N5
Ю
Изобретение относится к сварочному п|зоизводству и может быть использовано для автоматической сварки крупногабаритных листовых и объемных конструкций, отдельных узлов и для их разворота.
Цель изобретения - расширение функ- циональных возможностей путем увеличения номенклатуры обрабатываемых изделий, снижение трудоемкости.
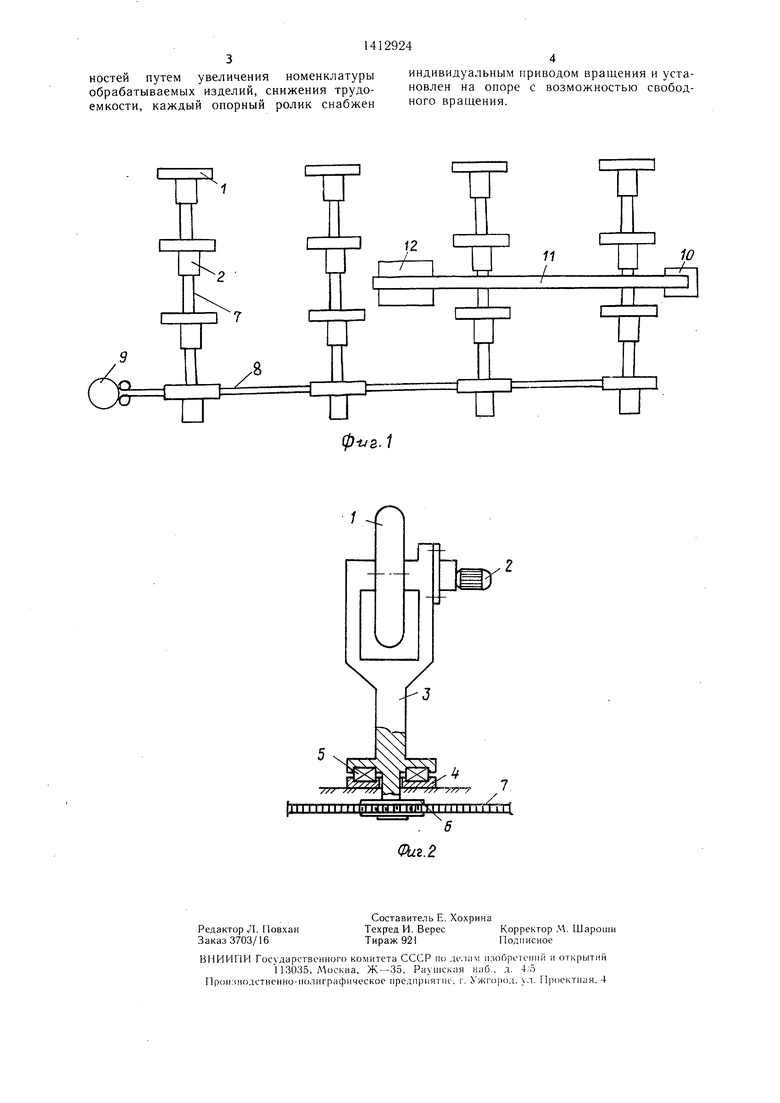
; На фиг. 1 изображен сварочный стенд; вид сверху; на фиг. 2 - роликоопора.
Сварочный стенд содержит опору с роли- Цом 1, установленным с возможностью свободного вращения.
I Каждый ролик 1 снабжен индивидуаль- йым приводом 2 его вращения. Это позволяет Использовать электродвигатели небольшой мощности. Кроме того, если выход одного из приводов 2 ролика 1 отключит пос- едний, то стенд будет продолжать работать, |ак как остальные ролики 1 имеют свои Приводы 2. Поэтому выход из строя нескольких приводов 2 не отразится на рабо- |-оспособности стенда в целом. Ролик 1 Закреплен на вертикальной стойке 3, которая опирается на опорную площадку 4 через радиально-упорный подшипник 5. Поэтому стойка 3 имеет возможность вращать- ся вместе с роликом 1 и с приводом 2 его вращения относительно ее продольной оси. Нижний конец стойки 3 снабжен звездочкой 6, которая взаимодействует с цепью 7. Перемещая цепь 7 в продольном направлении через звездочку 6, можно поворачивать стойку 3. Направление вращения стойки 3 зависит от направления движения цепи 7. Цепь 7 является общей для всех стоек 3, расположенных в одном (например, поперечном) ряду стенда. Таким образом, перемещая цепь 7, одно- временно поворачиваются все ролики 1, расположенные в одном ряду. Крайние стойки каждого ряда (образующие продольный ряд) связаны через дополнительные звездочки (на чертежах не показань) общей цепью 8, которая связана с приводом 9 ее вращения. Включив привод 9 вращения цепи 8, она вращает стойки 3, расположенные в продольном ряду стенда, а они в свою очередь вращают цепи 7, которые через звездочки 6 вращают все стойки 3 в поперечных рядах стенда. Таким образом, используя всего один привод 9 вращения цепи 8, можно вращать все стойки 3 стенда. Позицией 10 обозначена стационарная колонна, позицией 11 - горизонтальная штанга, позицией 12 - сварочный автомат.
Стенд работает следующим образом.
Плоские детали укладывают на ролики 1. Одновременно с возбуждением дуги включают приводы 2 вращения роликов 1. При этом скорость вращения роликов 1 соответствует скорости сварки. Направлением вращения роликов 1 путем их поворота на стойках 3 регулируют положение свариваемого стыка относительно горелки. Благодаря тому, что детали опираются на ролики 1, а последние имеют возможность вращаться на стойках 3, направление перемещения деталей можно изменять мгновенно и в любую сторону, а так как площадь контакта роликов 1 с деталями небольшая, для поворота роликов 1 не требуется большого усилия.
Поворот роликов 1 осуществляется путем включения привода 9 вращения цепи 8. Так как детали опираются на все ролики одновременно, то поломка одного из них не оказывает влияния на процесс сварки, т. е. на работу стенда. Приводы 2 вращения роликов 1 включаются отдельно. Это позволяет прежде всего развернуть изделие на стенде, включив только один крайний ряд роликов 1. Для сварки крупногабаритных изделий (например, судовые палубы), включая группу роликов, можно перемещать детали и пристыковать их к уже частично изготовленному узлу, а затем, включив все ролики 1, сваривать стык. Таким образом, на стенде производят сборку деталей под сварку. На стенде можно сваривать и цилиндрические детали, разместив их между двумя смежными рядами роликов 1, при этом, если ролики будут расположены под углом к обечайке, то последняя одновременно с вращением будет перемещаться и поступательно. Благодаря тому, что ролики могут вращаться, обечайку можно расположить либо вдоль, либо перпендикулярно стенду. Кроме того, после сварки по той же причине стенд может сам разгружаться, а листовые конструкции при этом перемещаться в любое требуемое место складирования.
Техническими преимуществами предлагаемого устройства по сравнению с известными являются: простота управления стендом за счет того, что направление шва изменяется при повороте только роликов; высокая надежность в работе за счет того, что каждый ролик имеет самостоятельный привод его вращения; возможность резко изменять направление шва за счет того, что стенд не имеет сколько-нибудь значительной инерционности; возможность сборки отдельных узлов на стенде, а также их перемещение и разворот относительно друг друга за счет того, что часть роликов может включаться и выключаться самостоятельно и независимо от остальной части стенда.
Формула изобретения
Сварочный стенд, содержаш,ий смонтированные на основании опоры с роликами для манипулирования изделиями под сварку, соединенные с приводом их синхронного поворота относительно вертикальной оси опоры, отличающийся тем, что, с целью расширения функциональных возмож1412924
34
ностей путем увеличения номенклатурыиндивидуальным приводом вращения и устаобрабатываемых изделий, снижения трудо- новлен на опоре с возможностью свобод- емкости, каждый опорный ролик снабжен ного вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Технологическая планка | 1986 |
|
SU1344554A1 |
| Установка для электрошлаковой сварки | 1972 |
|
SU475235A1 |
| Устройство для формирования обратной стороны шва | 1986 |
|
SU1423339A1 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Торцовый вращатель | 1979 |
|
SU821112A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
Изобретение относится к сварочному производству и может быть использовано для автоматической сварки крупногабаритных листовых и объемных конструкций, отдельных узлов и для их разворота. Цель изобретения - расширение функциональных возможностей путем увеличения номенклатуры обрабатываемых изделий, снижение трудоемкости. Детали укладывают на ролики I Одновременно с возбуждением дуги включают приводы 2 вращения роликов 1. Включают либо группу приводов 2, либо все приводы в зависимости от вида производимых работ. Путем поворота части опор с роликами или всех опор относительно вертикальной оси регулируют положение свариваемого стыка. Поворот части опор осуществляют вручную, поворот всех опор - приводом 9 синхронного поворота опор. Благодаря данной конструкции достигнута простота управления стендом, повысилась надежность в работе, появилась возможность сборки отдельных узлов на стенде, а также их перемещение и разворот одного относительно другого. 2 ил. S
0-t/2./
| Устройство для поворота изделий на роликовом конвейере | 1986 |
|
SU1328248A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
