1
Изобретение относится к области станкостроения и найдет применение при точении деталей невращающимся инструментом на стенках с ЧПУ.
Цель изобретения - повышение производительности при заданной высоте микронеровностей обработанной поверхности.
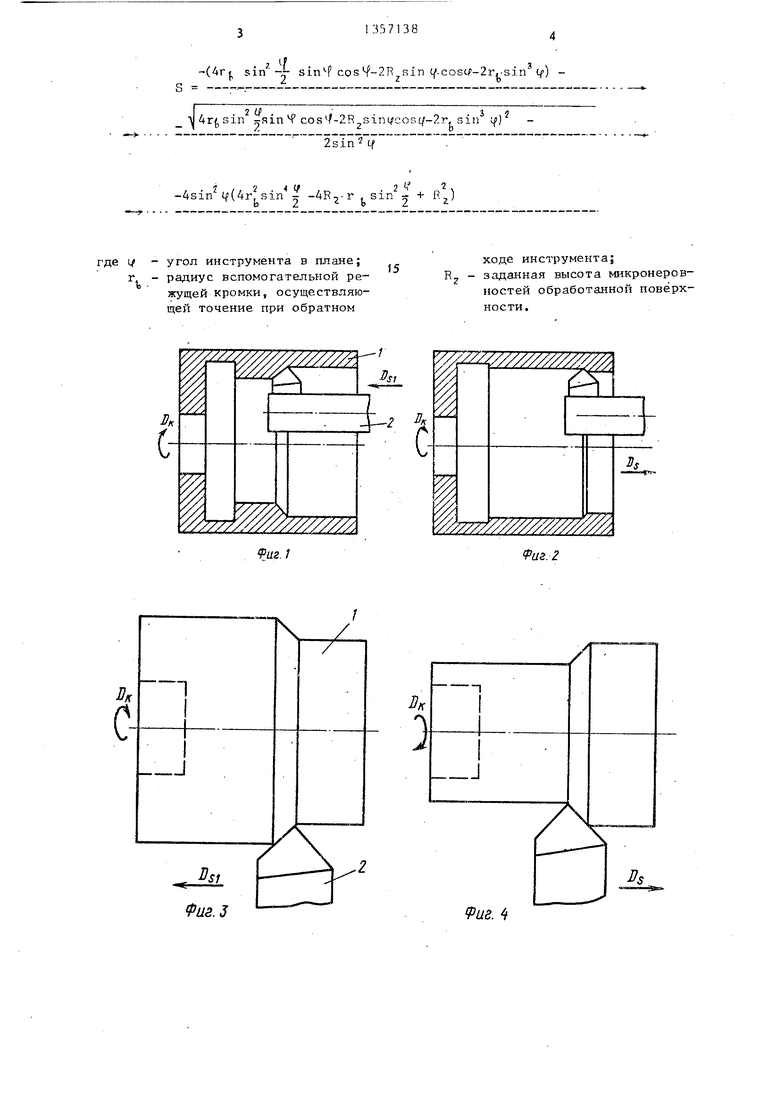
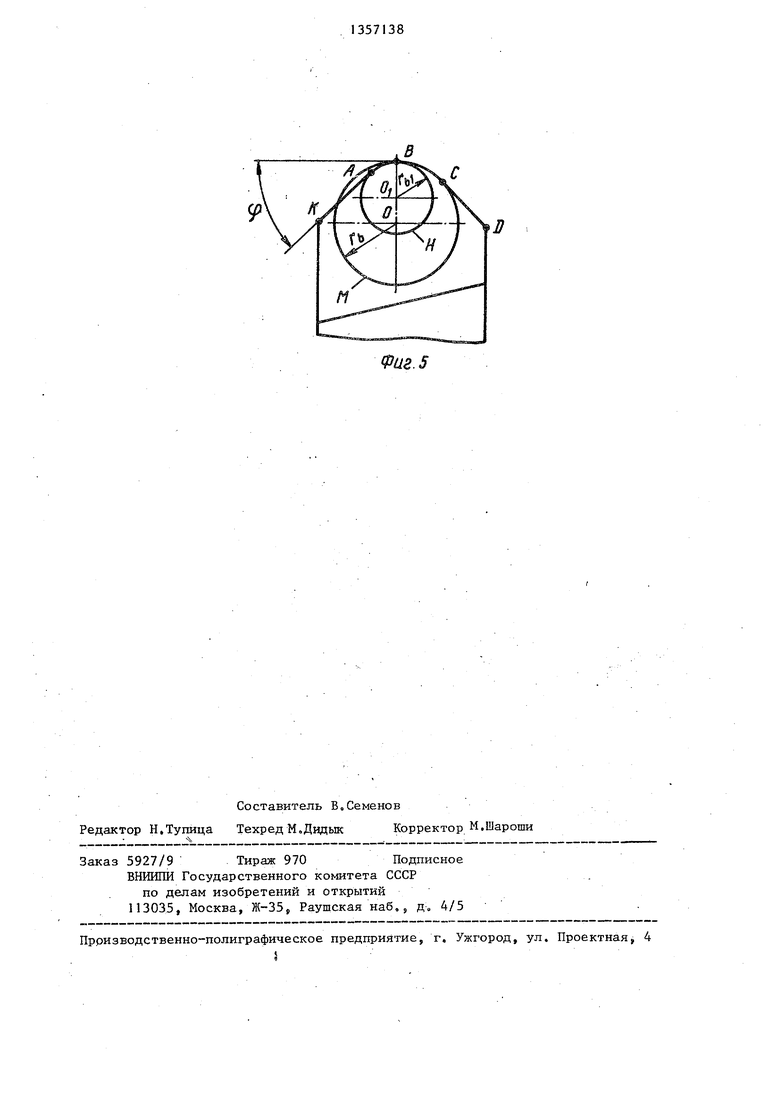
На фиг,1 приведена схема обработки отверстия при прямом ходе инструмента; на фиг.2 - то же, при обратном ходе инструмента; на фиг.З - схема обработки цилиндрической детали при прямом ходе инструмента; на фиг.4 - то же, при обратном ходе инструмента; на фиг.5 - инструмент для осуществления способа. . Схема обработки согласно предлагаемому способу содержит деталь 1, ось вращения которой совпадает с осью шпинделя станка, невращающийся инструмент 2. Кроме того, на схеме обозначено: DJ, - главное движение резания; D - движение подачи при обратном ходе; - двушение подачи при прямом ходе.
Обработку детали 1 производят за два хода инструментом 2, имеюпщм режущую кромку ,vABCD и радиус верши
S
-i4sin г i-cos ( sintl -ZR sin V-cosi/-2r sin if) i
2 if
(T.Bin -cosuisint/-2R,Rini/cosi -2r, sin ц) -
2sin I/
- 4sin t;(,4r sin
Ъл
-4R,.r,..R;)
где L/ - угол инструмента в плане;
Гц - радиус вспомогательной режущей кромки, осуществляющей точение при обратном ходе инструмента;
R - заданная высота микронеровностей обработанной поверхности.
Формула изобретения
Способ точения невращающимся инструментом с радиусом при вершине, согласно которому точение осуществляют при прямом и обратном ходе инстру0
71
382
пы г на участке главной режущей кромки КЛВ и угол в плане /, На участке BCD радиус вергаины равен г , Центры окруж1 остей с радиусами г ,,, и г {з лежат на одной прямой 00, проходящей через центр радиуса при вращении, т.е. окружности И и М имеют точку сопряжения В на режущем лезвии,
При первом ходе обработку вьтол- няют лезвием, ограниченным участком КАВ с движением подачи D g .
При обратном ходе инструменту придают движение подачи Dj, обработку производят лезвием, ограниченным участком режущей кромки BCD, Величину подачи за счет разного значения радиуса вершины назначают увеличен- ной.
При первом ходе обработку выполняют лезвием, ограниченным участком КАВ с движением подачи Dj,При обратном (чистовом) ходе инструменту придают движение D, обработку производят лезвием, ограниченным участком режущей кромки BCD. Величину подачи S при заданной шероховатости поверхности R за счет разного значения радиусов г, и г. выби- 0 рают из соотношения
5
0
5
мента, назначая величину подачи в зависимости от заданной высоты микронеровностей, отличающий- с я тем, что, с целью повышения производительности при заданной высоте микронеровностей обработанной поверхности, точение осуществляют инструментом, главная и вспомогательная режущие кромки которого сопряжены двумя окружностями неравных радиусов, центры которых лежат на прямой, проходящей через центр радиуса при вершине,, а величину подачи S при обратном ходе устанавливают по соотношению
S
-(4Г{, cos f-2R Bin (/.cosy-2r.sin c)
sinf cos /-2R2sin4 cos /-. tf) . 2s.
-4sin tf(4r sin J -AR.r + Rj
4- r
Ъ .
угол инструмента в плане; радиус вспомогательной режущей кромки, осуществляющей точение при обратном
ftiZ.I
Сп
J
д
SI
Фиг.З
ходе инструмента; R - заданная высота микронеровностей обработанной поверхности.
fuz.2
п,
J
л
Раг. 4
Фиг. 5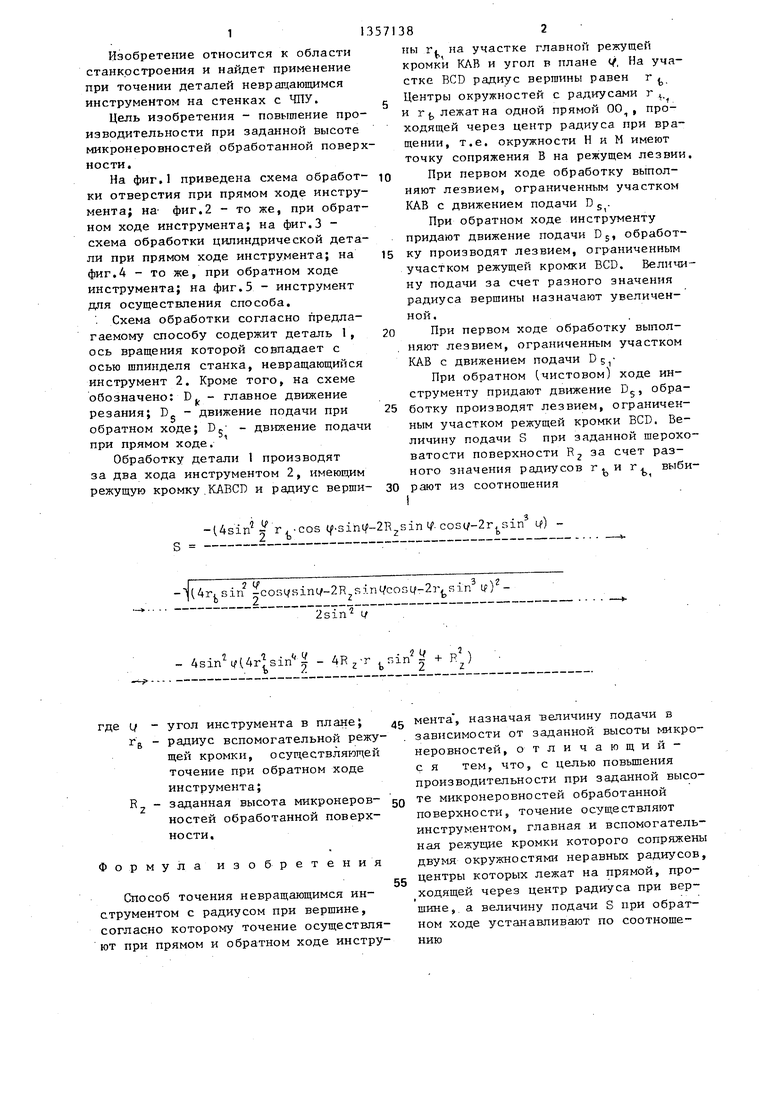
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| Способ определения оптимальных режимов резания | 1987 |
|
SU1493387A1 |
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ИНСТРУМЕНТОМ С ДВУМЯ ПЕРЕСЕКАЮЩИМИСЯ СТРУЖКООБРАЗУЮЩИМИ ГРАНЯМИ | 1992 |
|
RU2050225C1 |
| Способ фрезерования гладких замкнутых контурных поверхностей | 1987 |
|
SU1565608A1 |
| Способ токарной обработки вращающимся резцом | 1985 |
|
SU1311851A1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ЧЕРНОВОЙ И ЧИСТОВОЙ ОБРАБОТКИ | 2013 |
|
RU2531336C1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
Изобретение относится к области станкостроения и найдет применение при точении деталей невращающимся инструментом с радиусом при вершине. Целью изобретения является повышение производительности способа точения при прямом и обратном ходе инструмента при заданной высоте микронеровностей обработанной поверхности. Для этого точение осуществляют инструментом, главная и вспомогательная режущие кромки которого сопряжены двумя окружностями неравных радиусов, центры которых лежат на. прямой, проходящей через центр радиуса при вершине. Обработку детали осуществляют за два хода инсфрумента - прямой и обратный. При обратном ходе величину подачи инструмента за счет разного значения радиуса его вершины назначают увеличенной. 5 ил. СО СП оо 00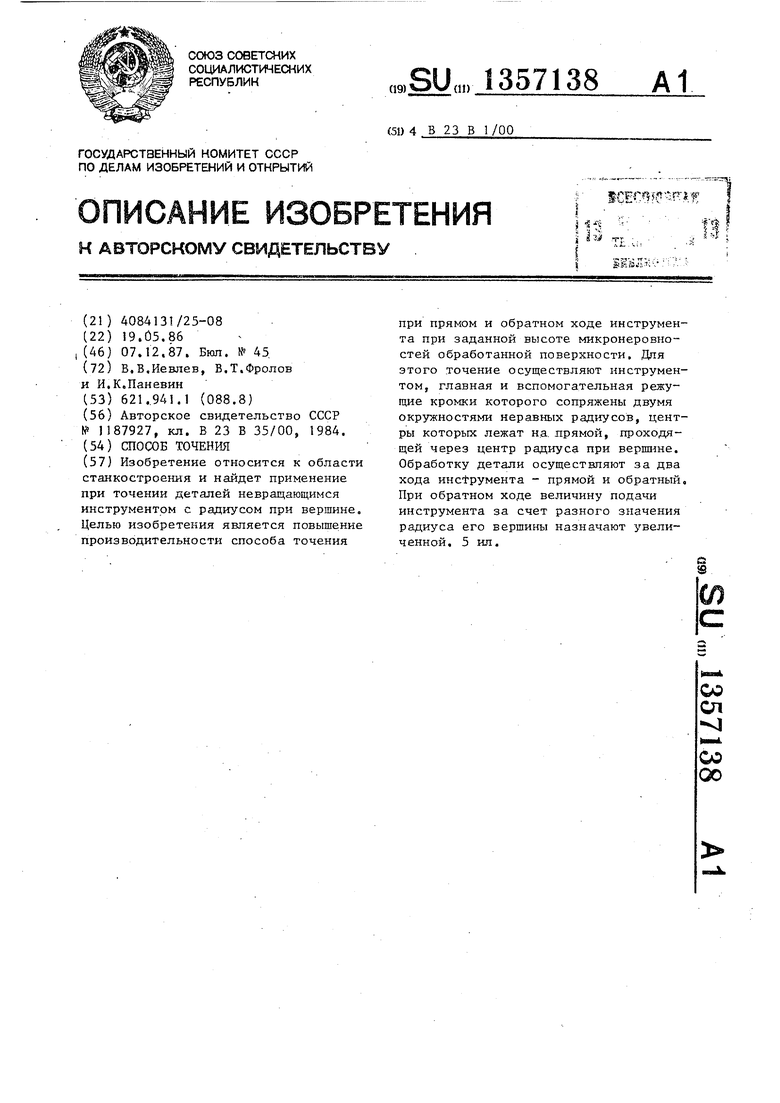
| Способ обработки отверстий | 1984 |
|
SU1187927A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
