Изобретение относится к теплотехнике и может быть использовано при изготовлении .футеровок из каменного литья для циклонов установки сухого тушения кокса с применением шпаклевочной массы и кремнефтористого натрия, жидкого стекла и порошка каменного литья.
Целью изобретения является повышение термостойкости футеровки и срока ее службы.
Способ футеровки ИЗ каменного литья циклонов установки сухого тушения кокса включает очистку поверхности циклонов, нанесение шпаклевки сушку, крепление шпаклевкой футеро- вочных плит из каменного литья и последующую сушку, при этом сушку проводят дважда со скоростью нагрева 4,5-5,5 град/ч до 35-45°С после нанесения первого слоя и со скоростью 3-4 град/ч до 75-85°С после нанесения второго слоя, а сушку nor после крепления футеровочных плит проводят последовательно в три стадии: первая со скоростью 1,5 2,5 град/ч до 35-45 С, вторая со
скоростью 130-140°С,
3,5 - 4,5 град/ч до
третья со скоростью 5-6 град/ч до 160-200°С. Шпаклевку из кремнефтористого натрия, жидкого стекла и порошка каменного литья готовят в соотношении I:(7-9):(15-17) для первого слоя; 1:(10-12):(19-21) для второго слоя И I : (6-8):(17,5-19) для крепления футеровочных плит.
Способ осушествляется следующим образом.
Дпя футеровки циклонов установки сухого тушения кокса используют плиты из базальтового каменного литья, порошок из того же литья, кремнефто- ристый натрий и жидкое стекло.
Шпаклевку готовят в виде базальтовой замазки, содержащей кремне- фтористый натрий, жидкое стекло, порошок из каменного литья, взятых в соотношении 1:(7-9):(15-17) для пер- вого слоя, 1:(10-12):(19-21) для второго слоя покрытия поверхности циклонов и 1;(6-8):(17,5-19) для футеровки плитами из каменного литья
После механической очистки поверхности циклонов шпаклевку наносят в два слоя, при этом после нанесения первого слоя производят сушку с нагревом со скоростью 4,5-5,5 рад/
0
5
0
5
0
5
0
5
0
5
/ч до 35-45 С, после нанесения второго слоя - со скоростью 3-4 град/ч до 75-85 С, а после футеровки плитами каменного литья сушку производят в три этапа: первый этап - со скоростью 1,5-2,5 град/ч до 35-45°С, второй - со скоростью 3,5-4,5 град/ч до 130-140 С и третий - со скоростью 5,0-6,0 град/ч до 160-200 С.
Дпя сушки используют охлажденный циркулирующий в замкнутом контуре установки сухого тушения кокса газ, который продувают через всю систему, включая циклоны. Проходя котел-утилизатор, который специально подогревается паром, газ постепенно нагревается и прогревает установку. Perymf- рование температуры ведется изменением количества циркулирующего газа и подачи пара.
Используемые в процессе сушки различные скорости нагрева способствуют медленному подогреву всех составляющих футеровки - металлического кожуха, раствора и плит каменного литья, имеющих разные теплотехнические свойства, что необходимо для сохранения допустимых температурных расширений футеровки и надежного крепления плит к заамзке.
Конкретные режимы реализации способа и свойства футеровки представлены в таблице.
Состояние замазки после футеровки плитами устанавливали визуально; определяли качество швов между плитами и плотность прилегания плит к металлической поверхности циклона, поскольку при футеровке циклонов определяющим является не прочность самих плит, а прочность крепления плит к металлической поверхности циклонов, от которой зависит увеличение срока службы футеровки.
Предлагаемый способ позволяет увеличить термостойкость футеровки по количеству теплосмен до 42-48 и срок службы футеровки на 23,3- 26,6%. При этом обеспечивается качественное покрытие на металличес - кой поверхности циклонов.
Формула изобретения
Способ футеровки циклонов установки сухого тушения кокса, включающий очистку поверхности циклонов, нанесение шпаклевки из порошка каменного
литья, жидкого стекла и кремнефто- ристого натрия, ее сушку, крепление шпаклевкой футеровочных плит из каменного литья и последующую сушку, отличающийся тем, что, с целью повьппения термостойкости футеровки и срока ее службы, шпаклевку наносят в два слоя, сушку ее проводят дважды:со скоростью нагрева 4,5-5,5 град/ч до температуры 35-45 с после нанесения первого слоя и со скоростью 3-4 град/ч до температуры 75-85 С после нанесения второго слоя, а сушку после крепления
футеровочных плит проводят по режиму: нагрев со скоростью 1,5-2,5 гра /ч до температуры 35-45°С, со скоростью 3,5-4,5 град/ч до температуры 130-140 С и со скоростью 5- 6 град/ч до температуры 160-200 С, причем птаклевку готовят при соотношении кремнефтористого натрия, жидкого стекла и порошка каменного литья для первого слоя 1:(7-9):(15- 17), для второго слоя - 1:(10-12): : (19-21) и для крепления футеровочных плит - 1:(6-8):(17,5-19).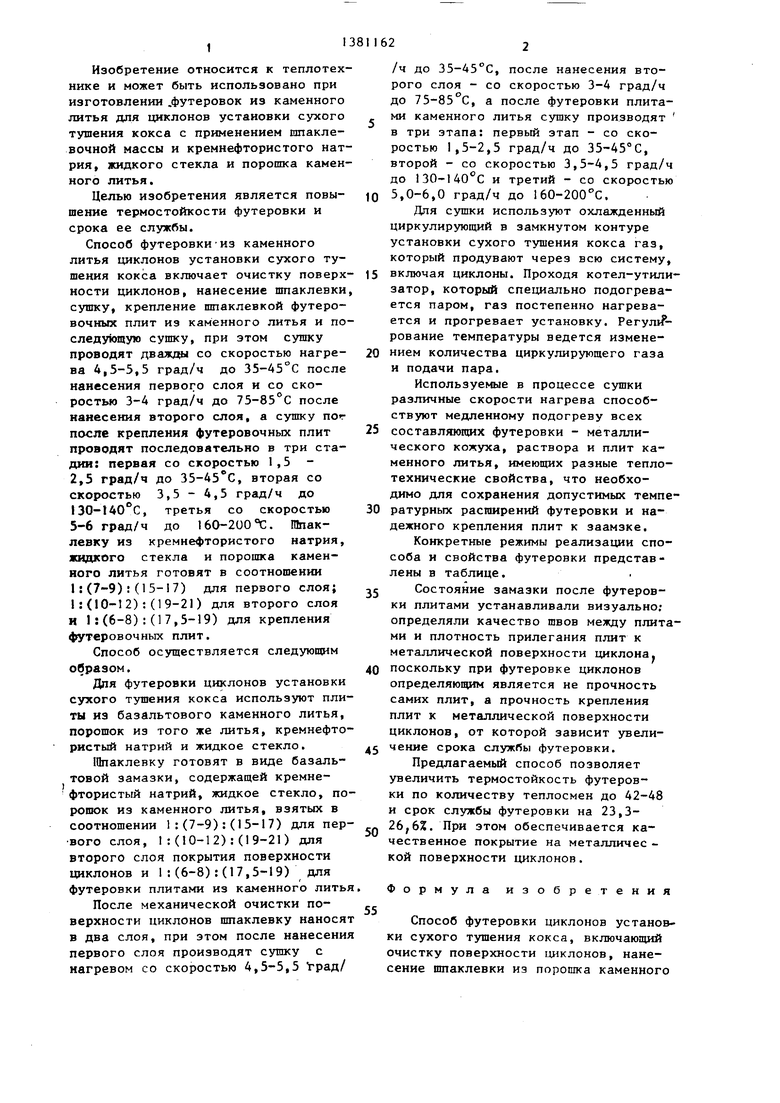

| название | год | авторы | номер документа |
|---|---|---|---|
| Защитное покрытие металла при нагреве | 1980 |
|
SU918318A1 |
| Паста для ремонта металлических форм | 1983 |
|
SU1121088A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2018 |
|
RU2693717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
| Вагон для приема раскаленного кокса | 1978 |
|
SU859415A1 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕЛКИХ КЛАССОВ КОКСА | 2007 |
|
RU2325433C1 |
| Масса для торкретирования | 1974 |
|
SU609742A1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2008 |
|
RU2385972C1 |
| Огнеупорная защитная масса | 1981 |
|
SU996387A1 |
| Футеровка вагона для приема и транспортировки раскаленного кокса | 1987 |
|
SU1555338A1 |
Изобретение относится к области теплотехники и может быть использовано при изготовлении футеровок из каменного литья для циклонов установки сухого тушения кокса с применением шпаклевочной массы из кремне- фтористого натрия, жидкого стекла, и порошка каменного литья. Для повьппения термостойкости футеровки и срока ее службы после очистки поверхности циклонов и нанесения шпаклевки сушку с нагревом проводят со скоростью 4,5-5,5°С/ч до температуры 35-45 С после нанесения i первого слоя и со скоростью 3-4°С/ч до температуры 75-85°С после нанесения второго слоя, а сушку после крепления футеровочных плит проводят последовательно в три стадии: первая со скоростью 1,5-2,5°С/ч до температуры 35-45°С, вторая со скоростью 3,5-4,5°С/ч до температуры 130-140 С, третья со скоростью 5- 6°С/ч до температуры 160-200 С, причем шпаклевку готовят при соотношении кремиефтористого натрия, жидкого стекла и порошка каменного литья для первого слоя 1:(7-9):(15-17), для второго слоя I:(10-12):(19-21) и для крепления футеровочных плит 1:(6-8):(17,5-19). Получаемая футеровка характеризуется термостойкостью по числу теплосмен 42-48, срок службы увеличен на 23,3-26,6%. 1 табл. (Л САЭ эо
Соотношение кремнефтористого натрия, жидкого стекла и порошка каменного литья ,. для слоя
первого
второго
крепления футеровочных плит
Режим сушки до температуры нагрева слоев шпалевки
1-й слой:
Скорость,град/ч
Температура,с
2-й слой:
Скорость,град/ч
Температура,с
Режим сушки после крепления футеровочных пли по стадиям
1-я
Скорость нагрева,град/ч 1,5 Температура нагрева, С 35
2-я
3-я
Скорость нагрева,град/ч3,5
Температура нагрева,°С140
ч
Скорость нагрева,град/ч5.0
1:8:16 1 :П:20
1:7:18
1:9:17 1:12:21
1:8:19
12-15 50
4,5 130
6-8 170
Температура нагрева, С
Характеристики футеровки Термостойкость по числу теплосмен ( - вода или - вода)
Увеличение срока службы, % (по сравнению с прототипом)
23,3
Продолжение таблицы
180
160
48
45
8
26,6
25,0
| Способ футеровки металлургических агрегатов | 1978 |
|
SU699017A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Теплитский М.Г | |||
| и др | |||
| Сухое тушение кокса | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
