Изобретение относится к холодной обработке металлов давлением и может быть использовано для штамповки деталей из штучных заготовок.
Целью изобретения явлется повышение надежности работы.
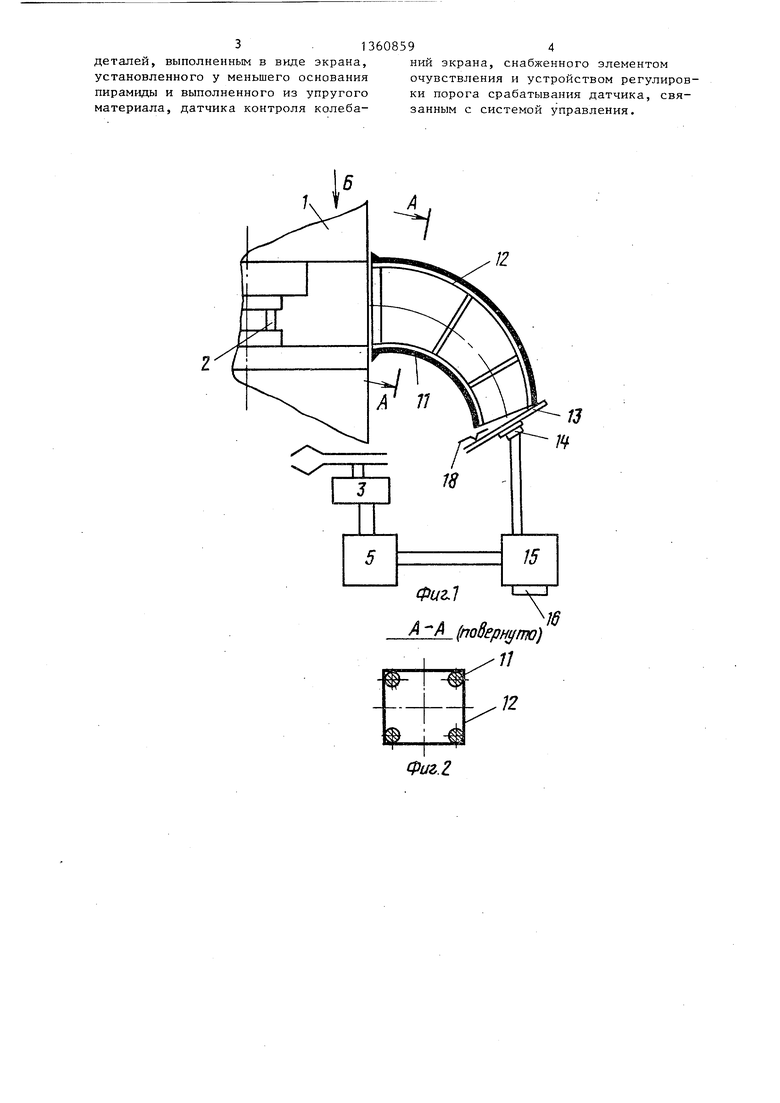
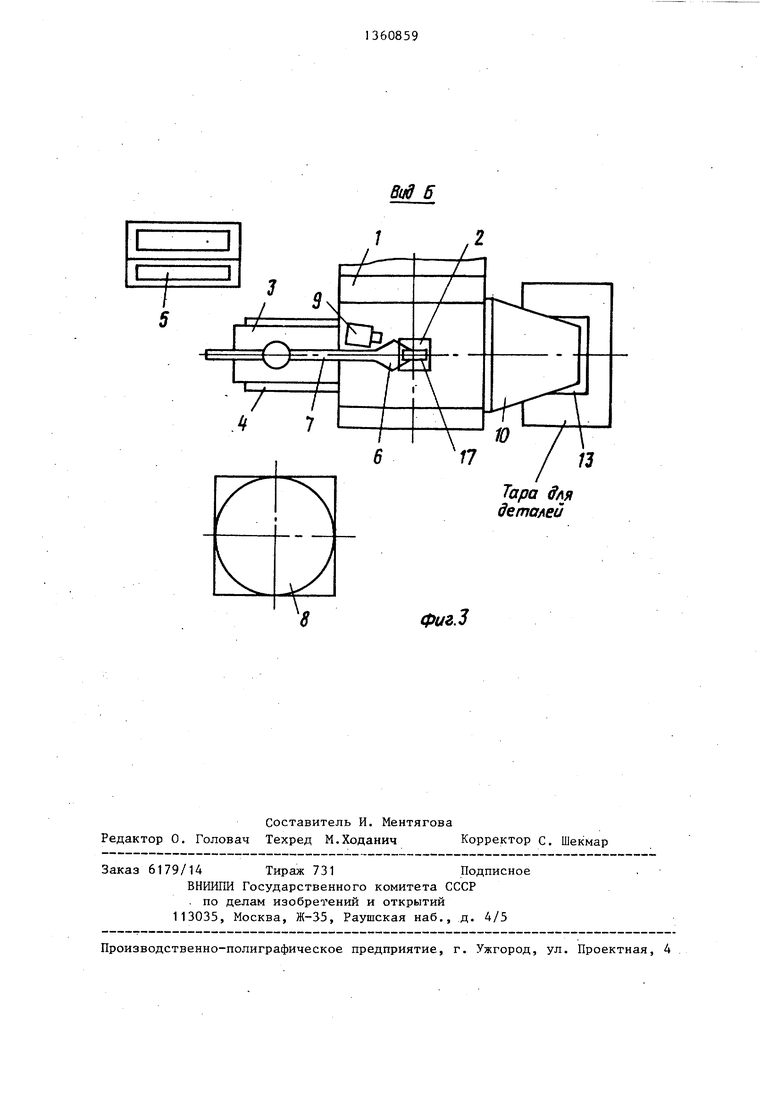
На фиг.,1 изображен гибкий произ- водственньм модуль для штамповки деталей; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1
Гибкий производственный модуль дл штамповки деталей содержит пресс 1, на подштамповой- плите которого установлен штамп 2, манипулятор 3, уста- новленньй на кронштейне 4 с одной из боковых сторон пресса 1 с системой
5управления манипулятора 3, схват
6манипулятора 3, установленный на руке 7, загрузочное устройство 8, расг оложенное в радиусе действия руки 7 манипулятора 3, устройство 9
для удаления отштампованных деталей (пневмосдуватель) из штампа 2, устройство 10 для отвода отштампованных деталей, содержащее каркас 11, неподвижно закрепленный внутри кожуха 12, выполненного из эластичного материала (например, брезента, плотной ткани), в нижней, части кожуха 12 установлен упругий жесткий экран 13 с расположенным на нем элементом 14 очувствленияэ датчика 15 контроля и считывания ударных колебаний, свя
занного с системой 5 управления мани- 35 и штампом, загрузочное устройство пулятора 3. Датчик 15 имеет устройство 16 регулирования порога срабатывания (например, потенциометр).
Гибкий производственный модуль для штамповки работает следующим образом.
Манипулятор 3 находится в исходном положении, при этом рука 7 со схватом 6 расположены в стороне от пресса 1, а загрузочное устройство заполнено заготовками. При включении модуля манипулятор 3 поворачивается по направлению к загрузочному устройству 8, схват 6 захватывает заготовку 17, рука манипулятора движется к штампу 2, схват 5 разнимает заготовку, укладывая ее в штамп 2. Рука манипулятора 3 отходит из зоны штампа, пресс срабатывает. После о;;ончания процесса штамповки готовая деталь 18 автоматически ло команде системы 5 управления и при помощи пкевмосдувателя 9 удаляется из штампа, 2 и попадает в устройство 10 для
для размещения заготовки, устройстве для подачи заготовки из загрузочного устройства в штамп, выполненное в виде промьшшенного робота-манипуля40 тора, устройство для удаления отштам пованных деталей из штампа, выполненное в виде пневмосдувателя, и устройство для перемещения деталей, отличающийся тем, что,
45 с целью повышения надежности работы, устройство для перемещения деталей выполнено в виде полой усеченной че- тьфехгранной пирамиды, изогнутой по радиусу вокруг одной из ее боковых
5Q стенок с центром, проходящим через центр этой боковой стенки, и закрепленной на прессе большим основанием.
2,Модуль ПОП.1, отличающийся тем, что пирамида образо
55 вана жестким каркасом, обтянутым кожухом из эластичного материала.
3.Модуль ПОП.1, отличающийся тем, что он снабжен механизмом контроля наличия удаляемых
Ф о р
отвода отштампованных деталей, направляется к стенке кожуха 12 (фиг. 1), изогнутого по большему радиусу и имеющего форму усеченной четырехгранной пирамиды. После чего под действием своего веса свободно опускается на упругий жесткий экран
13с расположенным на нем элементом
14очувствления датчика 15 контроля и считывания ударных колебаний. Во время контакта детали с экраном 13 элемент 14 очувствления формирует электрический сигнал, которьй усиливается и обрабатывается датчиком 15 и поступает в систему 5 управления, которая дает команду манипулятору 3 на продолжение работы в автоматическом режиме о При отсутствии контакта детали 18 с экраном 13 элekтpичecкий сигнал в систему 5 управления с элементами 14 очувствления и датчика 15 не поступает. Система 5 управления дает команду манипулятору 3 на останов в конце выполненного цикла. При возникновении сбоя после его устранения модуль возобновляет работу в автоматическом режиме.
мула изобретения
Ф о р
1. Гибкий производственный модуль для штамповки деталей, содержащий систему управления, пресс, оснащен35 и штампом, загрузочное устройство
для размещения заготовки, устройстве для подачи заготовки из загрузочного устройства в штамп, выполненное в виде промьшшенного робота-манипуля40 тора, устройство для удаления отштампованных деталей из штампа, выполненное в виде пневмосдувателя, и устройство для перемещения деталей, отличающийся тем, что,
45 с целью повышения надежности работы, устройство для перемещения деталей выполнено в виде полой усеченной че- тьфехгранной пирамиды, изогнутой по радиусу вокруг одной из ее боковых
5Q стенок с центром, проходящим через центр этой боковой стенки, и закрепленной на прессе большим основанием.
2,Модуль ПОП.1, отличающийся тем, что пирамида образо55 вана жестким каркасом, обтянутым кожухом из эластичного материала.
3.Модуль ПОП.1, отличающийся тем, что он снабжен механизмом контроля наличия удаляемых
деталей, выполненным в виде экрана, установленного у меньшего основания пирамиды и выполненного из упругого материала, датчика контроля колебаний экрана, снабженного элементом очувствления и устройством регулировки порога срабатывания датчика, связанным с системой управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Переналаживаемый комплекс для штамповки | 1990 |
|
SU1801684A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Автоматическая линия | 1982 |
|
SU1043036A1 |
| Манипулятор к штамповочному прессу | 1989 |
|
SU1685582A1 |
| Автоматизированный комплекс для штамповки | 1986 |
|
SU1530305A1 |
| Автоматическая линия горячей штамповки | 1985 |
|
SU1292899A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1328036A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано для штамповки деталей из штучных заготовок. Целью изобретения является повышение надежности работы устройств.. Манипулятором из загрузочного устройства подается заготовка в рабочую зону пресса. Отштампованная деталь пневмосбрасыва- телем удаляется из рабочей зоны пресса. При этом деталь поступает в устройство для отвода деталей, выполненное в виде кожуха, имеющего форму полой четырехгранной усеченной пирамиды, изогнутой по радиусу вокруг одной из боковых стенок. На выходе из кожуха деталь попадает на экран, зы- полненньш из упругого материала. Экран соединен с датчиком контроля и считывания количества ударов с При отсутствии удара детали об экран датчик подает сигнал на выключение модуля до устранения причин отсутствия поступления отштампованных деталей из д рабочей зоны пресса. 2 з,п, ф-лы, ® 3 ил. 00 01 QO
Z
(поберну/тю) 11
Фиг.г
Вид 6
Фиг.З
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
