Фиг.
Изобретение относится -к литейному производству и может быть использовано лри поточной горизонтально-стопочной вакуумной формовке.
Целью изобретения является повышение эффективности способа изготовления безопочных форм вакуумной формовкой.
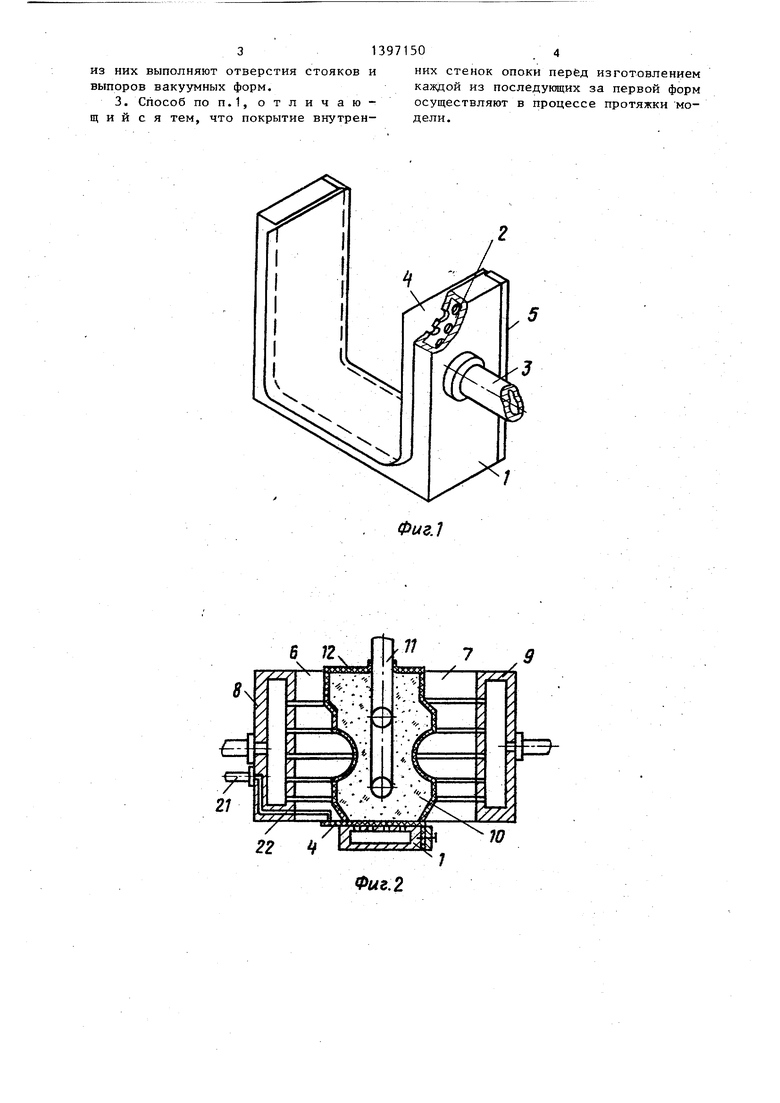
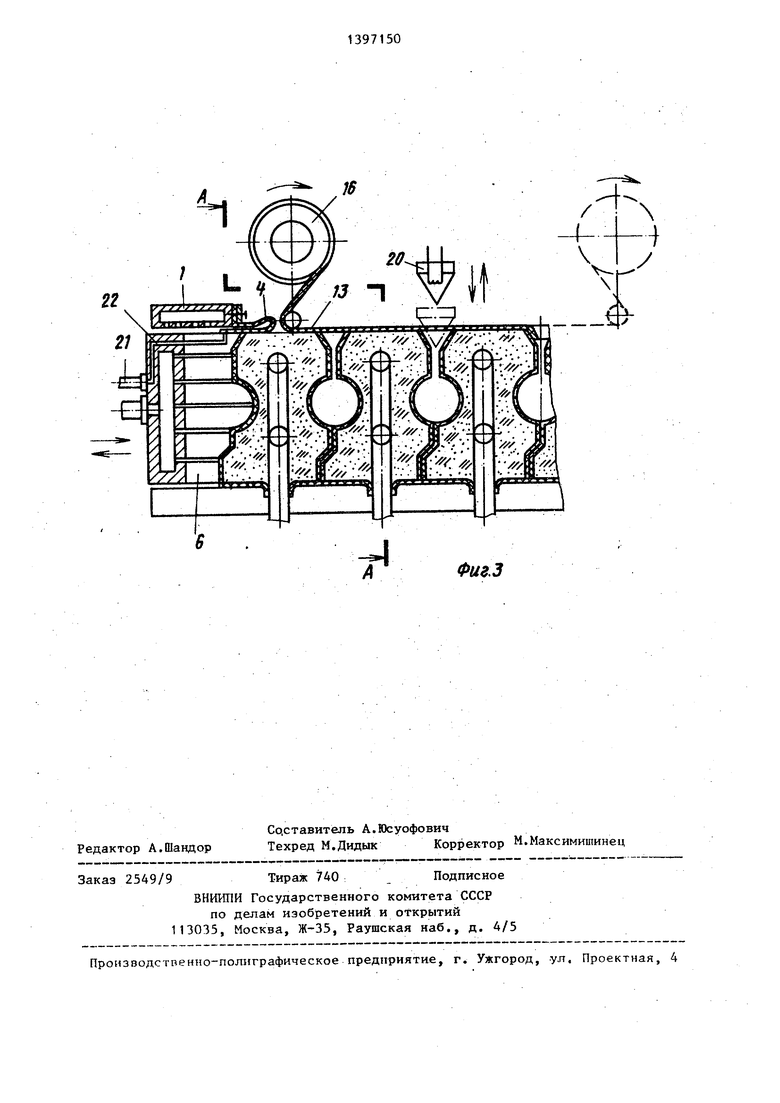
На фиг.1 изображена опока с внут- ренними стенками, .покрытыми эластичной диафрагмой; на фиг.2 - вакуумная форма с моделями, разрез; на фиг.З - стопка форм в процессе покрытия лентами синтетической пленкой; на фиг.4 разрез А-А на фиг.З.
Для осуществления предлагаемого способа изготовления безопочных форм вакуумной формовкой используют опоку 1, например, П-образной формы (фиг.1), оборудованную вакуумной камерой, ограниченной решетчатыми внутренними стенками 2 и связанной посредством патрубка 3, с источником вакуума. Первоначально внутренние стенки 2 опоки 1 покрьшают эластичной диафрагмой 4 (например, резиновой) , при этом один ее край закрепляют на боковом торце 5 опоки, а другой оставляют свободным. В подготов- ленной таким образом опоке 1 по известной технологии изготавливают вакуумную форму с использованием облицованных моделей 6 и 7 (фиг.2), закрепленных на вакуумных модельных плитах 8 и 9, и сыпучего наполнителя 10, а также вакуумирующего форму элемента 11 и листа синтетической пленки .12 (известная технология вакуумной формовки предпЬлагает стыковку моде- лей 6 и 7,предварительно облицованных с помощью вакуума нагретыми листами синтетической пленки, с торцами опоки 1, установку вакуумирующего элемента 11, засыпку наполнителя 10, виброуплотнение наполнителя 10, герметизацию объема формы листом пленки 12 и подключение элемента 11 к источнику вакуума).
Затем готовую форму кантуют на 180°, выполняют протяжку модели 7, а модель 6 совместно с формой передают (стыкуют) в стопку (фиг.З). После чего с поверхности формы последовательно удаляют опоку 1 и эластичную ди- афрагму 4 (путем проталкивания формы в стопке), а образованные при этом свободные грани стопки покрывают лентами 13-15 синтетической пленки из
рулонов 16-18 (фиг.4). Боковые края лент 13-15 по длине ребер стопки сваривают между собой, например, с помощью нагреваемых пор роликов 19, а в поверхности ленты 13 силомощью соответствующего устройства 20 (показано условно) выполняют отверстия стояков и выпоров вакуумных форм (последняя операция в отличие от предыдущей вьтолняется после остановки стопки).
Кроме того, в процессе протяжки модели 6 в.нутренние стенки опоки 1 покрывают эластичной диафрагмой 4 (при этом диафрагма должна быть полностью удалена с поверхности формы). Для осуществления указанной операции перед изготовлением всех последующих за первой форм применяют вакуумный захват эластичной диафрагмы 4, выполненный на модели 6 в виде дополнительного вакуумного ввода 21 с каналом 22 (фиг.З и 4).
Применение предлагаемого способа позволит повысить качество вакуумных форм из-за уменьшения протяженности герметизирующих стыков, а также получить экономию синтетической пленки за счет использования в неразрезном виде и последующей утилизации (после прохождения рабочего цикла ленты пленки могут сниматься с поверхносте формы и сматываться в рулоны, как показано штриховой линией на фиг.З).
Формула изобретения
1.Способ изготовления безопочных форм вакуумной формо вкой, включающий покрытие внутренних стенок опоки эластичной диафрагмой, изготовление в опоке вакуумных форм с использова- ;нием облицованных моделей и сыпучего
наполнителя, протяжку моделей, удаление опоки и передачу форм в горизонтальную стопку, отличающийся тем, что, с целью повышения эффективности процесса, после передачи каждой из вакуумных форм в горизонтальную стопку с ее поверхности последовательно удаляют опоку и эластичную диафрагму, а образованные при этом свободные грани стопки покрываю лентами синтетической пленки.
2.Способ по п.1, отличающийся тем, что после покрытия стопки боковые края лент синтетической пленки сваривают между собой, а в поверхности по крайней мере одной
из них выполняют отверстия стояков и выпоров вакуумных форм,
3. Способ ПОП.1, отличающийся тем, что покрытие внутренних стенок опоки перёд изготовлением каждой из последующих за первой форм осуществляют в процессе протяжки модели.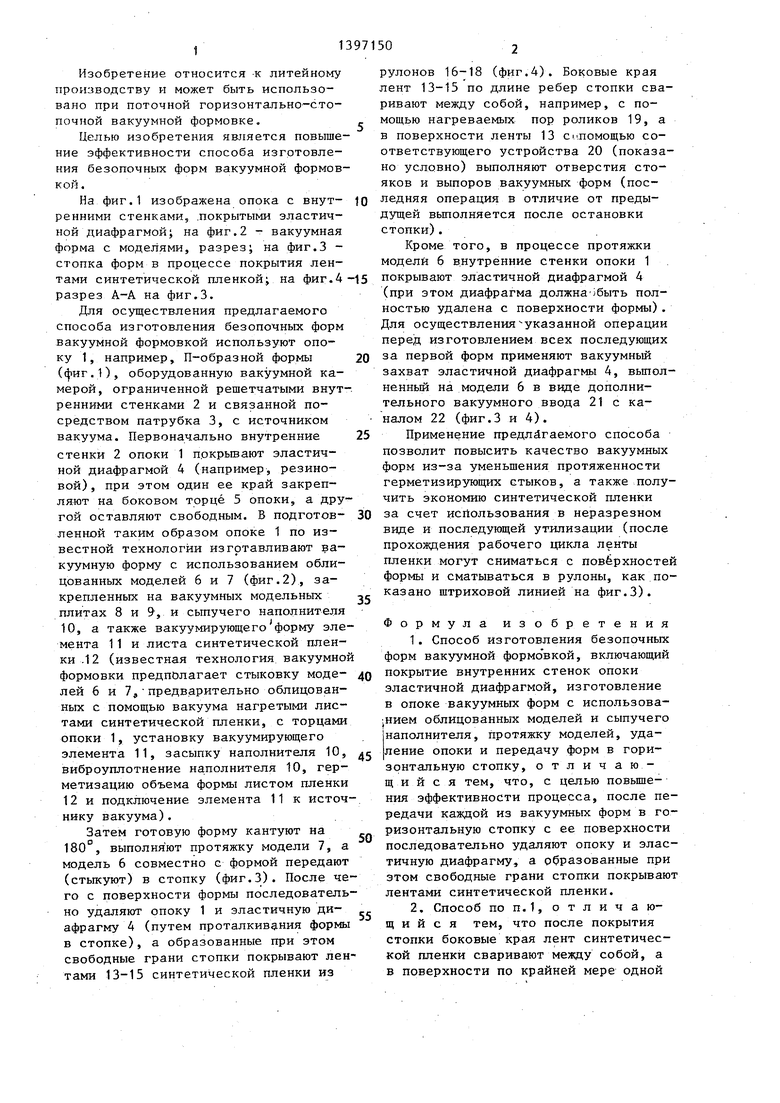
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Способ изготовления безопочных литейных форм вакуумной формовкой | 1990 |
|
SU1766587A1 |
| СПОСОБ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU774772A1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |
| Безопочная литейная форма | 1987 |
|
SU1560363A1 |
| Литейная форма | 1977 |
|
SU634839A1 |
Изобретение относится к литейному производству и может быть использовано при поточной горизонтально-стопочной формовке. Цель изобретения состоит и повышении эффективности процесса. Это достигается тем, л что после передачи каждой из вьтол- ненных по известной технологии ваку- умных форм в горизонтальную стопку с ее свободных поверхностей совместно с опокой удаляют и герметизирующую эластичную диафрагму, а на освободившиеся грани стопки наносят ленты синтетической пленки 13, 14, 15 из рулонов 16, 17, 18. После сварки краев лент и выполнения отверстий под стояки и выпоры горизонтальная стопка форм оказывается заключенной в общую оболочку из синтетической пленки. Кроме того, покрытие эластичной диафрагмой стенок опоки для изготовления в ней каждой из последующих за первой форм предусмотрено выполнять в процессе протяжки при помощи моде- |ли. 2 з.п. ф-лы, 4 ил. с (О (Л со со 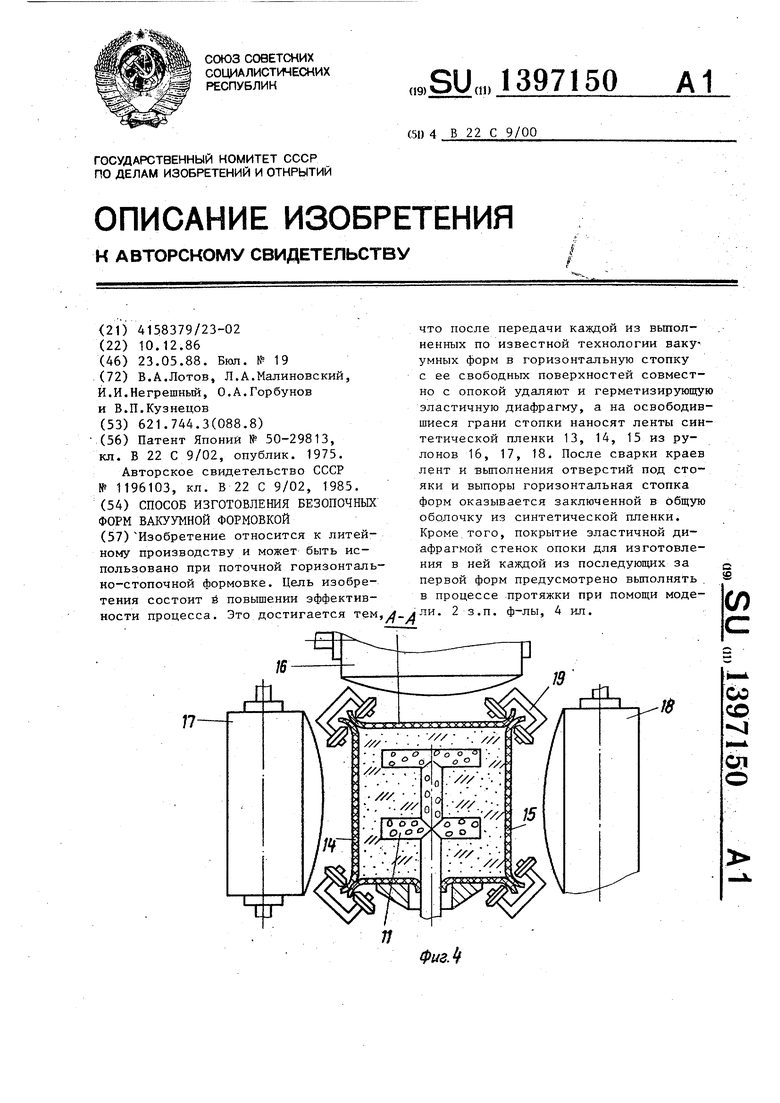
б 12
ФигЛ
Ю
Фиг. 2
П
ФигЗ
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Способ изготовления безопочных форм вакуумной формовкой | 1984 |
|
SU1196103A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
