Изобретение относится к трубоги- бочному производству, в частности к технологии и оборудованию для изготовления крутонзогнутых отводов термопластичных труб из трубной заготовки преимущественно больших диаметров.
Цель изобретения - повышение качества изделий и производительности.
1.
На фиг.1 изображено устройство,
общий вид; на фиг.2 - кольцевой разделитель, общий вид; на фиг.З - то же, вид сбоку.
На основании 1 размещена обмот са
2с фильерой, состоящей из прямоли- :нейного 3 и криволинейного 4 -участков. В фильере установлен сердечник 5 с прямолинейным 6 и криволинейным 7 участками, причем длина участка 6
сатором 10, после чего разводят замок 9, При помощи силовых цилиндров 13, взаимодействующих через упор 14 с крайним левым (по чертежу) кольце вым разделителем 15, заготовку 8 пе ремещают на один шаг так, что она сходит с участка 6 и полностью разм щается на участке 7 сердечника 5.
10 После этого весь цикл повторяется. При этом каждая предыдущая заготовк 8 оказывает противодействие перемещению последующей заготовки, что сп собствует ее лучшему формованию. Го
15 товые детали 20, которые сошли с се дечника 5, попадают в приемный бунк 19. Разделители 15, перемещаясь вме сте с заготовкой 8, сохраняют неизменность положения сердечника 5 отн
больше длины участка 3 по меньшей ме- 20 еительно оси фильеры, в результате
сатором 10, после чего разводят замок 9, При помощи силовых цилиндров 13, взаимодействующих через упор 14 с крайним левым (по чертежу) кольцевым разделителем 15, заготовку 8 перемещают на один шаг так, что она сходит с участка 6 и полностью размещается на участке 7 сердечника 5.
После этого весь цикл повторяется. При этом каждая предыдущая заготовка 8 оказывает противодействие перемещению последующей заготовки, что способствует ее лучшему формованию. Готовые детали 20, которые сошли с сердечника 5, попадают в приемный бункер 19. Разделители 15, перемещаясь вместе с заготовкой 8, сохраняют неиз , менность положения сердечника 5 отно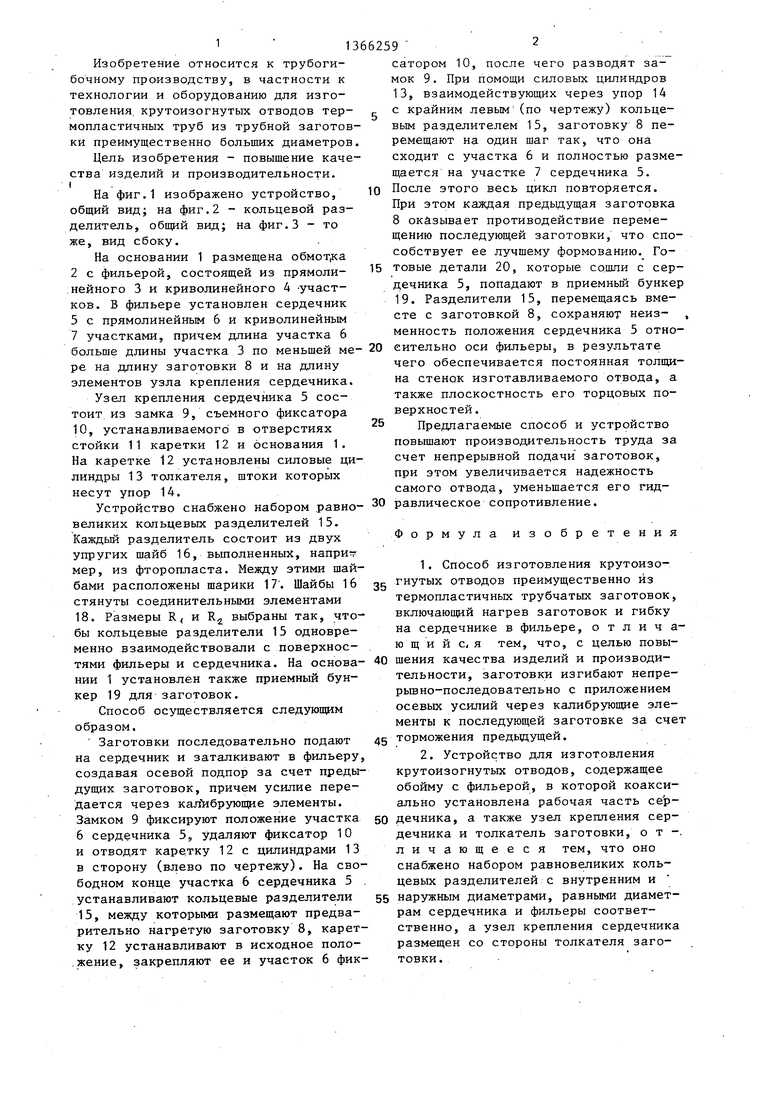
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления крутоизогнутых отводов | 1981 |
|
SU965550A1 |
| Пресс для изготовления крутоизог-нутых отводов | 1974 |
|
SU508294A1 |
| Пресс для изготовления крутоизогнутых отводов | 1978 |
|
SU764771A1 |
| Устройство для изготовления крутоизогнутых отводов | 1984 |
|
SU1260061A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1990 |
|
SU1792002A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1995 |
|
RU2100117C1 |
| Устройство для гибки труб | 1978 |
|
SU733783A1 |
| Гидравлический пресс для изготовления крутоизогнутых отводов | 1978 |
|
SU774678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1991 |
|
RU2028849C1 |
Изобретение относится к трубо- гибочному производству, в частности к технологии и оборудованию для изготовления крутоизогнутых отводов термопластичных труб преимущественно большого диаметра. Целью изобретения является повьш1ение качества изделий а и производительности. Для этого заготовки (ЗГ) 8 последовательно подают на сердечник (С) 5 и заталкивают в фильеру (Ф), имеющую прямолинейный 3 и криволинейньш 4 участки. Прямолинейный 6 участок С 5 длиннее участка 3 по меньшей мере на длину ЗГ 8. Между соседними ЗГ 8 размещают кольцевые разделители 15, диаметры которых соответствуют диаметрам Ф и С 5. Усилие деформирования создается с помощью силовых цилиндров 13 толкателя. Для обеспечения работы толкателя узел крепления С 5 выполнен в виде съемного фиксатора 10, размещаемого в стойке каретки 12 толкателя, и замка 9. Разделители 15, перемещаясь вместе с ЗГ 8, сохраняют неизменность положения С 5 относительно оси Ф. В результате этого обеспечивается постоянная толщина стенок изготавливаемого отвода, а также плоскостность его торцовых поверхностей. Способ и устройство обеспечивают по- вьш1ение производительности за счет непрерьшной подачи заготовок. 2 с.п. ф-лы, 3 ил. & сд фае
ре на длину заготовки 8 и на длину элементов узла крепления сердечника.
Узел крепления сердечника 5 состоит из замка 9, съемного фиксатора 10, устанавливаемого в отверстиях стойки 11 каретки 12 и основания 1. На каретке 12 установлены силовые цилиндры 13 толкателя, штоки которых несут упор 14.
Устройство снабжено набором равновеликих кольцевых разделителей 15. Каждый разделитель состоит из двух упругих шайб 16, выполненных, наприг мер, из фторопласта. Между этими шайбами расположены щарики 17. Шайбы 16 стянуты соединительными элементами 18. Размеры R и R выбраны так, чтобы кольцевые разделители 15 одновременно взаимодействовали с поверхностями фильеры и сердечника. На основа- 40 шения качества изделий и производинии 1 установлен также приемный бункер 19 для заготовок.
Способ осуществляется следующим образом.
Заготовки последовательно подают на сердечник и заталкивают в фильеру, создавая осевой подпор за счет предыдущих заготовок, причем усилие передается через кал йбрующие элементы. Замком 9 фиксируют положение участка 6 сердечника 5,, удаляют фиксатор 10 и отводят каретку 12с цилиндрами 13 в сторону (влево по чертежу). На свободном конце участка 6 сердечника 5 . устанавливают кольцевые разделители 15, между которыми размещают предварительно нагретую заготовку 8, каретку 12 устанавливают в исходное поло- .жение, закрепляют ее и участок 6 фик
чего обеспечивается постоянная толщина стенок изготавливаемого отвода, а также плоскостность его торцовых поверхностей.
Предлагаемые способ и устройство повышают производительность труда за счет непрерывной подачи заготовок, при этом увеличивается надежность самого отвода, уменьшается его гидравлическое сопротивление.
Формула изобретения
45 торможения предьщущей.
55 наружным диаметрами, равными диаметрам сердечника и фильеры соответственно, а узел крепления сердечника размещен со стороны толкателя заготовки.
gjusz
/
т
фигЗ
| Тавастшерна Р.И., Изготовление и монтаж технологических трубопроводов | |||
| М.: Высшая школа, 1967, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
