ОО
00
ГчЭ
О5 ОО
Изобретение относится к способам установки и фиксации изделий при сварке и может быть использовано при создании устройств для установки и закрепления изделий в механизмах, выполняющих сбороч- но-сварочные операции.
Цель изобретения - повышение производительности путем сокращения длительности цикла подготовки изделия к сварке.
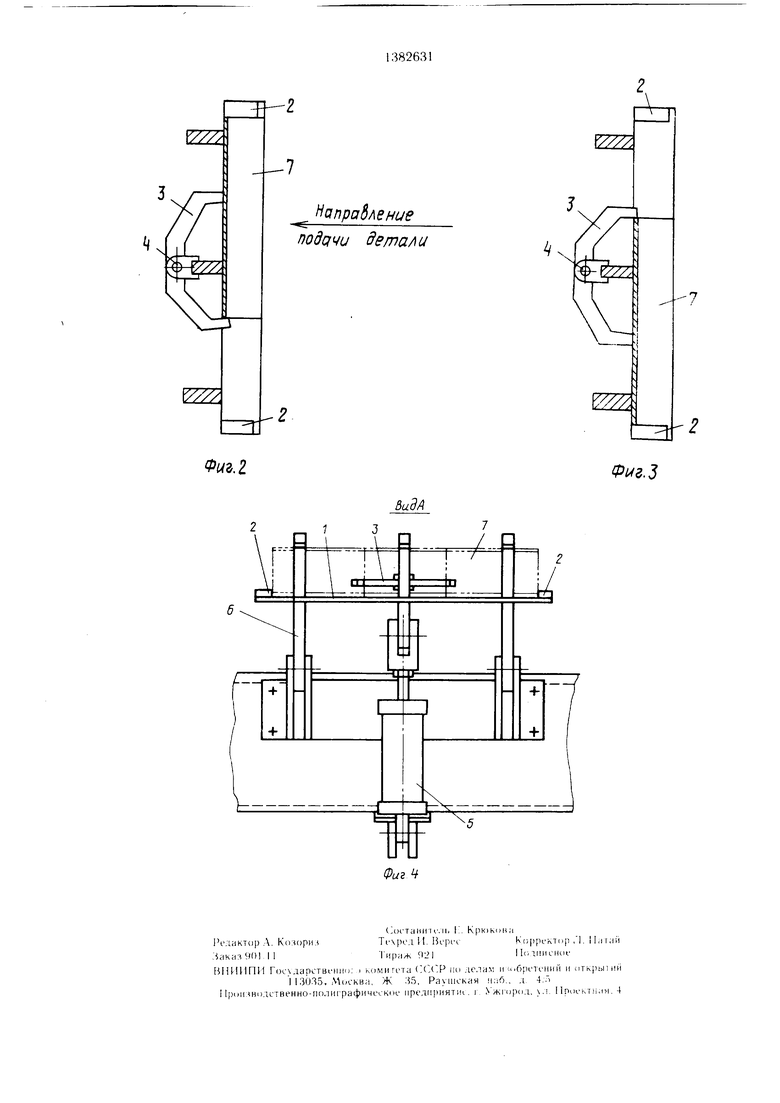
На фиг. 1 показано устройство, общий вид; на фиг. 2 - деталь, расположение у правого упора, вид сверху; на фиг. 3 - то же, расположение у левого упора; на фиг. 4 - вид А на фиг. I.
Устройство для реализации предлагаемого способа содержит ложемент 1 с закрепленными на нем упорами 2 и фиксатором 3, выполненным в виде двуплечего рычага с возмо } ностью поворота вокруг оси 4 в плоскости, параллельной продольной оси ложемента 1. Пневмоцилиндр 5 связан с поворотным рычагом 6, предназначенным для прижима детали 7 к свариваемому узлу 8.
Способ осуца.ествляют следующим образом.
Деталь 7 укладывают на ложемент 1 в зависимости от места ее приварки на узле 8 (справа или слева). При этом положение детали в поперечном направлении ограничивается с одной стороны неподвижным упором 2, а с другой стороны - ограничивающим плечом фиксатора 3. Задняя стенка детали 7 воздействует на подающее плечо фиксатора 3, поворачивая его вокруг оси 4. Таким образом, ограничивающее плечо фиксатора 3 перемещается, обеспечивая поджим детали в сторону неподвижного упора 2.
Окончательно фиксирование детали 7 под сварку проис.ходит после срабатывания пнев- моцилиндра 5, который поворачивает рычаг 6, прижимающий деталь 7 к свариваемому узлу 8.
Базировка детали 7 в направлении подачи к трубе обеспечивается конфигурацией ложемента 1 и положением оси его поворота относительно свариваемого узла 8. Базировка детали 7 в перпендикулярном направлении обеспечивается в двух положениях постоянными упорами 2 и фиксатором 3, причем размеры фиксатора 3 и
расстояние до неподвижного упора 2 обеспечивают установку детали 7 между одним из плеч и неподвижным упором 2 с заданной точностью.
Фиксатор 3 обеспечивает без переналадки прижим детали как к правому неподвижному упору 2 на ложементе, так и к левому при установке детали со сдвигом вправо или влево. После приварки детали 7 к узлу 8 Пневмоцилиндр 5 возвращает рычаг 6 в исходное положение.
Предлагаемый способ позволяет повысить производительность путем сокращения простоев и сведения к минимуму времени на установку и фиксацию детали под сварку.
Формула изобретения
Способ установки и фиксации изделий при сварке, включающий подачу изделия, установку его и фиксацию относительно неподвижного упора посредством двуплечего рычага, отличающийся тем, что, с целью повыщения производительности путем сокращения длительности цикла подготовки изделия к сварке, подачу изделия производят в направлении, перпендикулярном к оси качания двуплечего рычага, а фиксацию осуществляют путем воздействия стенки изде ЛИЯ на одно из плеч двуплечего рычага с одновременным взаимодействием другого плеча рычага с торцовой поверхностью изделия.
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Машина для шовной электрической сварки | 1986 |
|
SU1397223A1 |
| Стенд для сборки и сварки стенок кузовов транспортных средств | 1980 |
|
SU919846A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| Установка для сварки изделий | 1978 |
|
SU942195A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Пневмопривод машины для контактной точечной сварки | 1990 |
|
SU1759582A1 |
| Установка для сварки пространственных каркасов | 1990 |
|
SU1784423A1 |
Изобретение относится к способам установки и фиксации изделий при сварке и может быть использовано при создании устройств для установки и закрепления изделий в механизмах, выпо.тняющих сбороч- но-сварочные операции. Цель - повышение производительности. Деталь 7 укладывают на ложемент I в зависимости от места ее приварки на узле 8 (справа или слева). Задняя стенка детали 7 воздействует на подающее плечо фиксатора 3, поворачивая его вокруг оси 4 и обеспечивая поджим детали в сторону неподвижного упора 2. Окончательно фиксирование детали 7 под сварку происходит после срабатывания пнев- моцилиндра 5, который поворачивает рычаг 6, прижимающий деталь 7 к свариваемому узлу 8. После приварки детали 7 к узлу 8 пневмоцилиндр 5 возвращает рычаг 6 в исходное положение. Благодаря самоустановке изделия в рабочее положение при его подаче сокращаются простои и сводится к минимуму время на установку и фиксацию детали под сварку. 4 ил. (Л
Фиг. 2
.З
| Устройство для ориентации перед сваркой поперечных ребер жесткости относительно полотнища | 1976 |
|
SU629033A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Евстифеев Г | |||
| А | |||
| и Веретенников И | |||
| С | |||
| Средства механизации сварочного производства | |||
| М.: Машиностроение, 1977, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
