляет процесс окомкования, а величины влажности окатышей, полученных по предлагаемому и известному способам близки.
Это связано с тем, что ухудшается капш глярная пропитка окатышей влагой, а снижение градиента давления между 5 рабочей средой и окружающим воздухом на выходе окатышей из окомкователя не обеспечивает гидродинамического удаления влаги при истечении газа из пор окатьш1а. В результате этого невозможно повысить производительность обжиговой машины и добиться экономии топлива.
Поввышение давления вьшие 1,, 1 МПа в рабочем пространстве окомкователя приводит к уменьшению выхода годного, так как высохое давление и последующее ег0 снижение в порах окатьшей в момент разгрузки окатышей из окомкователя приводят к интенсивному переносу влаги из глубины окатьш1ей на их поверхность, при этом прочность окатышей и их качество снижаются, а в процессе резкого расширения газа рабочей среды из-за большого градиента g давлений между рабочей средой-и атмосферой цеха в ходе выдачи окатьш1ей из окомкователя часть окатьшей разрушается. Для уменьшения разупрочня- -ющего явления необходимо повьшгать
0
5
0
на испарение избыточной влаги при сушке и снижает производительность обжиговой машины.
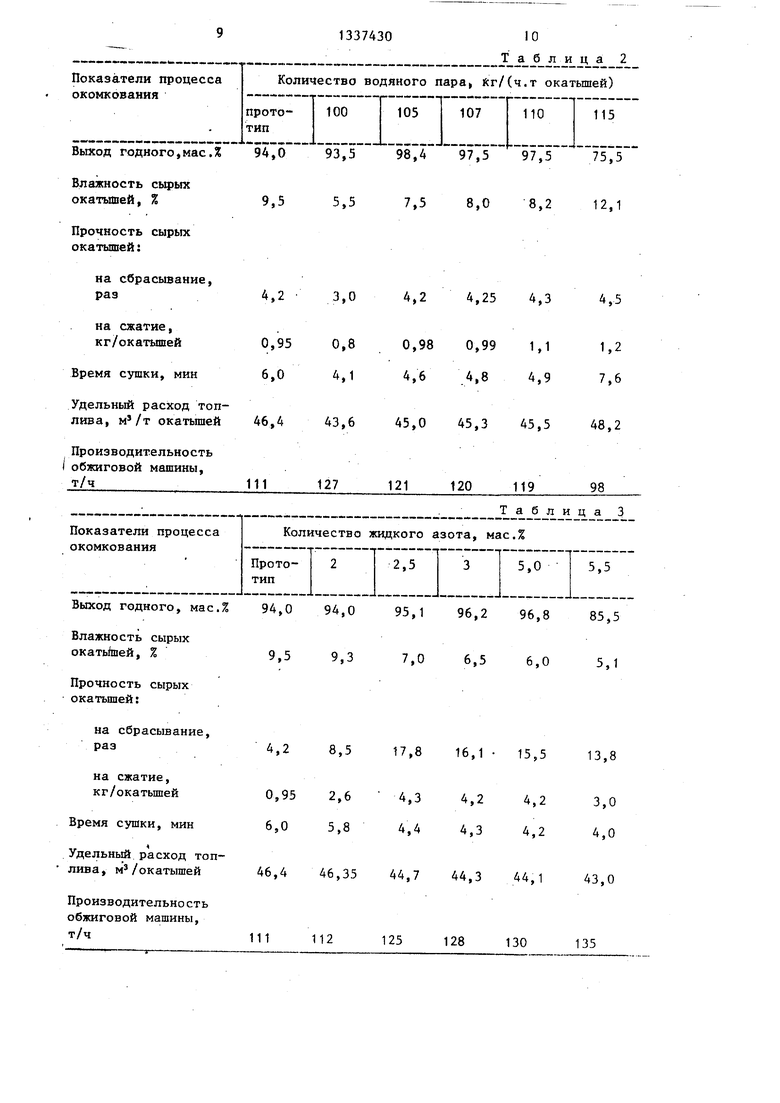
Использование в качестве рабочей среды в зоне окомкования водяного пара в количестве 105-110 кг/(ч.т окатьшей) обеспечивает совмещение опера
3
ЦИЙ увлажнения и окомкования. Водяной пар создает давление и одновременно с этим увлажняет шихту. При вступлении пара в контакт с поверхностью шихты он эффективно увлажняет шихту, образуя при конденсации н ее поверхности тонкую ппенку влаги. Образующийся конденсат при избыточном давлении 0,35-1,0 МПа имеет температуру 140-180°С, что приводит к улучшению смачиваемости частиц ком- кующегося материала, усилению капиллярной пропитки пористого окатыша и повышению эффективности окомкования. Создание избыточного давления рабочей среды в зоне окомкования водяным паром позволяет повысить начальную энтальпию готовьк окатьшзей. (температура сырых окатьшей достигает 40 с), что снижает расход топлива на сушку окатышей и упрощает конст-. рукцию окомкователя за счет совмещения операций увлажнения и окомкования. Кроме того, появляется возможность окомкования сыпучих материалов в неотапливаемых помещениях в холодное время года.
При подаче пара в количестве 105- 110 кг/(ч.т окатышей), обеспечивается высокий выход годного и значитель ное влагоудаление при вьщаче окатышей из окомкователя за счет бародиф- фузии.
При подаче меньшего количества пара (менее 105 кг/(ч.т окатышей) не обеспечивается оптимальное увеличение шихты, низок выход годного,, окатьшш получаются низкого качества (влажность окатьш1ей менее 5%). Это объясняется тем, что сконденсированной влаги из пара не хватает для стабильного окомкования шихты. Б результате ухудшается капиллярная пропитка комкующегося материала.
При подаче пара более ПО кг/(ч. т окатьш ей) готовые окатьшга переувлаж- няются (влажность более 12%), что увеличивает затраты тепла на-испарение влаги и снижает производительность обжиговой машины при сушке.
Использование в качестве рабочей среды в зоне окомкования паров лег- , коиспаряющихся жидкостей, например жидкого азота, подаваемого в.оком- кователь, позволяет использовать таю же эти жидкости в качестве связующего. Подача в рабочую зону окомкователя жидкого азота приводит к тому,
fO.
J5
20
25
30
что окомкование наряду с перекатыванием осуществляется за счет примерзания влажной и теплой шихты к . зародышу, который имеет температуру (60)-(-80)°С. После окомкования смерзшийся окатьш обладает повышенной прочностью на сжатие и в момент подачи его на обжиговую машину он имеет сравнительную низкую влаж- . ность, так как жидкий азот на пути от окомкователя до обжиговой машины испаряется.
В качестве легкоиспаряющихся жидкостей используют вещества, которые при нормальных условиях переходят в газообразное состояние, например диоксид углерода (), сжиженные углеводородные газы: метан, этан,
пропан (-40)-(-60)с, жидкий воздух
о,
(147°С), жидкий кислород (-183°С), жидкий азот (),
При подаче жидкого азота в количестве 2,5-5,0% от массы шихты в окомкователе создается давление 0,45- 1,10 МПа, при этих условиях образуются окатьш1И высокой прочности, значительной большей, чем по известному способу, обеспечивается повышенный выход годного и окатышей кондиционных фракций.
Влажность сьфых окатьшдей имеет пониженное значение, так как после вьщач.и окатышей из окомкователя жидкий азот интенсивно испаряется, а влажность окатьш1ей представлена влажностью исходной шихты, подаваемой на окомкователь.
Снижение расхода жидкого азота менее 2,5% приводит к снижению выхода годного и качества окатышей, уменьшается давление в рабочем про- .странстве окомкователя.
С увеличением расхода жидкого азота свьш1е 5,0% происходит размыва- 45 ние зародышей избыточной жидкостью,
ухудшается процесс окомкования. Кро- ме того,развивается Давление в рабочем пространстве окомкователя более оптимального (более 1,1 МПа).
Пример. Сухую шихту увлажняют до 10,5%, тщательно перемешивали и помещали в окомкователь. После этого с помощью крышки герметизировали рабочее пространство гранулятора. Затем через нагнетающий клапан подавали газ (кислород) под давлением и проводили процесс окомкования влажной шихты под избыточным давлением
35
40
50
5
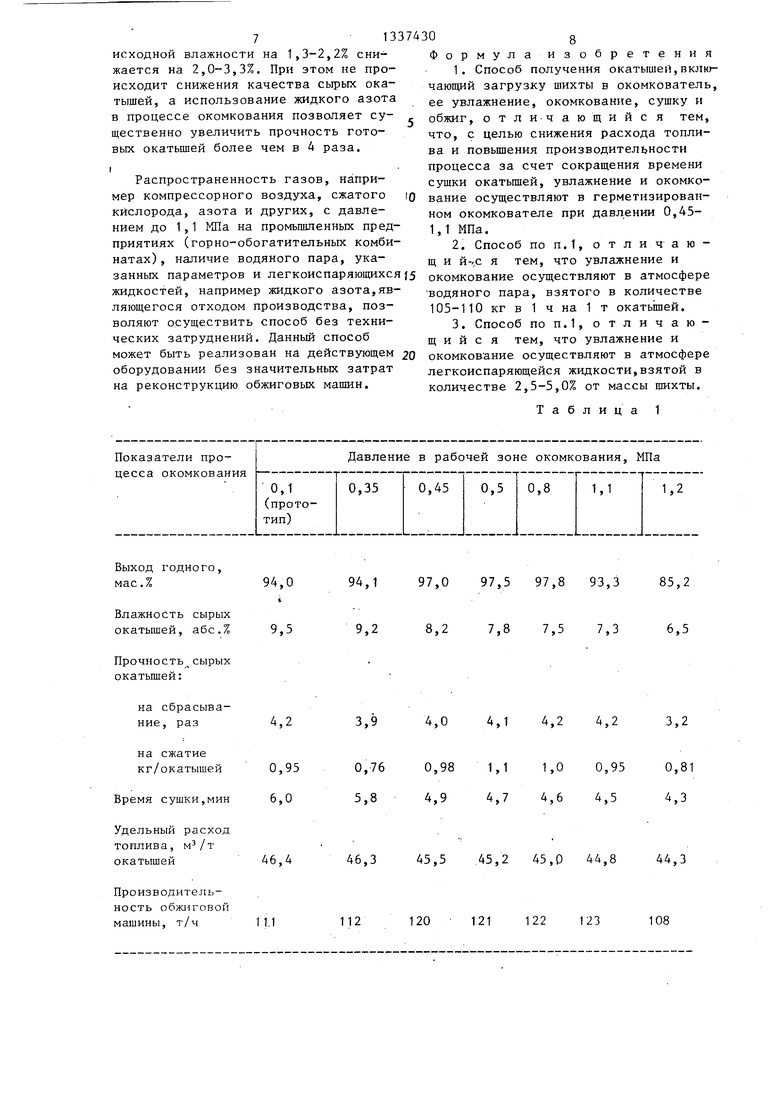
в течение 10 мин. После окомкования через стравливающий клапан снижали давление до атмосферного и выгружали готовые окатьппи для анализа качества окомкования. Опыты повторяли для аналогичной массы садки шихты (0,5 кг), , но варьировали величину избыточного давления в рабочей зоне окомкователя. .После окомкования определяли вы- -|Q (97,5-98,4%) с общей влажностью посход годного по суммарному содержанию окатышей класса + 5 мм, проводили рассев окатышей по фракдиям, измеряли влажность готовых окатышей, их прочность на сбрасывание и сжатие. В качестве сравнения использовали данные процесса окомкования при атмосферном давлении (способ-прототип) В табл. 1 оптимизированы параметры способа получения окатышей по величине давления в рабочем пространстве окомкователя 0,45-1,1 МПа. В этом интервале давлений, достигается повышенный выход годного (97,0 - 98,8)%. Это связано с тем, что происходит оптимальное влагораспределе- ние по сечению окатьш;а, вызванное усилением капиллярной пропитки влагой поверхности окатыша. Вследствие этого происходит более эффективное окомкование, налипание шихты на влажную поверхность зародыша и, как следствие, при этих давлениях ускоряется образование окатьщ1ей кондиционных фракций. В процессе вьщачи окатышей из окомкователя происходит интенсивное истечение газа из пористого пространства окатышей вместе с влагой, содержащейся в них. Поэтому окатьши имеют более низкую общую влажность (7,3-8,2)% по сравнению с прототипом (9,5%). Наряду с этим происходит некоторое поверхностное уплотнение окатьш1ей, поэтому снижения их прочности экспериментально зафиксировано не было. Окатьш1и, получен- ные по предлагаемому способу в интервале давления 0,45-1,1 МПа, позволяет сократить время сушки их на обжиговой машине в 1,3 раза. В ре- . зультате производительность агрегата повышается на 7-11%, а расход топлив снижается на 2-3,3%.
В табл. 2 и 3 оптимизированы параметры по величине водяного пара и количеству окидкого азота, подаваемых на окомкование и создающих избыточное давление. Эти параметры получены с позицией создания давления в окомкователе в пределах 0,45-1,1 01а для обеспечения влажности ижхты в интервале 10,5-11,0% (абс.)и для получения высоких технико-экономических показателей процесса окомкования.
Использование водяного пара в количестве 105-110 кг/(ч.т окатышей) обесйечивает высокий выход годного
(97,5-98,4%) с общей влажностью пос
ле окомкования (7.,5-8,2%), а это при последующем переделе на обжиговой машине увеличивает на 7-10% производительность обжигового агрегата и снижае.т расход топлива на 2-3%,
Если подача водяного пара менее 105 кг/(ч.т окатьилей) , то нарушается ,процесс окомкования по величине давления и исходной влажности шихты. Это приводит к тому, что снижается выход годного примерно до значения прототипа и резко падает прочность готовых окатышей. Для устранения этого недостатка следует увеличивать подачу водяного пара до оптимального предела.
Увеличение подачи водяного пара заданных параметров свыше 110 кг/ /(ч.т окатышей) переувлажняет шихту (более 12% влаги), что нарушает процесс окомкования, так как влага начинает размывать зародыши. Происходит снижение выхода годного и кондиционных фракций окатышей, а готовые окатыши содержат избыточное количество влаги, каждый процент которой снижает производительность обжиговой машины на 5% и повышает расход топлива на 1,5%.
Количество жидкого азота, подаваемое в окомкователь, в пределах 2,5-5% от массы шихты (см. табл.3) обеспечивает выход годного в пределах 95,1-96,8 мае.%. Влажность окатышей после окомкователя составляет 6-7%, что повышает производительность обжиговой машины на 7,5-13% и экономит 3,7% топлива. При этом в среднем более чем в 4 раза увеличивается прочность сырых окатьш1ей благодаря эффекту намерзайия частиц шихты па зародьшш в процессе окомкования.
Время сушки окатышей, полученных согласно изобретению, снижается в 1,3 раза. В результате производитель-. ность обжиговой машины возрастает на 7-11%, а расход топЛива (природного газа) на сушку в связи с уменьшением
исходной влажности на 1,3-2,2% снижается на 2,0-3,3%. При этом не происходит снижения качества сырых окатышей, а использование жидкого азота в процессе окомкования позволяет существенно увеличить прочность готовых окатышей более чем в 4 раза.
I
Распространенность газов, например компрессорного воздуха, сжатого кислорода, азота и других, с давлением до 1,1 КПа на промышленных предприятиях (горно-обогатительных комбинатах) , наличие водяного пара, указанных параметров и легкоиспаряющихся жидкостей, например жидкого азота,являющегося отходом производства, позволяют осуществить способ без технических затруднений. Данный способ может быть реализован на действующем оборудовании без значительных затрат на реконструкцию обжиговых машин.
Выход годного,
мас,%94,0
t
Влажность сырых окатышей, абс.% 9,5
Прочность сырых окатьш1ей:
на сбрасывание, раз 4,2
на сжатие кг/окатышей 0,95
Время сушки,мин 6,0
Удельный расход
топлива,
окатышей46,4
Производительность обжнговой машины, т/ч 1 1.1
94,1 97,0 97,5 97,8 93,3 85,2
9,2
3,9
112
8,2 7,8 7,5 7,3
4,0 4,1 4,2 4,2
120
121 122 123
6,5
3,2
0,76 0,98 1,1 1,0 0,95 0,81 5,8 4,9 4,7 4,6 4,5 4,3
46,3 45,5 45,2 45,0 44,8 44,3
108
Формулаизобретения
1.Способ получения окатышей,вклнг чающий загрузку шихты в окомкователь ее увлажнение, окомкование, сушку и обжиг, отличаю щийс я тем, что, с целью снижения расхода топлива и повьш1ения производительности процесса за счет сокращения времени сушки окатьш1ей, увлажнение и окомкование осуществляют в герметизированном окомкователе при давлении 0,45- 1,1 МПа.
2.Способ ПОП.1, отличаю- щ и й- ,с я тем, что увлажнение и окомкование осуществляют в атмосфере водяного пара, взятого в количестве
105-110 кг в 1 ч на 1 т окатьш1ей.
3.Способ ПОП.1, отличающийся тем, что увлажнение и окомкование осуществляют в атмосфере легкоиспаряющейся жидкости,взятой в количестве 2,5-5,0% от массы шихты.
Таблица 1
94,1 97,0 97,5 97,8 93,3 85,2
9,2
8,2 7,8 7,5 7,3
6,5
3,9
4,0 4,1 4,2 4,2
3,2
120
121 122 123
108
Выход годного,мае.% 94,0 93,5 98,4 97,5 97,5 75,5
Влажность сырых окатыаей, %
Прочность сырых окатышей:
на сбрасывание, раз
на сжатие, кг/окатышей
Время сушки, мин
Удельный расход топлива, м /т окатышей
Производительность i обжиговой машины, т/ч
9,55,57,58,08,212,1
4,23,0 4,24,254,34,5
0,950,8 0,980,991,11,2
6,04,1 4,64,84,97,6
46,443,645,045,345,548,2
111
127
121120119
98
Выход годного, мас.% 94,0 94,095,1 96,2 96,885,5
Влажность сырых окатьйпей, %
Прочность сырых окатьшхей:
на сбрасывание, раз
на сжатие, кг/окатьшей
Время сушки, мин
Удельный расход топ- лива, м /окатышей
Производительно сть обжиговой машины, т/ч
9,5 9,3 7,0 6,5 6,0 5,1
,2 8,5 17,8 16,1 15,5 13,8
0,95 2,6 6,0 5,8
4.34,2 4,2 3,0
4.44,3 4,2 4,0
46,4 46,35 44,7 44,3 44,1 43,0
111 112
125 128
130
135
121120119
98
Таблица 3
4.34,2 4,2 3,0
4.44,3 4,2 4,0
125 128
130
135
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения окатышей | 1988 |
|
SU1520121A1 |
| Способ подготовки шихты к спеканию | 1985 |
|
SU1361189A1 |
| Способ получения окатышей | 1987 |
|
SU1452854A1 |
| Способ получения окатышей | 1987 |
|
SU1504272A1 |
| Способ получения железорудных окатышей | 1986 |
|
SU1397519A1 |
| Способ производства окускованного материала | 1981 |
|
SU1081223A1 |
| Способ окомкования сыпучих материалов и устройство для его осуществления | 1984 |
|
SU1171546A1 |
| Способ подготовки шихты для производства офлюсованных железорудных окатышей | 1988 |
|
SU1525221A2 |
| Способ получения сырых железорудных окатышей в барабанных окомкователях | 1981 |
|
SU1084320A1 |
| Способ получения окатышей из тонкодисперсной фосфоритовой руды | 1981 |
|
SU985092A1 |
Изобретение относится к области черной и цветной металлургии и может быть использовано при производстве окатьппей из тонкоизмельченных материалов. Целью изобретения является снижение расхода топлива и повышение производительности. Сущность способа заключается в том, что получение сырых окатьшей осуществляют в герметизированном окомкователе под давлени- 1ем 0,45-1,1 МПа. При этом дпя создания давления применяется водяной пар в количестве 105-110 кг/ч на 1 т окатышей или легкоиспаряющаяся жидкость, например жидкий азот, в количестве 2,5-5,0% от массы шихты. Этот прием обеспечивает получение прочных окатышей при меньшем содержании влаги, которая удаляется за счет бародиффу- зии. 2 з.п. ф-лы, 3 табл. i сл с со со 4 СО
| Способ упрочнения гранул | 1979 |
|
SU947205A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Вегман Е.Ф | |||
| Окускование руд и концентратов | |||
| М.: Металлургия,1984, с.236-237. | |||
