1
Изобретение относится к электротехнике электротермического машиностроения, в частности к электровводам для установок ионного аэотиро- вания.
Цель изобретения - повьшение производительности установки путем интенсификации процесса.
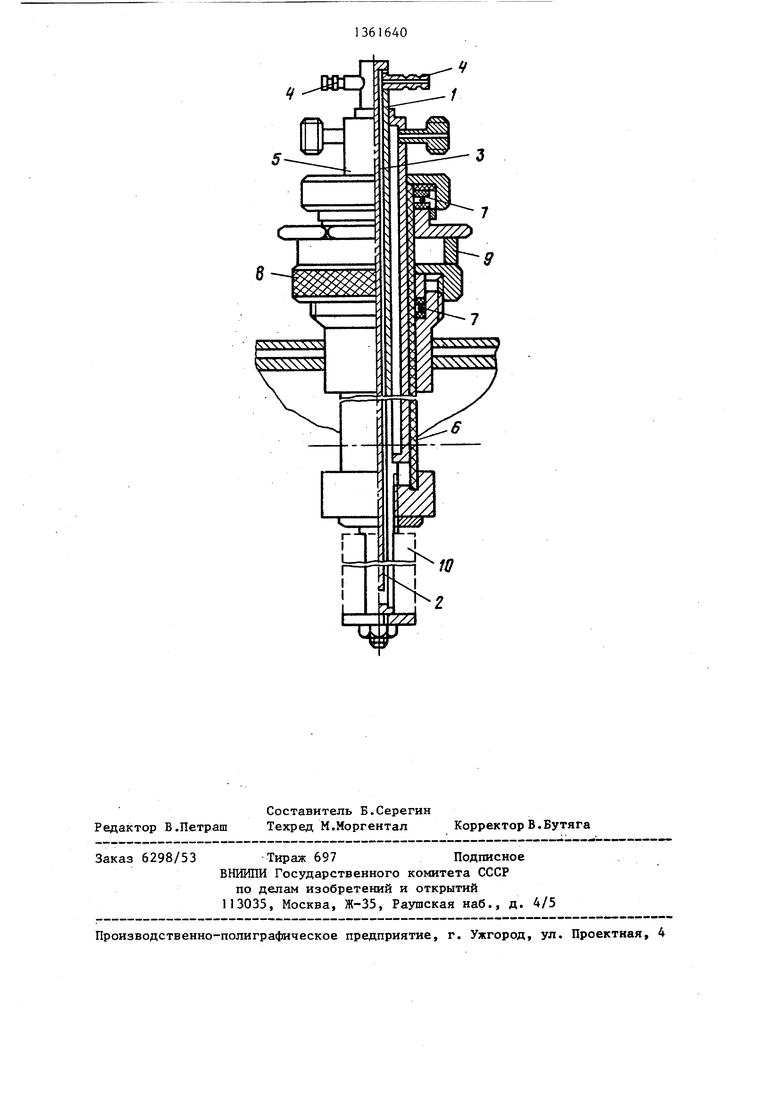
На чертеже представлен электричес кий вакуумный ввод, общий вид, разрез..
Электрический вакуумный ввод состоит из токопроводящего полого стерж ня I, разделенного на две полости 2 .перегородкой 3, штуцеров 4 для подачи воздуха, воды или солевого раствора, наружной трубы 5, являющейся кожухом, в которую заливается при необ
батываемой детали IU. Токоввод с зак репленными иа нем деталями является отрицательным полюсом (катодом). Аро дом служит корпус камеры. Затем давление в камере повьшают до 266- 1330 Па, при напряжении 200 - 400 В зажигают тлеющий разряд и начинается процесс ионного азотирования. При этом скорость движения охлаждающего воздуха, воды или солевого pacTBopia подбирается так, чтобы температура поверхности детали при максимально допустимом ионном токе не превьшала заданную (для углеродистой стали 530®С, для нержавеющей стали ) Возможность облучать деталь ионным током большей плотности позволяет интенсифицировать процесс азотиро вания .
Формула изобретения
Высоковольтный вакуумный ввод для
ходимости жидкий .азот, и служащей од- 20 новременно токоподводом, трубы 6 из изоляционного материала, например кварца, набора изоляционных колец 7, гайки 8 и опорной изоляционной втулки 9, которая воспринимает вес азоти- 25 установки ионного азотирования, со- руемых деталей.
Ввод работает следующим образом.
К штуцеру 4 подводится от коЬшрес- сора воздух или вода, или солевой раствор с целью охлаждения конца 30
держащий кожух, в котором установлен токопроводящий полый стержень с герметичным торцом, предназначенным для размещения в вакуумном объеме, отличающийся тем, что, с целью повышения производительности установки путем интенсификации процесса, стержень разделен перегородкой, образующей две полости, сообщаю щиеся через зазор, расположенный меж ду герметичным торцом стержня и тор цом перегородки, при зтом на противо положном конце стержня расположены штуцеры, соединенные с соответствзгю
центрального стержня , на который надевается трубчатая деталь 10, подвергаемая ионному азотированию. Если деталь 10 имеет коробчатую форму, то она закрепляется на соответствующую насадку, которая надевается на конец трубы 1. После вакуумирования камеры до давления 1-2 Па на наружную трубу 5 подается напряжение 1500 В
и производится катодная очистка обра- 40; щими полостями.
2
батываемой детали IU. Токоввод с закрепленными иа нем деталями является отрицательным полюсом (катодом). Аро- дом служит корпус камеры. Затем давление в камере повьшают до 266- 1330 Па, при напряжении 200 - 400 В зажигают тлеющий разряд и начинается процесс ионного азотирования. При этом скорость движения охлаждающего воздуха, воды или солевого pacTBopia подбирается так, чтобы температура поверхности детали при максимально допустимом ионном токе не превьшала заданную (для углеродистой стали 530®С, для нержавеющей стали ). Возможность облучать деталь ионным током большей плотности позволяет интенсифицировать процесс азотирования .
установки ионного азотирования, со-
Формула изобретения
установки ионного азотирования, со-
Высоковольтный вакуумный ввод для
ановки ионного азотирования, со-
установки ионного азотирования, со-
держащий кожух, в котором установлен токопроводящий полый стержень с герметичным торцом, предназначенным для размещения в вакуумном объеме, отличающийся тем, что, с целью повышения производительности установки путем интенсификации процесса, стержень разделен перегородкой, образующей две полости, сообщающиеся через зазор, расположенный между герметичным торцом стержня и торцом перегородки, при зтом на противоположном конце стержня расположены штуцеры, соединенные с соответствзгю
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический вакуумный ввод | 1981 |
|
SU1080219A1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ НА ДЕТАЛЬ НАНОСТРУКТУРИРОВАННОГО МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 2008 |
|
RU2388684C2 |
| Токоввод катода установок ионного азотирования | 1988 |
|
SU1716292A1 |
| СПОСОБ ЛОКАЛЬНОЙ ОБРАБОТКИ СТАЛЬНОГО ИЗДЕЛИЯ ПРИ ИОННОМ АЗОТИРОВАНИИ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2640703C2 |
| Установка для ионного азотирования | 1989 |
|
SU1693117A1 |
| Способ обработки поверхности на стальных деталях | 2021 |
|
RU2766388C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ДЕТАЛИ ТИПА ЗУБЧАТОЕ КОЛЕСО | 2019 |
|
RU2711064C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2625864C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2760309C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
Составитель Б.Серегин Редактор В.Петраш Техред М.Моргентал Корректор В.Вутяга
6298/53
Тираж 697Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Токоввод для установки ионного азотирования | 1977 |
|
SU653627A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрический вакуумный ввод | 1981 |
|
SU1080219A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
