Изобретение относится к литейному производству и может быть использовано в конструкциях поддонов и опок, применяемых для изготовлении форм с использованием вакуума.
Цель изобретения - повышение надежности герметизации формы.
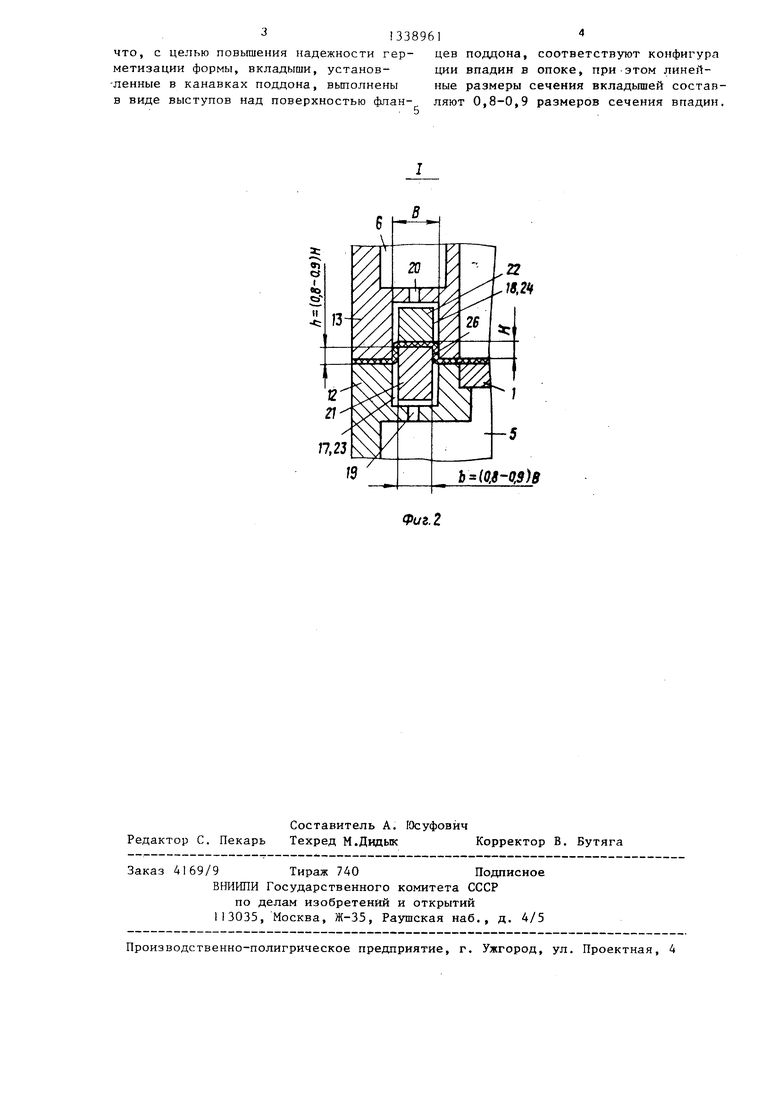
На фиг. 1 представлена модельно- опочная оснастка, общий вид; на фиг. 2 - узел 1 на фиг. 1.
Оснастка содержит модельную плиту 1 с моделью 2, размещенную на поддоне 3, и опоку 4. Поддон 3 и опока 4 снабжены отсасывающими полостями 5 и 6, соединенными патрубками 7 и 8 с источником вакуума (не показан). В плите 1, модели 2, стенке 9 опоки 4 вьшолнены вентиляционные отверстия 10 и 11. Во фланце 12 поддона 3 и фланцах 13 и 14 опоки 4 (опока може иметь и один фланец 13) со стороны синтетических пленок 15 и 16 выполнены канавки 17 и 18, соединенные с полостями 5 и 6 отверстиями 19 и 20. В канавках размещены вкладыши 21 и 22, установленные с зазорами 23 и 24 относительно стенок канавок. Вкладыши 22 опоки 4 вместе с боковыми стенками канавок 18 образуют на флан цах 13 и 14 опоки, впадину 25. Облицованная пленкой 15 поверхность вкладышей 21 поддона 3 вьтолнена в виде выступа 26. Выступ 26 обращен в сторону впадины 25 (и вкладьш1ей 22) и выполнен по конфигурации контрвпадины. Линейные размеры сечения выступа 26 (h и Ь) составляют 0,8-0,9 размеров (Н и В) сечения впадины 25
(фиг. 2). При таком соотношении между 40 расход формовочного материала и син- впадиной 25 и выступом 26 образуется . тетической пленки и уменьшает брак пространство, достаточное ,цля пленки литья по вине оснастки за счет исклю- 15. Опока 4 также имеет полость, за- чения опасности разгерметизации формы, полненную формовочным материалом 27.
Оснастка работает следующим образом.
На поддон 3 устанавливается модельная плита 1 с моделью 2 и полость 5 поддона через патрубок 7 подкгтча- ется к источнику вакуума. На фланец 12 поддона и модельную плиту с моделью накладывается предварительно нагретая пленка 15, Под пленкой создается разрежение (через отверстия 10) и 9 и под действием атмосферного давления пленка, растягиваясь, плотно обжимает модель 2, плиту 1 и выступ 26. На поддон 3 и модельную плиту I устанавливается опока 4 (впади50
45 Формул а изобретения
Модельно-опочная оснастка, содержащая модельную плиту, поддон и опоку, снабженные отсасьтаюш 1ми полостями, канавки, выполненные во фланцах поддона и опоки со стороны синтетической пленки, соединенные с полостями.посредством отверстий и облицованные синтетической пленкой вкладыши, установленные в канавках с зазорами относительно их стенок, при этом вкладьшти опоки вместе с боковыми стенками канавки образуют на фланце опоки впадину, отличаю 01 аяся тем.
55
0
5
30
ной 25 на выступ 26) и заполняется формовочным материалом 27, после чего на фланец 14 опоки накладывается предварительно нагретая пленка 16.
Полость 5 поддона отключается от источника вакуума и начинает ваку- умироваться полость 6 опоки, в результате через отверстия 11 и 20 ва- куумируются формовочный материал 27 и впадины 25 фланцев 13 и 14. Под действием атмосферного давления пленки 15 и 16 плотно прижимаются к формовочному материалу (уплотнение формы) и к фланцам 13 и 14, при этом пленка 16 втягивается во впадину 25 фланца 14. Пленка 15 в этот момент с выступа 26 переходит на впадину 25 (выступ препятствует сжатию остьшшей пленки под действием остаточных напряжений и пленка принудительно сохраняет конфигурацию выступа и, соответственно, впадины). Готовая полуформа снимается с поддона 3, плиты 1 и выступа 26. При этом пленка 15 остается во впадине 25, плотно прижатая к ней атмосферным давлением, надежно герметизируя полученную форму.
Таким образом, выполнение части вкладыша поддона в виде выступа, имеющего конфигурацию контрвпадины, обеспечивает плотный прижим пленки к впадине и, соответственно, к фланцу Tg (ладу) опоки, что исключает разгер метизацию формы при съеме опоки с поддона и сборке формы. В результате повышается надежность оснастки. Применение изобретения снижает
0
25
45 Формул а изобретения
0
Модельно-опочная оснастка, содержащая модельную плиту, поддон и опоку, снабженные отсасьтаюш 1ми полостями, канавки, выполненные во фланцах поддона и опоки со стороны синтетической пленки, соединенные с полостями.посредством отверстий и облицованные синтетической пленкой вкладыши, установленные в канавках с зазорами относительно их стенок, при этом вкладьшти опоки вместе с боковыми стенками канавки образуют на фланце опоки впадину, отличаю 01 аяся тем.
5
что, с целью повьгшения надежности герметизации формы, вкладыши, установ- -ленные в канавках поддона, выполнены в виде выступов над поверхностью фланцев поддона, соответствуют конфигура ции впадин в опоке, при этом линейные размеры сечения вкладьшей составляют 0,8-0,9 размеров сечения впадин.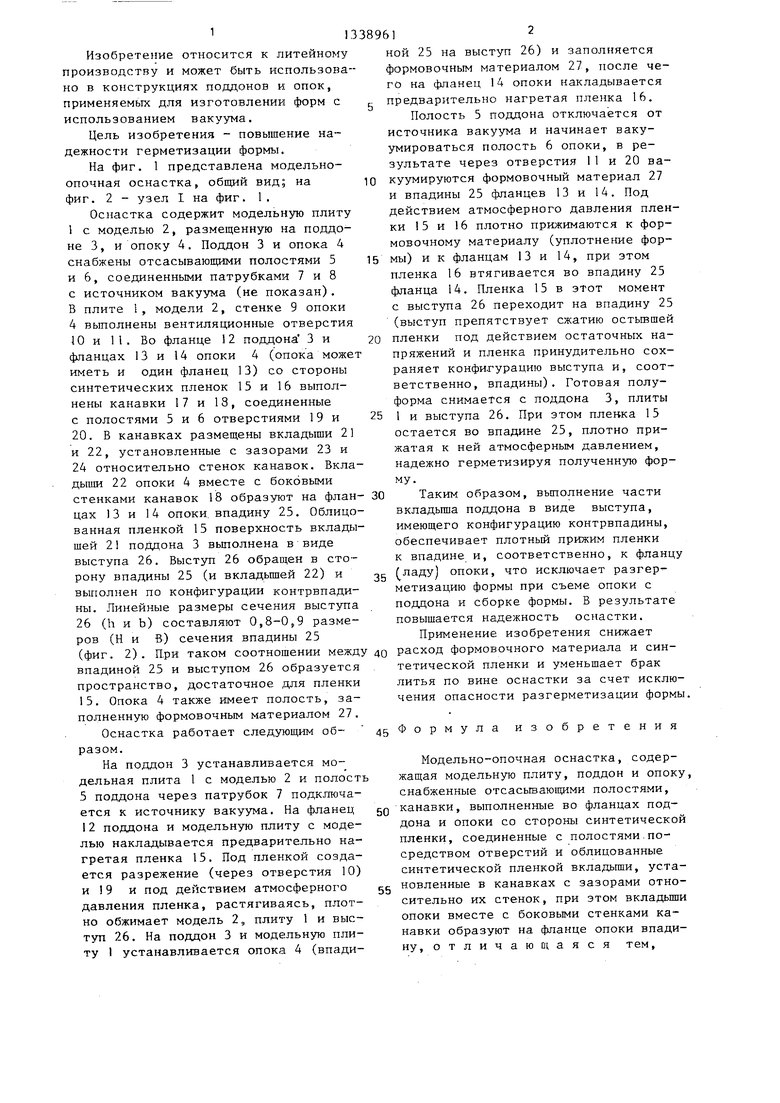
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейной формы и оснастка для его осуществления | 1986 |
|
SU1340888A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Литейная форма | 1979 |
|
SU822977A2 |
| Оснастка для вакуумной формовки | 1988 |
|
SU1671398A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU774772A1 |
| Устройство для прижима деформируемыхэКРАНОВ K МОдЕльНыМ плиТАМ и ОпОКАМ | 1979 |
|
SU797837A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
Изобретение относится к литейному производству и может быть использовано в конструкциях поддонов и опок, применяемых для изготовления форм с использованием вакуума. Цель изобретения - повьшение надежности герметизации формы. Оснастка содержит модельную плиту 1 с моделью 2, поддон 3и опоку,4, снабженные полостями 5 и 6. В фланцах 12,13,14 выполнены канавки, соединенные с полостями 5, 6 отверстиями 19, 20. В канавках размещены вкладыши 21, 22. Вкладыши 21 выполнены в виде выступа 26 и имеют конфигурацию впадин. При вакуумирова- нии пленка обжимает выступ 26, опока 4впадиной 25 устанавливается на выступ 26. При вакуумировании опоки пленка с выступа 26 передается во впадину 25. Применение изобретения позволяет уменьшить брак форм за счет исключения опасности разгерметизации формы. 2 ил. (Л W1Z
G t
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Устройство для прижима деформируемыхэКРАНОВ K МОдЕльНыМ плиТАМ и ОпОКАМ | 1979 |
|
SU797837A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
