1
Изобретение относится к машиностроению, в частности к роботизированным средствам, обеспечивающим автоматический режим работы технологического оборудования, например, в швейном производстве.
Цель изобретения - упрощение конструкции и повышение качества укладки готовых изделий.
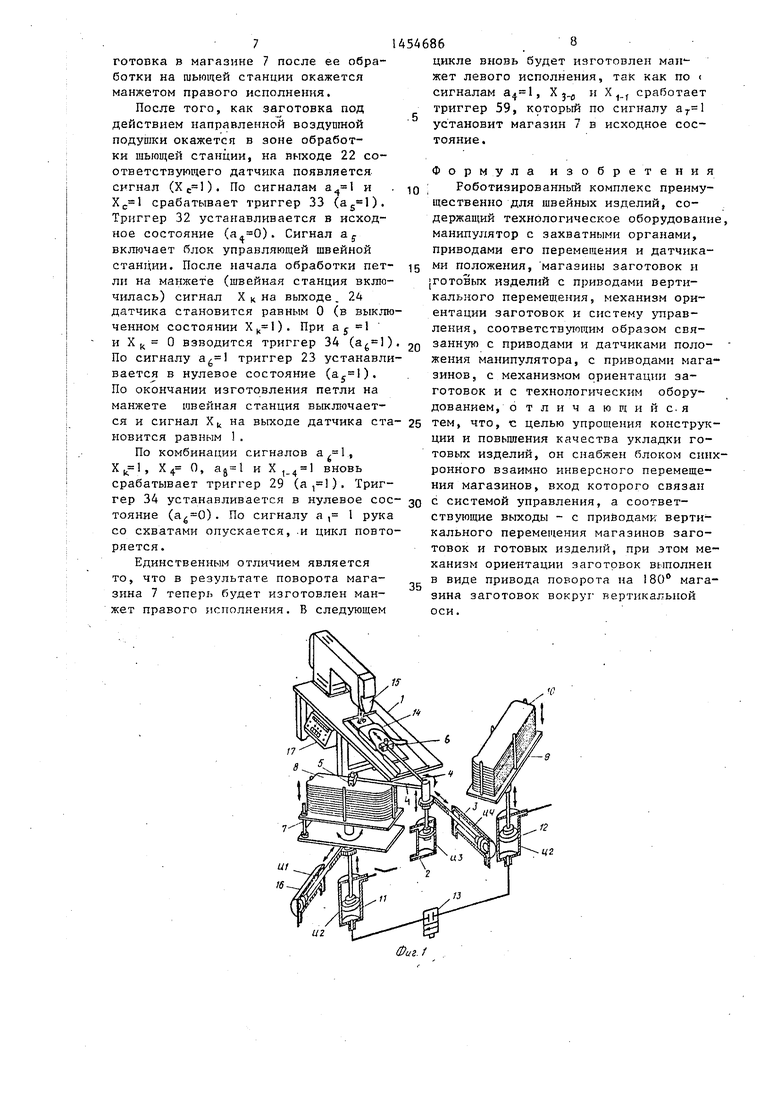
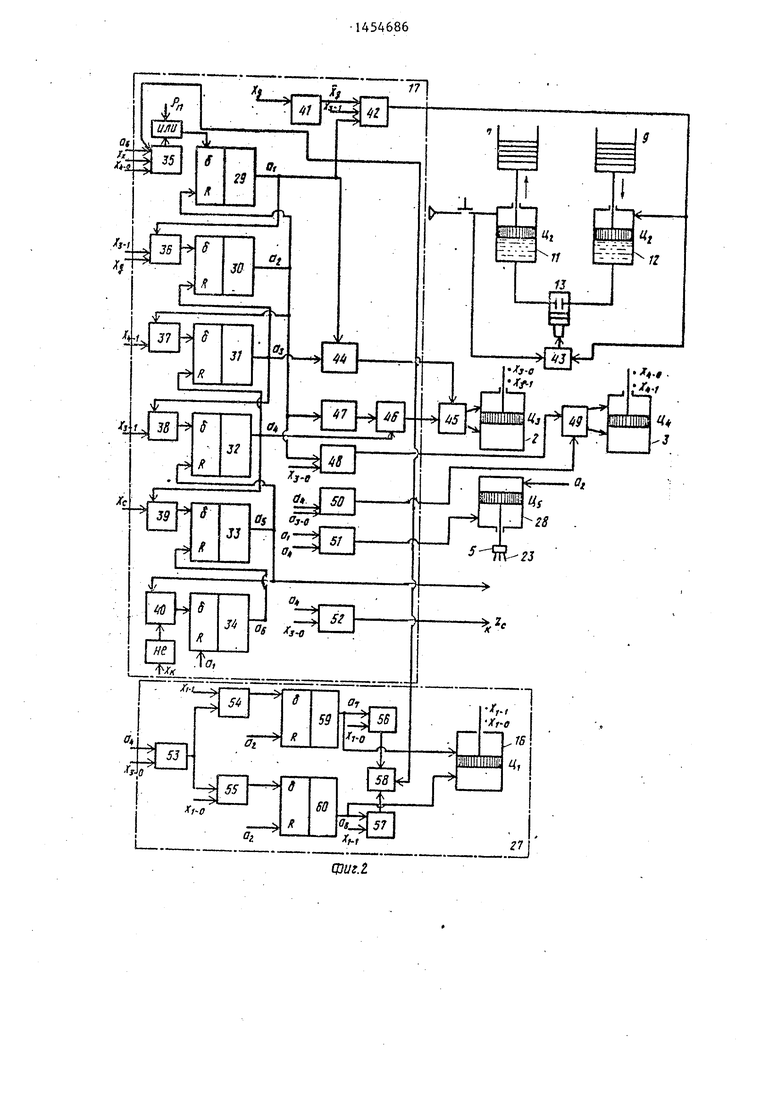
На фиг.1 показана компановка комплекса; на фиг.2 - пример функционального выполнения системы управления комплексом; на фиг.3 - схема внеш- них связей системы управления. .5
Q
.Роботизированный комплекс (РТК) содержит технологическое оборудование (например, швейную станцию) I, манипулятор, выполненный на пневмо- 5 цилиндре 2 вертикального и пневмо- цилиндре 3 поворотного перемещения рук 4, оснащенных схватами 5 и 6, магазин 7 заготовок 8 и магазин 9 готовых изделий (деталей) 10. Возвратно-поступательное движение магазинов 7 и 9 осу1чествляется соответственно пневмоцилпндрами П и 12, нижние полости которых связаны между собой через распределитель 13. 1Чвей11ая
4: СП
4
О
00
at)
314
станция i оснащена механизмом 14 подачи заготовки под шьющую головку 15 Механизм ориентации заготовок выполнен в виде привода поворота магазина 7 заготовок вокруг вертикальной оси на угол tl80°. В состав привода поворота входит пневмоцилиндр 16.
Требуемую последовательность включения исполнительных механизмов РТК осу1чествляет система 17 управления.
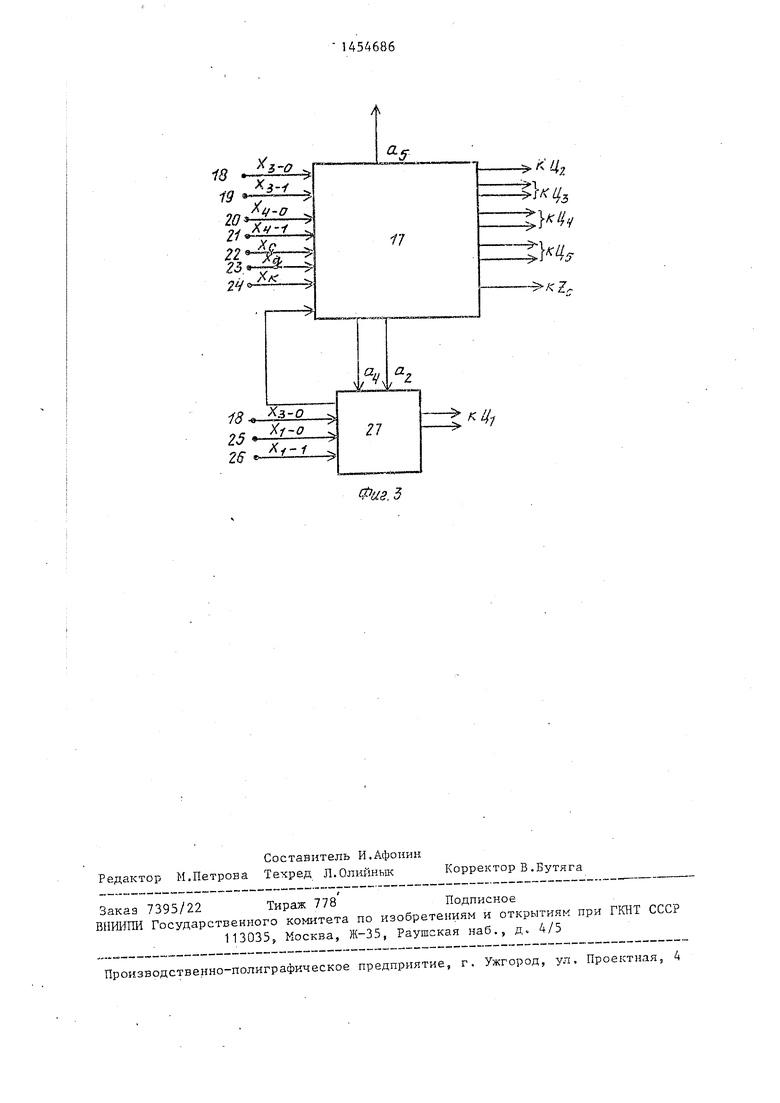
Входы системы 17 связаны с выхо- .дами 18-21 датчиков положений рабочих органов манипулятора (соответ- ств енио пневмоцилиндров 2 и 3) , выходом 22 датчика положения заготовки под шьющей головкой 5, выходом датчика 23 положения верхней заготовки в магазине, установленного в схва те 5, и выходом 24 датчика состояния швейной станции. Выходы 18 датчика положения пневмоцилиндра 2, выходы 25 и 26 датчиков положения штока пневмоцилиндра 16, а также соответствующие выходы системы 17 подключены к соответствующим входам блока 27 упраления пневмоцилиндром 16 (Ц ) . Вы- ходы системы 17 управления также подключены к входам блока управления швейной станцией (не показан),к пневмоцилиндрам 11 и 12 (Ц) 2 ц.
11 и 12 (Ц2), 2 (Из) 3 (144) и пневмоцилиндру 28 управления схватом 5 и к входу механизма 14 (Z P подачи заготовки под шьющую головку.
Схваты 5 и 6 работают синхронно и каждый из них оснащен пневмоцилиндром 28.
Механизм 14 может быть выполнен в виде пневматического устройства, осуществляющего подачу заготовки в зону обработки с помощью воздушной подушки, организованной, например, с помощью сопла.
Система 17 выполнена в виде последовательно включенных триггеров 29 - 34, прямой вход каждого из которых связан с выходом соответствующего элемента И 35, через дополнительный элемент ИЛР1 36 - 40.
Выход датчика 23 (сигнал Ха) через элемент НЕ 41 связан с первым входом элемента И 42, второй вход которого подключен к выходу 19 датчика (сигнал Xj.,) , а третий - к выходу триггера 29, выход элемента И 42 связан с входом элемента ИЛИ 43 подключенного к распределителю 13.
Выходы триггеров 29 и 31 через элемент ИЛИ 44 подключены -к одному входу пневмораспределителя 45 (Pj), другой вход которого соединен с выходом элемента ИЛИ 46. Выход триггера 30 через элемент 47 задержки сое- динен с первым входом элемента ИЛИ 46, второй вход которого связан с выходом триггера 32.
Выходы триггера 30 и 18 датчика (сигнал Xj.j, ) через элемент И 48 подключены к первому входу пневмораспределителя 49 (Р), вторым входом связанного-с выходом элемента И 50, соответствующие входы которого связаны с выходами триггера 32 (а4) и 18 датчика (сигнал Х) . Бес- штоковые полости пневмоцилиндров
28 соединены с выходом триггера 30 (сигнал a-i), а штоковые - с выхо- . . дом элемента ИЛИ 51, входами связанного с выходами триггеров 29 (сигнал а ) и 32 (сигнал а4.). Команда на подачу сжатого воздуха к механизму 14 (Zj.) поступает с выхода элемента И 52, входами связанного с выходами триггера 32 (а) и 18 датчика (Хз.„). . . Блок ,7 управления выполнен на элементах И 53 - 57 и ИЛИ 58, а также триггерах 59 и 60.
Входы элемента И 53 связаны с выходами триггера 32 (а) и 18 датчика (Хз.о),а его выход соединен с первыми входами элементов PI 54 и 55, вторые входы которых подключены к выходам 26 (Х,.) и 25 (Х.р) соответствующих элементов, Выход элемента И 54 соединен с прямым (S) входом триггера 59, а выход элемента И 55 - с прямым (S) входом триггера 60. Сбросовые (R) входы обоих триггеров 59 и 60 связаны с выходом триггера
30 (а) . Выходы триггера 59 (а ) и 25 датчика (Х.,,) через элемент И 56 связаны с первым входом элемента ИЛИ 58. Выходы триггера 60 (аg) и датчика 26 (X,.,) через элемент И 57 соединены с вторым входом элемента ИЛИ 58, выход которого под- кл:очен к прямому входу триггера 29. Выходы триггеров 59 (а) и 60 (а) связаны с соответствующими полостями пневмоцилиндра 16 (II,).
. РТК работает следующим образом.
Например, необходимо провести обработку заготовок-мзнжет, на которых должна быть выполнена петля.
В исходном состоянии шток пневмо- цилиндра 2 находится в верхнем положении (), шток пневмоцилиндра 3 выдвинут (X .(j I), а штоки пневмо- цилиндров 11 и 12 - соответственно в нижнем и верхнем положениях. Шток пневмоцнлиндра 16 может находиться в любом из крайних положений в зависимости от того, какого исполнения (левого или правого) должен быть изготовлен первый манжет. Предполо- Ж1Ш, что первьй манжет должен быть левого исполнения и при этом на выходе 25 датчика - сигнал Xj. 1 .
Поступившая с предыдущей операции пачка заготовок-манжет укладывается оператором с магазин 7. Затем оператор нажимает кнопку Пуск (не показана) и по сигналу 1 срабатьшает триггер 29 ().Сигнал а, через элемент ИЛИ 44 устанавливает пневмораспределитель 45 в положение, при котором сжатый воздух поступает в штоковую полость пневмоцилиндра 2. Срабатывает соответствующий датчик (сигнал X 3.,) По сигналам Х О (выход датчика 23), Xj- 1 и а, 1 через элемент И 42 включается распределитель 13, который соединяет нижние полости цилиндров 11 и 12, и,кроме того, сжатый воздух поступает в штоковую полость цилиндра 12. Магазин 9 деталей начинает опускаться, а магазин 7 заготовок - подниматься. Как только верхняя заготовка окажется в зоне действия датчика 23 (), по сигналам , и 3,1 срабатывает триггер 30 (), который устанавливает в нулевое состояние триггер 29 (а 0) и включает схваты 5 и 6 (сжатый воздух поступает в верхние полости пневмоцилиндров 28). В случае использования схватов 5 и 6 с выдвигающимися иглами при подаче сжатого воздуха в верхние полости пневмоцилиндров 28 иглы схвата 5 захватывают верхнюю заготовку из пачки, а иглы схвата 6 - обработанную деталь со гавейной станции. Спустя время D, определяемое элементом 47 задержки, сигнал а через элемент ИЛИ 46 переключит распределитель 45, который подает сжатый воздух в нижнюю полость пневмоцилиндра 2. Рука 4 поднимается вверх. Срабатывает соответствующий датчик (X.J.O 1). По сигналам а 1 и X з-о
5
0
1 через элемент И 48 срабатывает пневмораспределитель 49, который подает сжатый воздух в штоковую полость пневмоцилиндра 3, и рука 4 со схватами 5 и 6 поворачивается .вправо. Заготовка оказывается над зоной обработки щвейной станции, а обработанная деталь - над магазином 9. По сигналу с выхода 21 датчика (Х,1) и при взводится триггер 31 (). Триггер 30 устанавливается в нулевое состояние (ai О). Сигнал а 3 1 через элемент ИЛИ 44 устанавливает пневмораспределитель 45 в состояние, при котором сжатый воздух подводится в штоковую полость пневмоцилиндра 2. Рука 4 опускается. Срабатывает соответствующий датчик (Xj., 1). По комбинации сигна5
0
5
лов X и а, 1 включается триггер 32 (). Триггер 31 устанавливается в исходное состояние (). По сигналу а через элемент . ИЛИ 51 сжатый воздух подводится в штоковые полости пневмоцилиндров 28, управляющих схватами 5 и 6. Схват 5 отпускает заготовку в зону обработки швейной станции, а, схват 6 отпускает деталь,. И она оказывается в магазине 9. Кроме того, сигнал через элемент ИЛИ 46 переключает пневмораспределитель 45, сжатый воздух подводится к бесштоковой полости пневмоцилиндра 2. Рука со схватами 5 и 6 поднимается. В верхнем положении руки появляется сигнал на выходе 18 датчика (Х,). По логическому произведению сигналов а и Х,д/1/(И 52) включается сопло механизма 14 подачи заготовки под шьющую головку швейной станции.
При а и на выходе элемента И 50 присутствует единичный сиг- 5 нал. Пневмораспределитель 49 устанавливается в положение, при котором сжатый воздух подводится в бесштоко- вую полость Пневмоцилиндра 3. Рука 4 со схватами 5 и 6 проворачивается влево. На выходе 20 датчика появляет ся сигнал ().
Одновременно комбинации сигналов ,Хл,. ,Х 1 срабатывает триггер 60 ().no сигналу сжатый воздух поступает в бесштоковую полость пневмоцилиндра 16 и магазин 7 заготовок поворачивается на 180 . На выходе 26 датчика появляется сигнал X ., 1. После поворота первая за0
0
5
цг
8
Хд-,
19
20 Zi
ХЗ-У
IJ-O
Xv-y
22 7,
3
24
XK
5
К U,
t}Kii,
17
:}
.

| название | год | авторы | номер документа |
|---|---|---|---|
| Швейный роботизированный комплекс | 1986 |
|
SU1404329A1 |
| Устройство для отделения листа от стопы и подачи его в зону обработки | 1985 |
|
SU1338940A1 |
| Автоматизированный комплекс для листовой штамповки заготовок с внутренним асимметричным контуром | 1984 |
|
SU1253699A1 |
| Устройство для отделения заготовок от стопы | 1986 |
|
SU1360862A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Устройство для отделения плоских воздухопроницаемых деталей от пачки | 1988 |
|
SU1509322A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
Изобретение относится к машиностроению, в частности к роботизированным средствам, обеспечивающим автоматический режим работы различного технологического оборудования, например, швейной станции. Цель изобретения - упрощение конструкции и повышение качества укладки готовых изделий. Устройство содержит технологическое оборудование,, манипулятор для перегрузки изделий, магазины заготовок и готовых изделий, систему управления, блоки сичхронного взаимно конверсионного перемещения магазинов, вход которого связан с системой управления, а выходы - с приводами вертикального перемещения магазинов заготовок и готовых изделий. Кроме того, устройство содержит механизм ориентации заготовок, выполненный в виде привода поворота на 180 магазина заготовок. С помощью захватных органов манипулятора осуществляется одновременная подача заготовок в швейную станцию и готовых изделий - в магазин. Во время обработки заготовки в швейной .стандии осуществляется поворот магазина заготовок и их переориентация на 180 . 3 ил. § СЛ
Хз-О
//Xv-f
Z7
4/
Фиг. 5
| Авторское свидетельство СССР | |||
| Робот к листоштамповочному прессу | 1983 |
|
SU1098624A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
