Изобретение относится к кузнечно- штамповочному производству и предназначено для использования на оборудовании с нежестким кинематическим ходом.
Целью изобретения является повышение производительности и эксплуатационных свойств устройства.
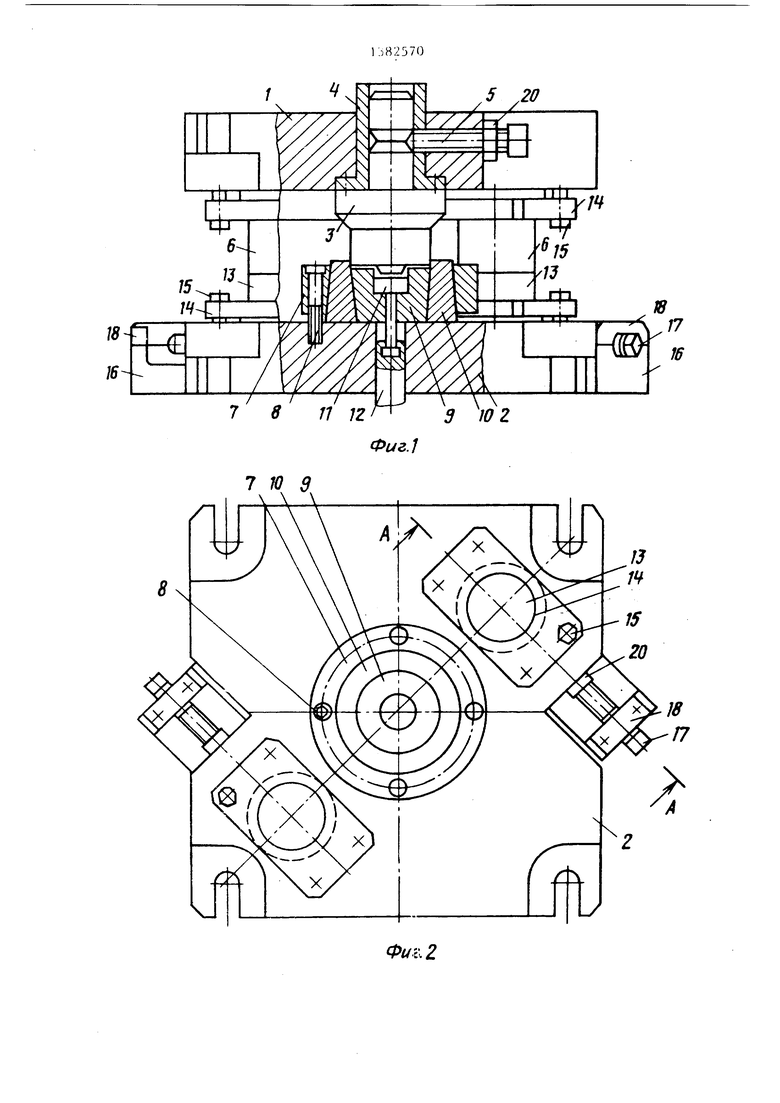
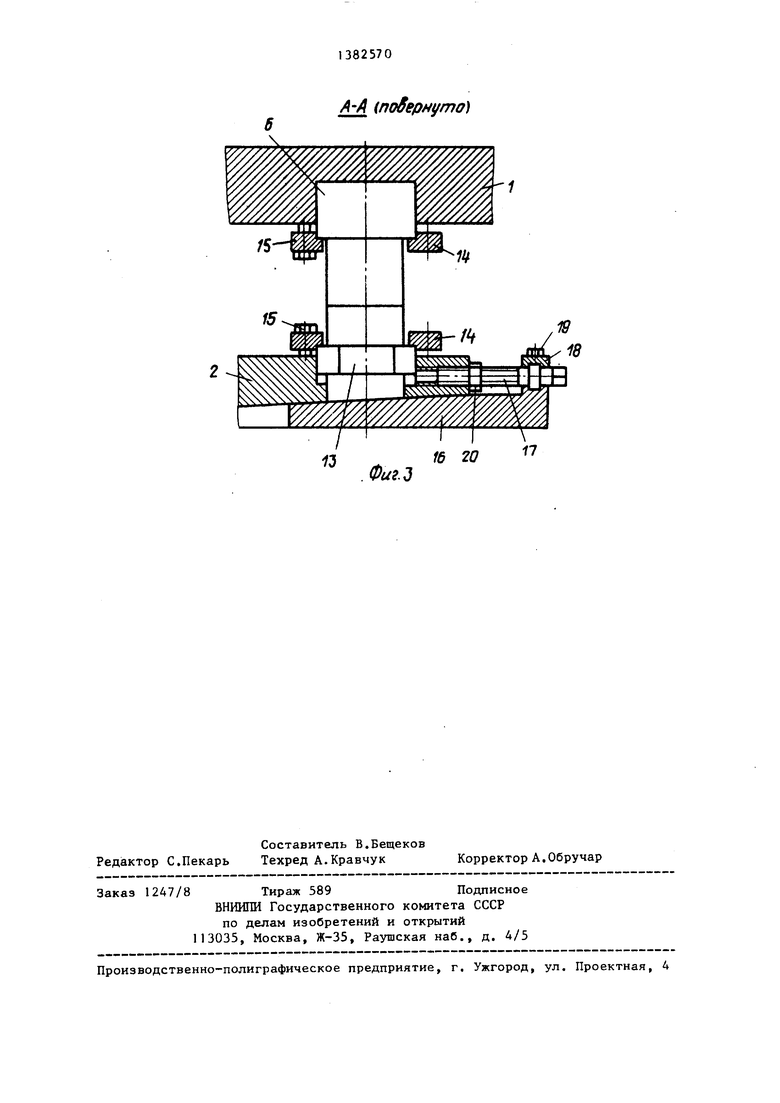
На фиг. 1 представлено устройст- во, общий вид; на фиг. 2 - то же, ви в плане; на фиг. 3 - разрез А-А на фиг. 2.
Устройство состоит из верхней 1 и нижней 2 плит. В верхней плите 1 ус- тановлены пуансоны 3 с помощью, например, втулки 4 и винта 5, а также верхние ограничительные упоры 6. На нижней плите 2 закрепляются с помощью кольца 7 и болтов 8 матричный блок в виде матрицы 9, бандажа 10 и выталкивателя 11, связанного с толкателем 12 штамповочного оборудования, и нижние ограничительные упоры 13. Упоры 6 и 13 крепятся с помощью кры- шек 14 болтами 15. В боковых пазах нижней плиты под упорами 13, вьшол- ненными со скосами, смонтированы клинья 16 с возможностью перемещения вдоль пазов. Для перемещения клиньев служит винт 17 с буртом, фиксируемый в корпусе клина крьшкой 18 и болтами 19. На винтах 5 и 17 установлены контргайки 20.
Для наладки устройства на определенный типоразмер поковки необходимо установить требуемое расстояние между матрицей 9 и пуансоном 3 с помщью регулируемых нижних упоров 13. Для этого предварительно откручивают болты 15 нижних упоров 13 и контргайки 20. Затем, вращая винты 17, перемещают клинья 16, что вызывает подъ
5 0 5 о
5
ем (или опускание) упоров 13, т.е. изменение закрытой высоты устройства.
Контроль величины регулировки можно осуществлять по пробным штамповкам (замеряя высоту поковки) или путем установки между матрицей 9 и пуансоном 3 проставки требуемого размера. По окончании наладки винт 17 фиксируется контргайкой 20, упоры 13 поджимаются болтами 15, и устройство готово к работе.
При необходимости может производиться смена как рабочего инструмента, так и ограничительных упоров без снятия устройства с штамповочного оборудования.
Возможны варианты с регулируемыми верхними упорами (которые целесообразно применять на оборудовании с нижним приводом) и с другими известными способами фиксации инструмента, например, с применением направляющих колонок, ловителей и т.п.
Формула изобретения
Устройство для объемного деформирования, содержащее верхнюю и нижнюю плиты с закрепленны1 и на них пуансоном и матричным блоком, ограничительными упорами, размещенными в отверстиях плиты, а также регулировочными клиньями, установленными в пазах нижней плиты с возможностью взаимодействия с ограничительными упорами, отличающееся тем, что, с целью повьшения производительности и эксплуатационных свойств, пазы в нижней плите смещены в диаметрально противоположных направлениях от оси давления штампа, а ограничительные упоры размещены над пазами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Способ охлаждения и смазки штампового инструмента и устройство для его осуществления | 1987 |
|
SU1512701A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Штамп для обрезки облоя | 1982 |
|
SU1060291A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для оборудования с нежестким кинематическим ходом. Цель - повышение производительности и экс- плуатационнь1х свойств устройства. Регулировочные клинья размещены в боковых пазах, в стороне от оси давления штампа. Ограничительные упоры установлены в зоне упомянутых пазов. При регулировке высоты рабочей зоны регулировочные клинья перемещают в пазах. При необходимости может производиться смена как рабочего инструмента, так и ограничительных упоров без снятия устройства со штамповочного оборудования.. 3 ил. (Л
Фиг.
Фиг: 2
А А (подернуто)
. Фиг.З
| Бабенко В.А | |||
| и др | |||
| Объемная штамповка | |||
| Атлас схем и типовых конструкций штампов | |||
| - М.: Машиностроение, 1972, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
