/
00
о: о
00
4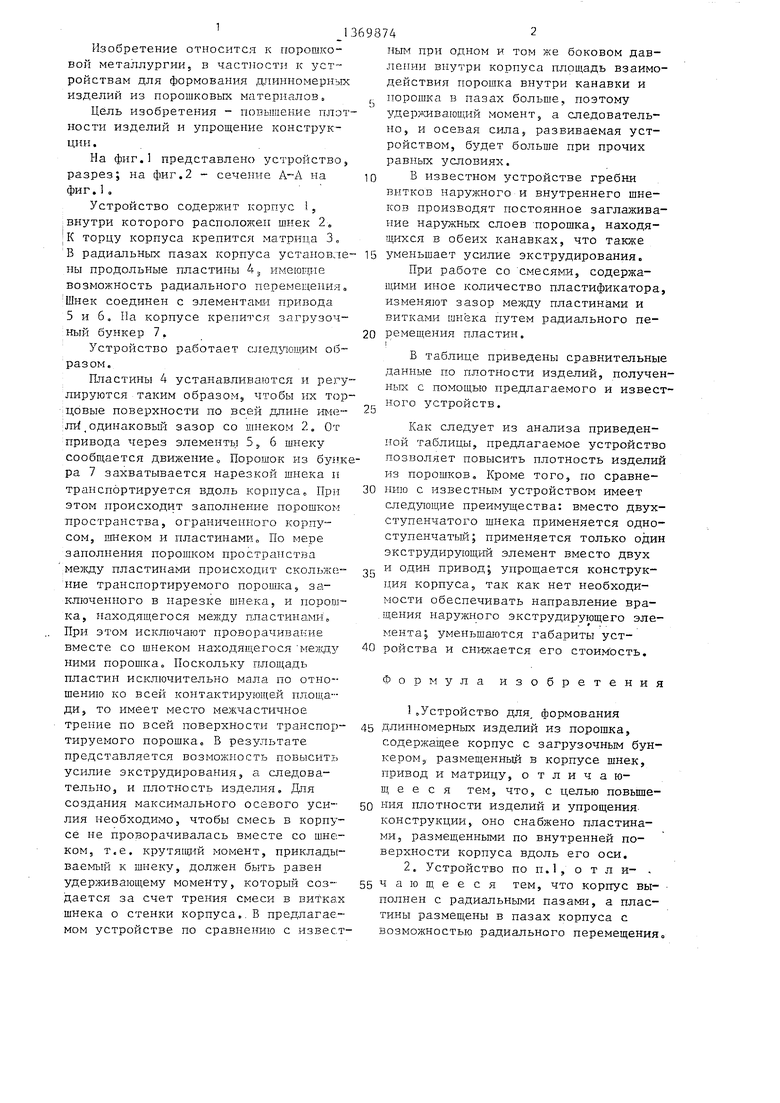
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования изделий из порошков | 1988 |
|
SU1586856A1 |
| Устройство для формования длинномерных изделий | 1983 |
|
SU1139565A1 |
| Устройство для непрерывного прессования пластифицированных порошков | 1985 |
|
SU1310112A1 |
| Устройство для экструдирования порошковой проволоки | 1985 |
|
SU1304986A1 |
| Устройство для получения изделий из металлического порошка экструзией | 1981 |
|
SU952438A1 |
| Устройство для экструдирования порошковой проволоки | 1984 |
|
SU1177058A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1987 |
|
SU1423283A1 |
| Устройство для непрерывного формования изделий из порошков | 1986 |
|
SU1379092A1 |
| Установка для прессования металлических порошков | 1987 |
|
SU1438924A1 |
| Устройство для непрерывного прессования порошков | 1982 |
|
SU1199447A1 |
Изобретение относится к порошковой металлургии. Цель изобретения - повышение плотности изделий и упрощение конструкции. Пластины 4 устанавливаются так чтобы их торцовые поверхности по всей длине имели одинаковый зазор со шнеком 2, размещенным в корпусе 1. От привода через элементы 5,6 шнеку сообщается движение. Порошок из бункера 7 захватывается нарезкой шнека и транспортируется вдоль корпуса к матрице 3. Пластины 4 исключают проворачивание транспортируемого порошка вместе со шнеком 2. За счет увеличения усилия зк- струдирования повьш1ается плотность изделий. При работе со смесями, содержащими различное количество пластификатора, изменяют зазор между пластинами и витками шнека путем радиаль- ного перемещения пластин. 1 з.п. ф-лы, 2 ил., 1 табл.сЛ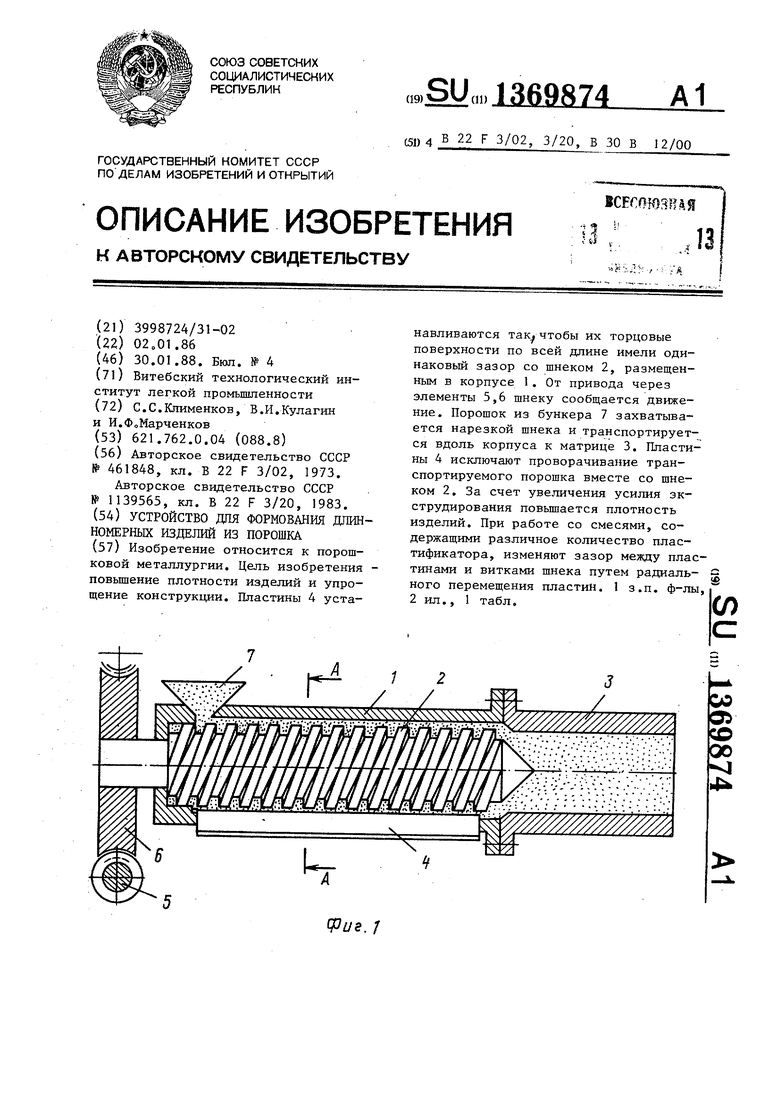
(pus. /
Изобретение относится к порошковой металлургии, в частности к устройствам для формования дотинномерных изделий из порошковых материалов,
Цель изобретения - повышение плотности изделий и упрощение конструкции ,
На фиг.1 представлено устройство, разрез; на фиг.2 - сечение А-А на фиг.1.
Устройство содержит корпус 1, :внутри которого расположен шнек 2, К торцу корпуса крепитс матрица 3
В радиальных пазах корпуса установле- 15 уменьшает усилие экструдирования.
ны продольные пластины 4; имеющие возможность радиального перемещения, Шнек соединен с злементам-i привода 5 и 6. На корпусе крепится загрузочный бункер 7.
Устройство работает сихедующим образом.
Пластины 4 устанавливаются и регулируются таким образом, чтобы их торцовые поверхности по всей длине имели , одинаковьш зазор со шнеком 2. От привода через элементы 5 6 шнеку сообщается движение Порошок из бункра 7 захватывается нарезкой щнека и транспортируется вдоль корпуса При этом происходит заполнение порошком пространства, ограниченного корпусом, и пластинами По мере заполнения порошком пространстгеа мезкду пластинами происходит СКОЛЬЖЕ;- ние транспортируемого порошка, заключенного в нарезке П1нека, и поропд- ка, находящегося между пластинами При этом исключают проворачивание вместе со шнеком находящегося мелсду ними порошка. Поскольку площадь пластин исключительно мала по отношению ко всей контактирующей площади, то имеет место межчастичное трение по всей поверхности транспортируемого порошка, В результате представляется возможность повысит1 усилие зкструдирования, а следовательно, и плотность изделия. Для создания максимального осевого усилия необходимо, чтобы смесь в корпусе не проворачивалась вместе со шнеком, т.е. крутящий момент, прикладываемый к щнеку, должен быть равен удерживающему моменту, который создается за счет трения смеси в витках шнека о стенки корпуса.. В предлагаемом устройстве по сравнению с .известным прн одном и том же боковом давлении внутри корпуса площадь взаимодействия порошка внутри канавки и порошка в пазах больше, поэтому удерлшвающий момент, а следовательно, и осевая сила, развиваемая устройством, будет больше при прочих равных условиях.
В известном устройстве гребни витков нарулшого и внутреннего шнеков производят постоянное заглаживание наружных слоев порошка, находящихся в обеих канавках, что также
При работе со смесями, содержащими иное количество пластификатора, изменяют зазор между пластинами и витками шнека путем радиального пе- ремещения пластин.
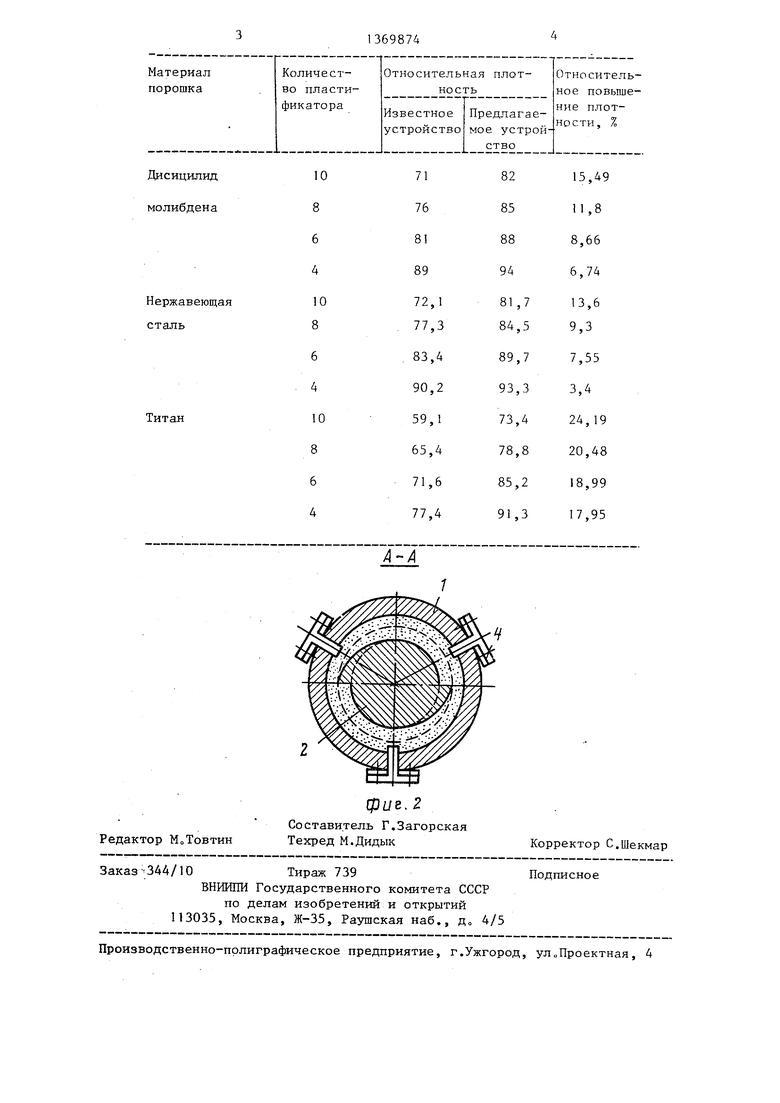
В таблице приведены сравнительные данные по плотности изделий, получен- ньк с помощью предлагаемого и извест- ного устройств.
Как следует из анализа приведенной таблицы, предлагаемое устройство позволяет повысить плотность изделий из порошков. Кроме того, по сравнению с известным устройством имеет следующие преимущества: вместо двухступенчатого щнека применяется одноступенчатый; применяется только од;ин экструдирующий элемент вместо двух
и один привод; упрощается конструкция корпуса, так как нет необходимости обеспечивать направление вращения наружного экструдирующего элемента; уменьшшотся габариты устройства и снижается его стоим ость.
Формула изобретения
содержащее корпус с загрузочным бункером, размещенный в корпусе шнек, привод и матрицу, о т л и ч а ю- щ е е с я тем, что, с целью повьше- ния плотности изделий и упрощения, конструкции, оно снабжено пластинами, размещенными по внутренней поверхности корпуса вдоль его оси.
| Устройство для прессования изделий из порошковых материалов | 1973 |
|
SU461848A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для формования длинномерных изделий | 1983 |
|
SU1139565A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
