1
Изобретение относится к обработке металлов давлением и может быть ис- пЬльзовано для получения полых изделий из листовых заготовок методом глубокой вытяжки.
Целью изобретения является увеличение степени вытяжки путем локального двухстороннего охлаждения донной части изделий.
На фиг.1 изображено устройство для глубокой вытяжки полых изделий, продольный разрез,,.в двух положениях (слева - до штамповки изделия, справа - в процессе штамповки); на фиг.2 - разрез А-А на фиг.1.
Устройство состоит из охлажденного пуансона 1, матриць 2 и прижима 3 с нагревателями 4. Между обращенными друг к другу поверхностями матрищ 1 2 и прижима 3 располагают заготовку 5. В рабочей плоскости матригц) 2 на выталкивателе 6 расположен подвижный упор 7, по периферии рабочего торца которого вьтолнена кольцевая канавка 8, соединенная каналами 9 и 10 с сие темой для спреерной подачи и отвода охлаждающей среды. Усилие на упоре 7 создается специальным устройством 11
Уст зойство работает следующим образом
Рабочие поверхности матрицы 2 и прижима 3 прогреваются нагревателями 4. При включении рабочего хода процесса опускаются прижим 3 и пу- .ансон 1 до соприкосновения с заготовкой 5. Одновременно подвижный упор 7 поднимается и прижимается к заготовке 5 при помощи специального устройства 11, После осуществления первоначальной вытяжки на.величину порядка ;тол1цины заготовки 5 начинается подвод охлаждающей среды по каналам 9, через которые эта среда попадает в полость, образованную-кольцевой канавкой 8, матрицей 2 и заготовкой 5.
60852 . 2
При дальнейшей вытяжке подвижный упор 7 непрерывно поджимается устройством 11 к заготовке 5, так же
осуществляется непрерывная подача спреерной охлаждающей среды в указанную полость. Слив отработанной охлаждающей среды осуществляется через сеть каналов 10 в теле упор а при Дании избыточного давления со.стороны подающей системы (не показана).
Нагрев заготовки до верхнего предела температурной, обработки материала с одновременным двукратным уп15 рочнением указанного сечения позволяет получать изделия с неограниченно большой степенью вытяжки при относительно малых размерах штампа. Внедрение предлагаемого устрой- .
20 ства позволяет уменьшить парк штамповочного и термического оборудования, отказаться от химической подготовки поверхности, -смазки и последующей очистки заготовки, высвободить рабо25 чих наиболее дефицитных специальностей (прессовщиков и термистов), уменьшить капитальные затраты, производственные площади и расход энерго- ресурсов, повысить производительность
30 труда.
Формула и-з обретения
Устройство для глубокой вытяжки полых изделий, содержащее охлаждаемый пуансон, матрицу с прижимом и нагревателями, отличающееся тем, что, с целью увеличения степени вытяжки путем локального двухсторон- него охлаждения донной части изделия, оно снабжено регулируемым выталкивателем с упором, имеющим на периферии рабочего торца кольцевую канавку, а также радиальные и осевые каналы для подачи и отвода охлаждающей среды,.
сообщенные с упомянутой канавкой.
Редактор О.Головач
Составитель Л.Керпек Техред- М. Ходанич
Заказ 6178/13. Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
Корректор Г.Решетник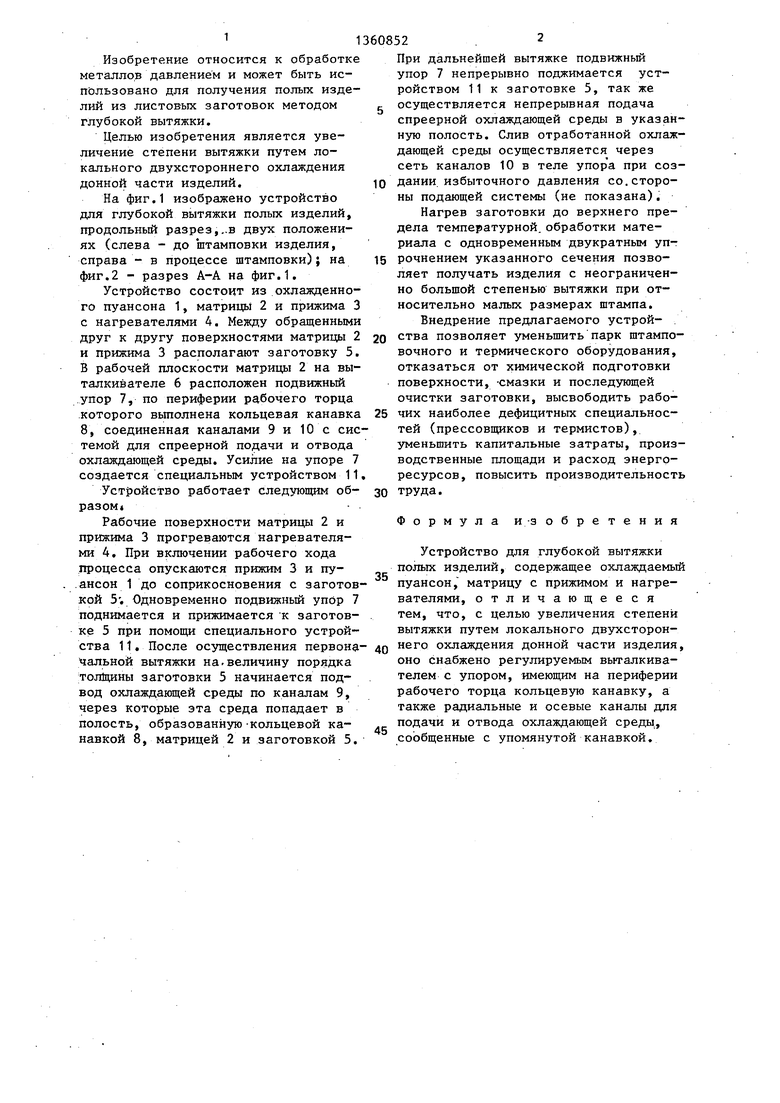
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| Устройство для глубокой вытяжки | 1989 |
|
SU1660800A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| Устройство для глубокой вытяжки с торцовым подпором | 1987 |
|
SU1489890A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Устройство для вытяжки с нагревом | 1988 |
|
SU1538955A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения полых изделий из листовых заготовок методом глубокой вытяжки. Целью изобретения является увеличение степени вытяжки путем Локального двухстороннего охлаждения донцой части изделия. Рабочие поверхности матрицы 2 и прижима 3 прогреваются нагревателями 4. В процессе вытяжки заготовки 5 полым охлаждаемым пуансоном 1 осуществляется постоянно регулируемый прижим заготовки 5 упором 7 выталкивателя .6. После осуществления первоначальной вытяжки на величину порядка толщины заготовки 5 начинается подвод охлаждающей среды в полость, образованную кольцевой канавкой 8, матрицей 2 и заготовкой 5. Слив охлаждающей среды осуществляется через сеть каналов, выполненных в теле упора 8. 2 ил. (Л оо О5 о 00 СП ю jum
| РОМАНОВСКИЙ В.П | |||
| Справочник по холодной штамповке | |||
| - М.: Машиностроение, 1979, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
