9 -
3 4 5 6
11
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается вырезной электроэрозионной обработки .
Цель изобретения - повышение точности обработки при вырезке по ломаной линии путем коррекции траектории перемещения э ектрода-проволо- ки на величину прогиба электрода- проволоки .
На чертеже приведена схема перемещений опор электрода-проволоки при обработке контура, содержащего ломаные линии.
На схеме приняты следующие обозначения:
1 - контур обрабатываемой заготовки;
эквидистантная траектория электрода-проволоки; дополнительные перемещения опор электрода-проволоки на величину -прогиба электрода-проволоки, возникающего о силовых воздействий разрядов;
участки перемещений опор на ускоренной подаче; положение электрода-проволоки в рабочей зоне во время перемещения опор на ускоренной подаче;
положение опор электрода-проволоки перед началом и в конце перемещений на ускоренной подаче.
Способ реализуется следующим образом.
Осуществляют обработку (вырезку) электродом-проволокой, растянутой между двумя опорами. При обработке опоры перемещают синхронно в параллельных плоскостях вдоль линии 2, определяющей траекторию вырезки со скоростью рабочей подачи. При этом контролируют величину прогиба электрода-проволоки, обусловленного силвым воздействием разрядов.
Этот прогиб направлен противоположно рабочему движению электрода- проволоки, так как разряды, возникающие в рабочей зоне, отжимают электрод-проволоку с определенным усилием.
При обходе углов контура опоры электрода-проволоки доводят до вер
шины угла эквидистантной траектории 2 и далее перемещают в прежнем направлении, осуществляя дополнительное перемещение опор электрода-проволоки на величину прогиба 3 электрода-проволоки, возникающего от силовых воздействий разрядов,
К моменту окончания указанного перемещения 3 электрод-проволока в рабочей зоне занимает положение 5, а опоры - положение 6,
Далее опоры перемещают по дуге участка перемещения на ускоренной подаче 4 до пересечения дуги участка 4 с продолжением траектории 2, После этого продолжают перемещать опоры электрода-проволоки по траектории 2 со скоростью рабочей подачи.
Указанную последовательность тра- екторных перемещений повта)яют при обходе всех углов. При движении опор на участке 4 электрод-проволока остается в положении 5 на одном месте, так как движение опор производится по дуге и на ускоренном ходу.
Реализация способа позволяет повысить точность обработки при обходе углов контура, В рабочей зоне профиль ломаной линии траектории 2 во всех точках соответствует заданному.
Формула изоб ретения
Способ электроэрозионной вырезки электродом-проволокой, растянутым между двумя опорами, при котором опоры перемещают синхронно в параллельных плоскостях вдоль линии контура вырезки со скоростью рабочей подачи, контролируют величину прогиба электрода-проволоки в рабочей зоне и корректируют траекторию перемеения опор с учетом прогиба, отличающийся тем, что, с целью повышения точности обработки углов, опоры смещают за вершину обрабатываемого угла по касательной к . направлению движения к верщине угла на величину прогиба электрода-проволоки и затем на ускоренной подаче перемещают опоры по дуге радиусом, равным упомянутому прогибу, до выхода опор на линию нового участка траектории.
5 3 S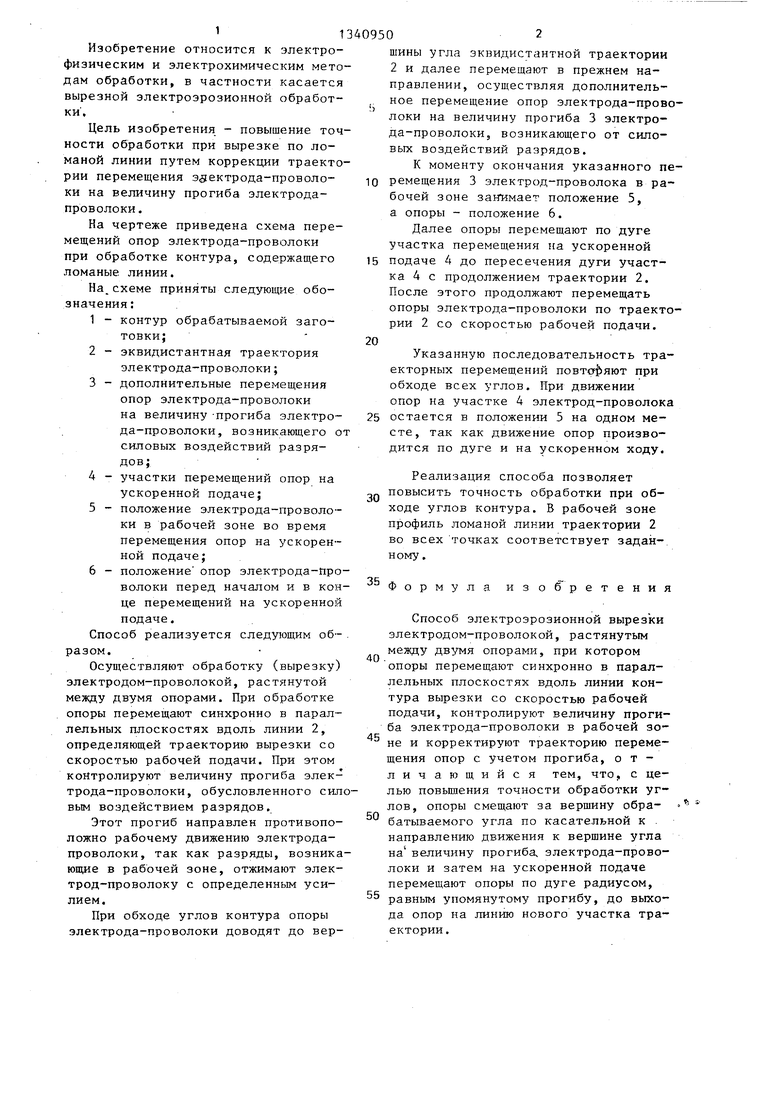
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВЫРЕЗАНИЯ ЭЛЕКТРОДОМ - ПРОВОЛОКОЙ ВНУТРЕННИХ УГЛОВ КОНТУРА ДЕТАЛИ | 1992 |
|
RU2016717C1 |
| Способ определения погрешности электроэрозионного вырезания | 1990 |
|
SU1756047A1 |
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1984 |
|
SU1321536A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| Электроэрозионный вырезной станок | 1982 |
|
SU1286363A1 |
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВЫРЕЗАНИЯ ВНЕШНЕГО ОСТРОГО УГЛА КОНТУРА ДЕТАЛИ | 1992 |
|
RU2012457C1 |
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
| Способ электроэрозионной обработки | 1977 |
|
SU738810A1 |
.Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается вырезной электроэрозионной обработки. Цель изобретения - повышение точности обработки путем коррекции траектории при обходе углов ломаной линии траектории. При обходе углов ломаной линии траектории опоры электрода-проволоки перемещают по прежней траектории за вершину угла на величину прогиба электрода-проволоки под ;силовым действием разрядов. Далее перемещают опоры по дуге на ускоренной подаче с радиусом, равным величине указанного прогиба до выхода опор на линию нового участка траектории. 1 ил. со со СП
| Электроэрозионный вырезной автоматизированный станок | 1984 |
|
SU1177096A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
