113
Изобретение .относится к транспортным средствам автоматических линий металлорежущих станков, в частности к устройствам, изменяюищм положение обрабатываемых изделий при их перемещении между позии {ями автоматической линии,
Цель изобретения - упрощение кон
струкции устройства путем обеспечения ю onopHiiix призм 20,, а на приемной позивозможности перемещения изделии на участках автолиний, сменных с позицией поворота одним транспортером, также обеспечивающим подачу и удаление изделия с позиции поворота,
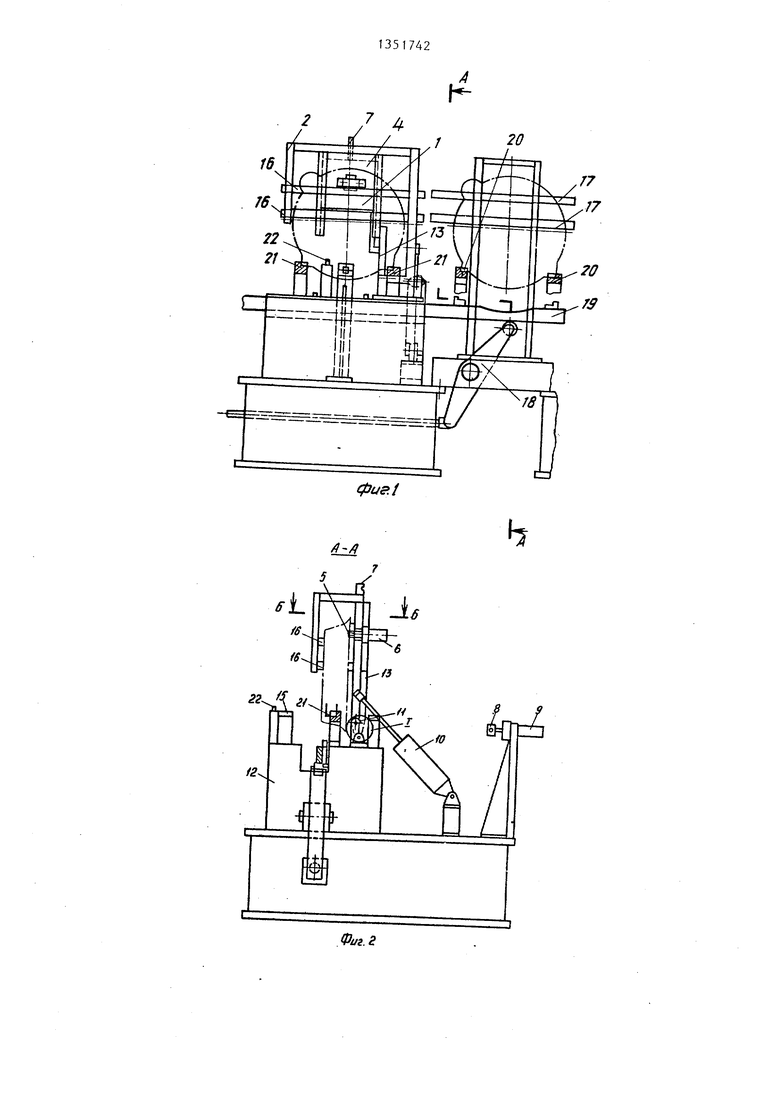
На фиг.1 представлено транспортно- поворотное устройство автоматической линии, общий вид на фиг.2 - разрез А-А на фиг.1; на фиг.З - то же, деталь в перевернутом положении на фиг.4 - узел 1 на на фиг.5 - разрез Б-Б на фиг.2 на фиг.6 - узел II на фиг.З..
Транспортно-поворотное устройство автоматической линии содержит механизм поворота изделия 1, представляющий собой раму 2 5 в направляющих 3 которой размещена каретка 4, имеющая фиксаторы 5, перемещающиеся от гидроцилиндра 6. Каретка 4 выполнена с возможностью перемещения относительно рамы 2. Дщя этого в каретке 4 выполнен крюк 7, взаимодействующий с захватом 8 толкателя 9. Поворот рамы 2 с кареткой 4 осуществляется посредством привода 10 поворота вокруг оси 11, .параллельной оси автоматической линии и закрепленной на трансп ортере 12. Для ограничения самопроизвольного опускания каретки 4 на ней смонтирован упор 13 с закругленным концом, взаимодействующим с роликом 14, также закрепленным на транспортере 12. Такое вьтолнение ограничивающего упора 13 не препятствует повороту каретки 4 на 90°. Для ориентации детали 1 при ее повороте и продольном перемещении
служат нижние планки 15, размеш.енные на транспортере 12, и направляющие боковые планки 16 и 17, установленные соответственно на раме 2 и в вертикально перемещающейся от привода 18 транспортной штанге 19.
Базирование детали 1 на транспортере 12 осуществляется посредством
0
ции каретки 4 - опорных призм 21. Для фиксации детали 1 в устройстве предусмотрен фиксатор 22, расположенньй на транспортере 12.
5
Устройство работает следующим образом.
Посредством транспортной штанги 19 деталь 1 в вертикальном положении поступает на приемную позицию каретки 4.(фиг.1,2). При этом она поднимается с призм 20 и с помощью привода продольного перемещения (не показан) перемещается на шаг автоматической
5 линии. Деталь 1 устанавлива.ется на опорные призмы 21 позиции в направляющие планки 16 рамы 2. После чего осуществляется фиксация детали 1 посредством ввода фиксаторов 5 каретки 4 (фиг.6). Далее приводом 10 осуществляется поворот рамы 2 с кареткой 4 и деталью 1 вокруг оси 11 на 90°. После поворота детали 1 захват 8 толкателя 9 сцепляется с крюком 7 каретки 4. Деталь 1 в горизонтальном положении (фиг.З) вместе с кареткой 4 по направляющим 3 рамы 2 посредством толкателя 9 перемещается на направляющие планки 15. При этом под- пружиненньй фиксатор 22 взаимодействует с деталью 1, предотвращая ее. самопроизвольный сдвиг (фиг.6). Рама 2 с кареткой 4 занимают исходное положение. Следующим ходом транспортер 12 перемещает деталь 1 в горизонталь0
5
0
5
ном положении на очередную позицию автоматической линии.
hфиг.1
{ гГ
LE
// /j
74
Фиг.Ъ
Б-6
(fiua
тг
Фиг. 5
Редактор М. Келет еш
Фиг. 6
Составитель А. Котов
Техред Л,Сердюкова Корректор М. Шароши
Заказ 5524/11Тираж 786Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4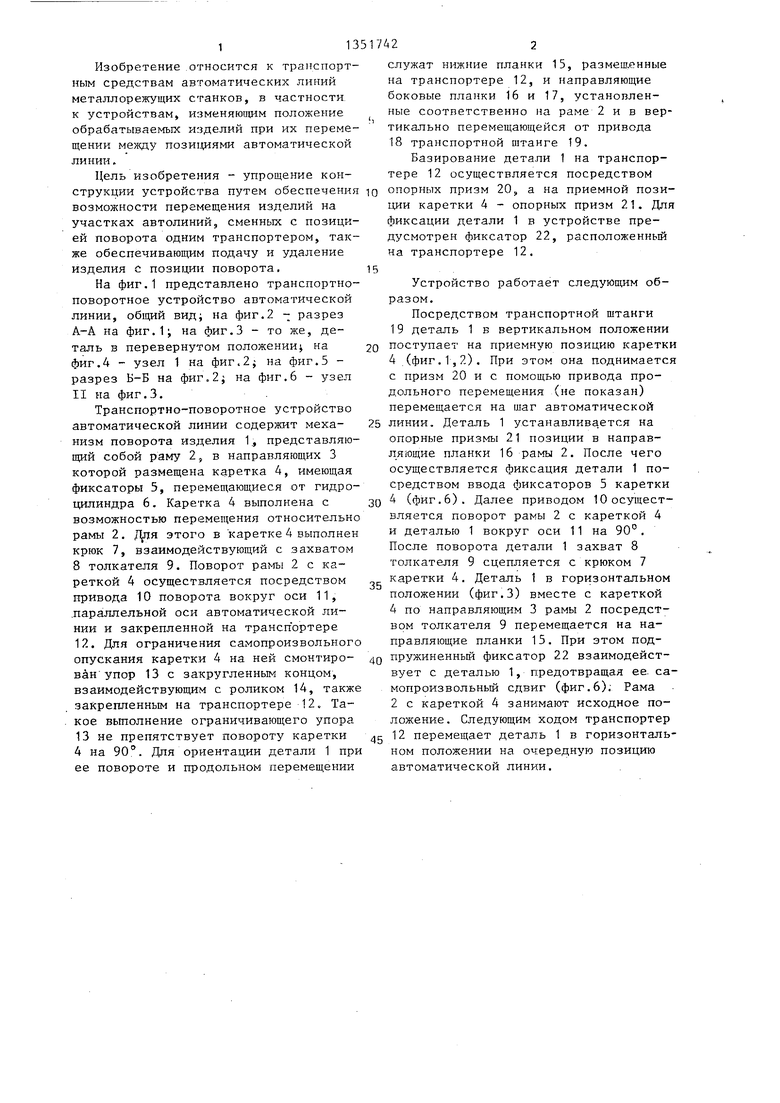
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер-накопитель | 1978 |
|
SU781135A1 |
| Многопозиционная машина для бесшвейного скрепления книжных блоков | 1989 |
|
SU1671474A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ | 1972 |
|
SU426799A1 |
| Транспортер для передачи деталей с позиции на позицию | 1980 |
|
SU878502A1 |
| Устройство для перегрузки деталей | 1989 |
|
SU1710277A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Устройство для передачи деталей с выступающим концом с рольганга на перпендикулярно расположенный накопитель | 1982 |
|
SU1033406A1 |
| Питатель | 1980 |
|
SU908709A1 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Устройство для кантования обрабатываемых деталей на конвейере | 1987 |
|
SU1537623A1 |

| Вороничев Н.М | |||
| и др | |||
| Автоматические линии из агрегатных станков | |||
| М.: Машиностроение, 1979, с.166-167, 272-273, рис | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
