Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм способ ва- куумно-пленочной формовки.
Известно устройство для изготовления верхних и нижних полуформ методом ваку- умно-пленочной формовки, состоящее из двух двухпозиционных полуавтоматов, на одном из которых изготавливается полуформа низа, на другом - полуформа верха, бун- кера, выполненного с возможностью перемещения над полуавтоматами, и транспортных устройств.
Недостатком является сложность и трудоемкость выполнения передвижного бункера.
Известно устройство, содержащее стационарный бункер, емкость с патрубком и шиберным затвором, а также камеру расположенную в бункере, причем емкость с патрубкомимеетвозможность
возвратно-поступательного перемещения в вертикальном направлении относительно бункера.
Недостаток этого устройства: при одновременном изготовлении верхних и нижних полуформ необходимо два бункера, что требует дополнительных площадей и дополнительных капитальных затрат.
Наиболее близким является бункер, снабженный ленточным поворотным питателем с выдвижной консолью. Это устройство состоит из поворотной тумбы, основного ленточного конвейера, расположенного под устьем бункера и дополнительного ленточного конвейера, рама которого выполнена с возможностью поступательного перемещения по раме основного ленточного конвейера.
Недостатки прототипа: наличие основного конвейера и дополнительного конвейера усложняет конструкцию и увеличивает
a-uwsife
XI
GO С
ю
габариты устройства, что затрудняет выполнение технологических операций; наличие двух конвейеров увеличивает трудоемкость изготовления для каждого конвейера необходим привод (электродвигатель, редуктор, муфты), приводные и натяжные барабаны.
Цель изобретения - уменьшение габаритов, упрощение конструкции и условий эксплуатации.
Цель достигается тем, что устройство для засыпки песком при вакуумно-пленоч- ной формовке, содержащее бункер, конвейер с рамой, установленной в устье бункера с возможностью поворота в горизонтальной плоскости и поворотную тумбу, дополни- тельно снабжено роликами и звездочкой, установленными на поворотной тумбе, и цепью, расположенной вдоль рамы конвейера с возможностью зацепления со звездочкой, а рама ленточного конвейера размещена на роликах, причем крайний ролик из расположенных между поворотной тумбой и рамой конвейера закреплен на раме и также дополнительно снабжен ролика- ми с вертикальной осью вращения, размещенными между рамой ленточного конвейера и поворотной тумбой.
Наличие роликов, расположенных между поворотной тумбой и рамой конвейера, позволяет выполнить конвейер с возможно- стью поступательного перемещения относительно тумбы, что позволяет отказаться от дополнительного конвейера (выдвижная консоль в прототипе).
Снабжение рамы конвейера целью, вхо- дящей в зацепление со звездочкой, смонти- рованной на тумбе, позволяет раму конвейера (следовательно, весь лелнточный конвейер) перемещать относительно тумбы, т.е. выдвигать для засыпки опок смесью и убирать назад, вручную, что значительно упрощает изготовление и эксплуатацию устройства.
Закрепление крайнего ролика из числа расположенных между поворотной тумбой и рамой конвейера на раме конвейера позволяет отказаться от дополнительных ограничителей перемещения рамы.
Наличие между поворотной тумбой и рамой конвейера роликов с вертикальной осью вращения, позволяет облегчить эксплуатацию, так как силу трения скольжения между рамой и вертикальными направляющими тумбы заменяют на трение качения, которая в десятки раз меньше.
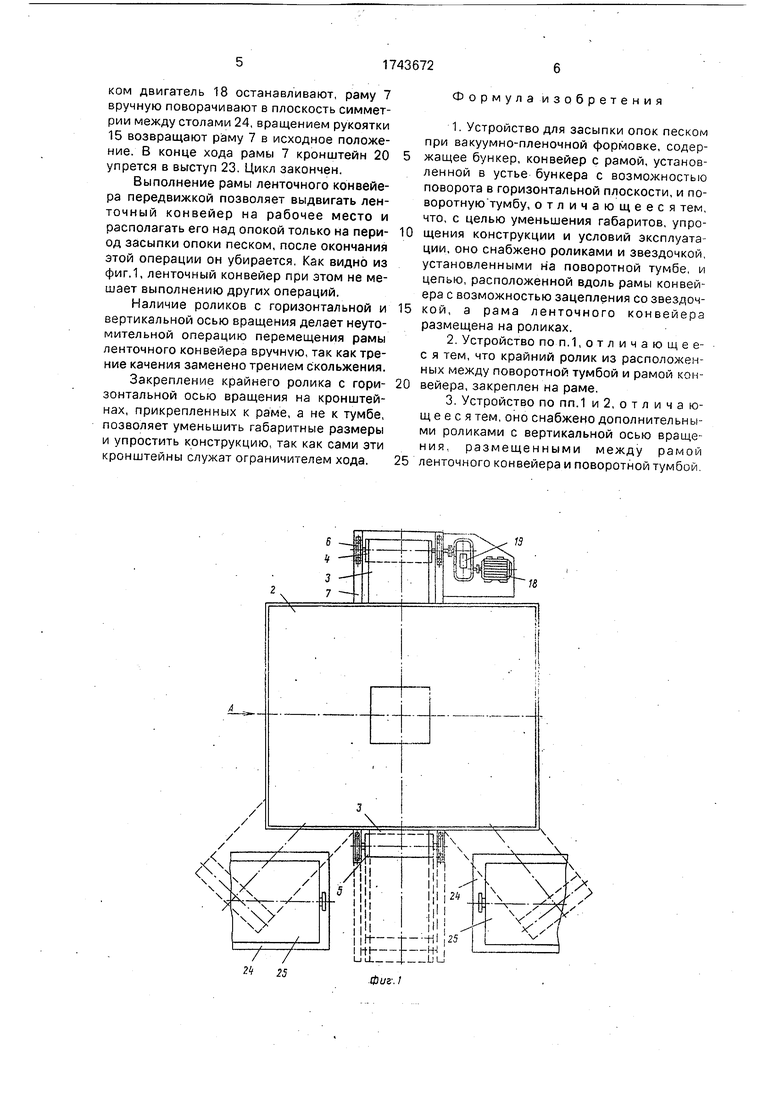
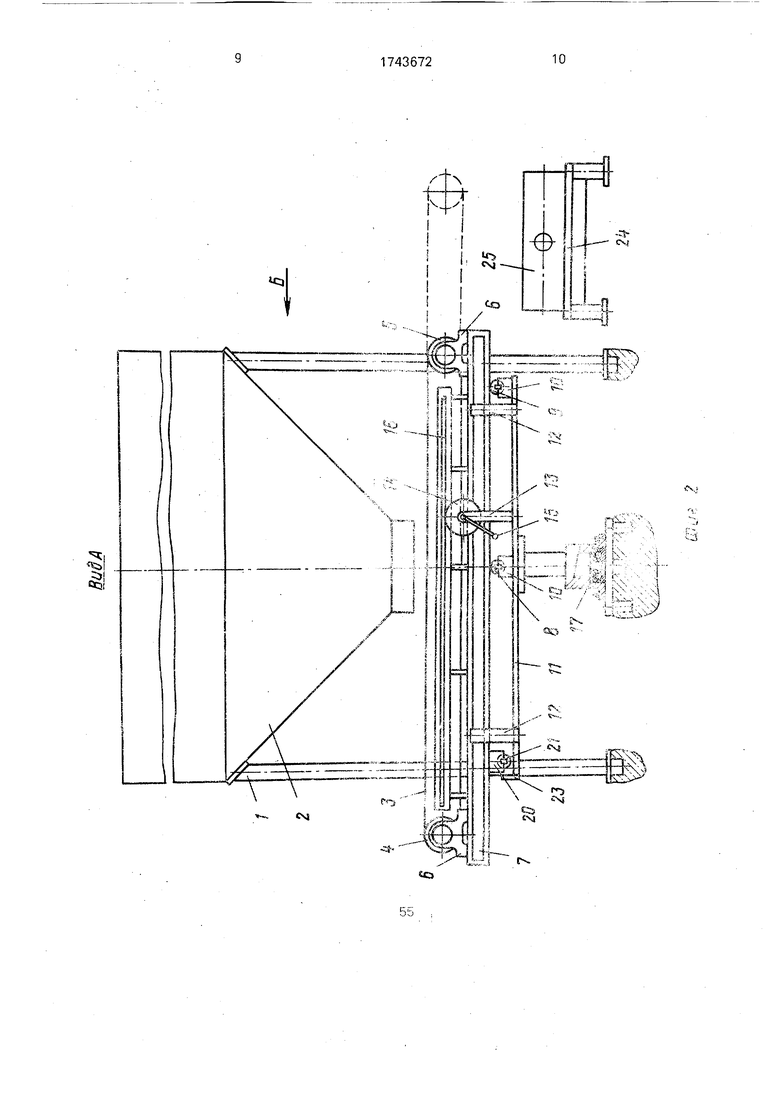
На фиг.1 показано устройство в плане; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.2.
Предлагаемое устройство состоит из рамы 1, бункера 2, ленты 3, ленточного конвейера, расположенного под устьем бункера. Лента 3 натянута на приводном барабане 4 и натяжном 5. Подшипники этих барабанов 6 закреплены на раме 7, расположенной на роликах 8 и 9, установленных на кронштейнах 10, приваренных к тумбе 11. К тумбе 11 приварены также направляющие 12 и кронштейн 13. На кронштейне 13 смонтирована звездочка 14, выполненная с возможностью вращения с помощью рукоятки 15. Звездочка 14 находится в зацеплении с пластинчатой цепью 16, натянутой вдоль рамы 7, Тумба 11 выполнена с возможностью поворота вручную. Для этого она снабжена упорным подшипником 17. Для вращения приводного барабана 4 служит привод, состоящий из электродвигателя 18 и редуктора 19. К раме 7 приварены кронштейны 20, в которых смонтирован ролик 21. На кронштейнах 12 смонтированы ролики с вертикальной осью вращения 22. К тумбе 11 приварен выступ 23.
Рядом с бункером 2. расположены формовочные столы 24, на которых установлены подмодельные плиты с опоками 25.
Предлагаемое устройство работает следующим образом.
В исходном положении рама 7 с ленточным конвейером находится в крайнем левом положении, кронштейн 20 упирается в выступ 23.
Как видно из фиг.1 и 2, место вокруг столов 24 при этом свободно, что удобно для выполнения технологических операций (накладывания пленки, кантовки опок и т.д.)/
После наложения пленки на подмодель- ную плиту, находящуюся на одном из столов 24, например на левом, на подмодельную плиту ставят опоку 25, раму 7 вручную поворачивают в направлении к опоке 25. С помощью рукоятки 15 вручную поворачивают звездочку 14. Усилие от звездочки 14 передается на находящуюся с ней в зацеплении пластинчатую цепь 16. Так как цепь закреплена на раме 7, то рама 7 передвигается в направлении к опоке 25. Так как рама 7 перемещается на роликах 8, а с боков ограничена роликами 29, то рама 7 передвигается очень легко, больших усилий не требуется. Когда кронштейн 20 упрется в кронштейн 10 рама остановится.
В это время натяжной барабан 5 находится над серединой опоки 25. Выключают двигатель 18, крутящий момент от двигателя 18 через редуктор 19 передается на приводной барабан 4. Верхняя ветвь ленты 3 передается в направлении опоки и г, замещает в нее песок, который под действием силы тяжести высыпается из Оункера на ленту 3. Послэ окончания заполнения опоки 25 песком двигатель 18 останавливают, раму 7 вручную поворачивают в плоскость симметрии между столами 24, вращением рукоятки 15 возвращают раму 7 в исходное положение. В конце хода рамы 7 кронштейн 20 упрется в выступ 23. Цикл закончен.
Выполнение рамы ленточного конвейера передвижкой позволяет выдвигать ленточный конвейер на рабочее место и располагать его над опокой только на период засыпки опоки песком, после окончания этой операции он убирается. Как видно из фиг.1, ленточный конвейер при этом не мешает выполнению других операций.
Наличие роликов с горизонтальной и вертикальной осью вращения делает неутомительной операцию перемещения рамы ленточного конвейера вручную, так как трение качения заменено трением скольжения.
Закрепление крайнего ролика с горизонтальной осью вращения на кронштейнах, прикрепленных к раме, а не к тумбе, позволяет уменьшить габаритные размеры и упростить конструкцию, так как сами эти кронштейны служат ограничителем хода.
Формула изобретения
1.Устройство для засыпки опок песком при вакуумно-пленочной формовке, содержащее бункер, конвейер с рамой, установленной в устье бункера с возможностью поворота в горизонтальной плоскости, и по- воротную тумбу, отличающееся тем, что, с целью уменьшения габаритов, упрощения конструкции и условий эксплуатации, оно снабжено роликами и звездочкой, установленными на поворотной тумбе, и цепью, расположенной вдоль рамы конвейера с возможностью зацепления со звездочкой, а рама ленточного конвейера размещена на роликах.
2.Устройство поп.1,отличающее- с я тем, что крайний ролик из расположенных между поворотной тумбой и рамой конвейера, закреплен на раме.
3.Устройство по пп.1 и 2, отличающее с я тем, оно снабжено дополнительными роликами с вертикальной осью вращения, размещенными между рамой
ленточного конвейера и поворотной тумбой
1
осэ
Лч
J
В ид В
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Установка для вакуумной формовки | 1980 |
|
SU942866A1 |
| Машина для вакуумной формовки литейных форм | 1977 |
|
SU710756A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU697041A3 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
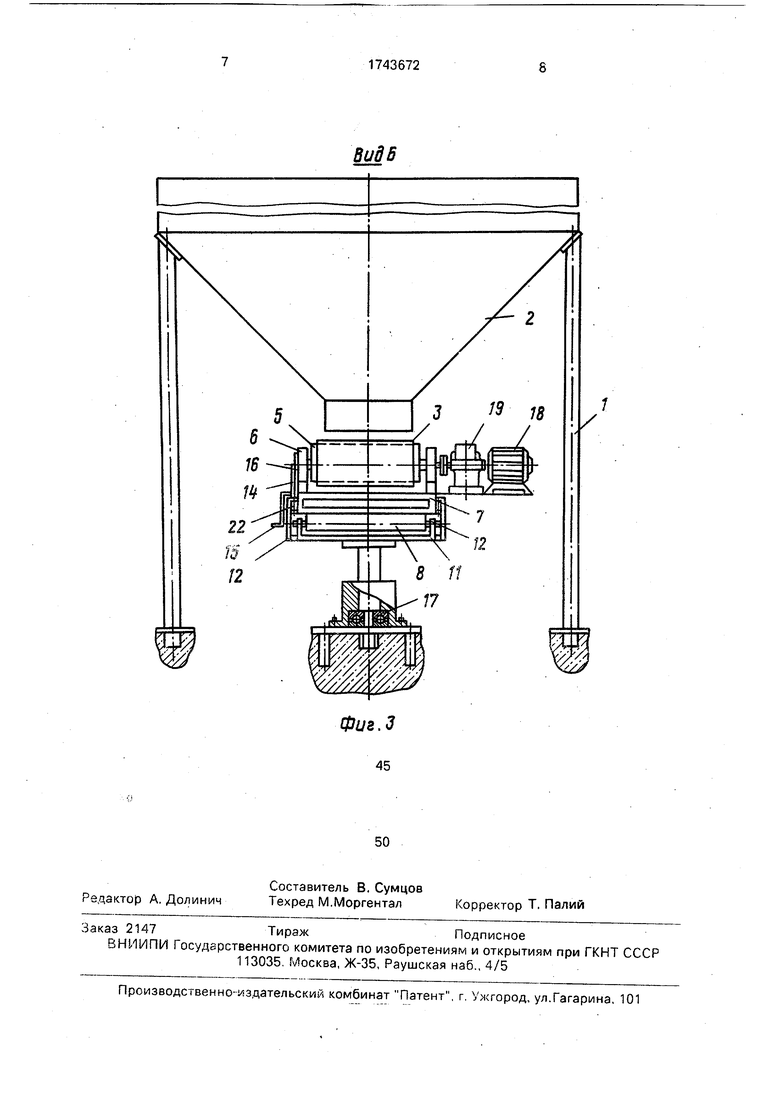
Сущность изобретения: устройство состоит из рамы, бункера и ленточного конвейера, расположенного под устьем бункера. Подшипники барабанор, на которых натянута лента, закреплены на раме, расположенной на роликах, установленных на кронштейнах, приваренных .к тумбе. К тумбе прикреплены также направляющие и кронштейн, на котором смонтирована звездочка, выполненная с возможностью вращения с помощью рукоятки. Для вращения приводного барабана служит привод, состоящий из электродвигателя и редуктора. К тумбе приварен выступ. Рядом с бункерог1 расположены формовочные столы, на которых установлены подмодельные плиты с опоками 2 з.п.ф-лы, 3 ил.
Фиг.З
45 50
| Устройство для засыпки опок смесью | 1982 |
|
SU1161222A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Проектирование литейных цехов и заводов, Справочник /Под ред.Е.С Ямпольско- го, М, 1974, т.2 | |||
| Ручная тележка для грузов, превращаемая в сани | 1920 |
|
SU238A1 |
