П П 3 15 г«
I Изобретение относится к обработке Металлов давлением и может быть ис- Ьользовано в машиностроении для изго- Ьговления проволочных сеток. I Цель изобретения - расширение тех- Иологических возможностей устройства |для изготовления стержней путем обеспечения возможности изготовления рифленых стержней.
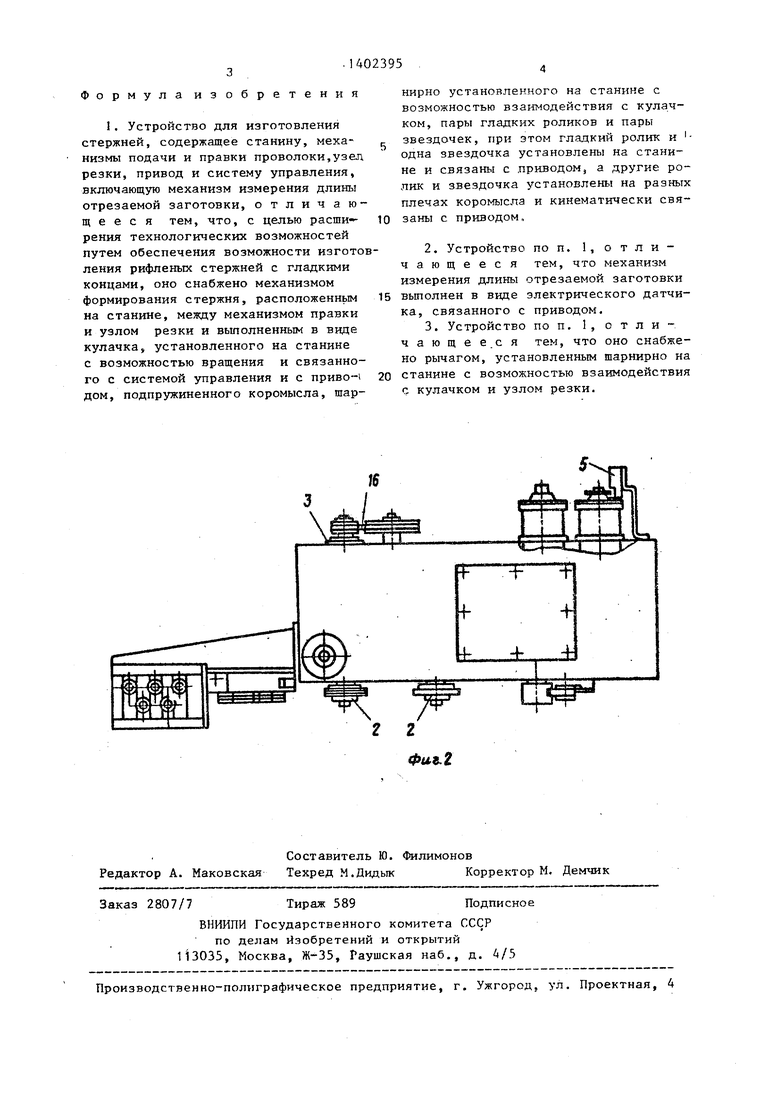
; На фиг. изображено устройство |цля изготовления стержней, общий вид; на фиг.2 - то же, вид в плане. ; Устройство для изготовления стерж- Ьей содержит механизм 1 правки прово оки, механизм 2 формования стержня, Ъривод 3 рабочих органов, механизм 4 Ьтрезки стержня, устройство 5 для отсчета числа рифлей.
Механизм правки состоит из двух irpynn роликов 6, расположенных во взаимно перпендикулярных плоскостях. Иеханизм формования стержня состоит из пары роликов 7 и пары звездочек 8, при этом один ролик и одна звез- дочка установлены в коромысле 9, имеющем возможность колебательного движения относительно оси 10. На одном онце коромысла установлен опорный {)олик 11 , опирающийся на кулак 12 |распределительного вала 13. Второй рсонец коромысла поджимается пружиной 114.
j Привод рабочих органов осуществля- тся от электродвигателя 15 через реИенную передачу 16 и систему зубча- Ьых колес, расположенных в корпусе устройства, при этом приводные колера 17, связанные с формующими ролика- |ми и звездочками, расположены так, |что при отклонениях коромысла из за- епления не выходят, а обкатьюаются о промежуточным колесам 18. I Включение в работу и останов роликов, звездочек и распределительного вала осуществляется электромагнитными муфтами.
Механизм отреза стержня состоит из подвижного 19 и неподвижного 20 ножей. Нож 19 установлен на ползуне 21, осуществляющем возвратно-поступательное движение за счет рычажной системы 22, при этом рабочий ход совершается от кулака 23, а обратный - под действием пружины 24. В аварийном случае (при заклинивании ножей) возврат ножа в исходное поло жение осуществляется нажатием кулака на неотклонившийся рычаг 25.
5
0 5 О
с 0
5
Устройство 5 для отсчета числа рифлей представляет собой электрический датчик, установленный на одном из промежуточных валов, который подает импульсы в счетное управляющее устройство по количеству отформованных рифлей или кратное число шагов гладкой части стержня.
Устройство работает следующим образом.
Проволока 26 из размоточного устройства (не показано) поступает на ролики 6 механизма правки, через ко-, торый она протягивается парой роликов 7 при разведенных звездочках 8 ипи парой звездочек при разведенных роликах. При этом происходит формование гладкой (при разведенных звездочках) или рифленой (при разведенных роликах) части стержня. Длина гладкого и, рифленого участков стержня задается с помощью счетного устройства, которое считает количество риф лей. Электрический датчик импульсов установлен на промежуточном валу. При формовании рифлей звездочки сведены путем нажатия кулака распредели™ тельного вала на ролик 11 коромысла и вращаются. После формования рифленого участка заданной длины вращение звездочек прекращается, а распределительный вал 13 поворачивается на определенный угол. Под действием пружины 14 звездочки разводятся, а ролики сводятся и обжимают проволоку. Включается вращение роликов 7 - происходит формование гладкой части стержня . При получении гладкой части заданной длины ролики останавливаются и разводятся распределительными валом, после чего опять включаются звездочки на формование рифлей. При подходе середины гладкой части к плоскости реза ножей звездочки останавливаются, включается распределительный вал, который кулаком 23 приводит в движение подвижный нож 19. Происходит отрез готового стержня. После отреза нож 19 возвращается в исходное положение под действием пружины 24 через рычажную систему.
В случае заклинивания ножа (при износе или разрегулировании) возврат его в исходное положение осуществляется нажатием кулака 23 непосредственно на, рычаг 25, чем исключается аварийная ситуация. После отреза стержня цикл повторяется.
Формула изобретения
1. Устройство для изготовления стержней, содержащее станину, механизмы подачи и правки проволоки,узел резки, привод и систему управления, включающую механизм измерения длины отрезаемой заготовки, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения возможности изготоления рифленых стержней с гладкими концами, оно снабжено механизмом формирования стержня, расположенньм на станине, между механизмом правки и узлом резки и вьтолненным в виде кулачка, установленного на станине с возможностью вращения и связанного с системой управления и с приво-i дом, подпружиненного коромысла, шар
ннрно установленного на станине с возможностью взаимодействия с кулачком, пары гладких роликов и пары звездочек, при этом гладкий ролик и - одна звездочка установлены на станине и связаны с .приводом, а другие ролик и звездочка установлены на разных плечах коромысла и кинематически связаны с приводом,
2.Устройство по п. 1, отличающееся тем, что механизм измерения длины отрезаемой заготовки вьтолнен в виде электрического датчика, связанного с приводом.
3.Устройство по п. 1, отличающееся тем, что оно снабжено рычагом, установленным шарнирно на станине с возможностью взаимодействия с кулачком и узлом резки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ СТЕРЖНЕЙ СЕТКИ | 2007 |
|
RU2440208C2 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| Роторный гвоздильный автомат | 1986 |
|
SU1423237A1 |
| Гвоздильный автомат | 1976 |
|
SU656715A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Автомат для предмонтажной подготовки проводов | 1985 |
|
SU1334241A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Способ изготовления штифтов с плоским торцом и заостренным концом и устройство для его осуществления | 1988 |
|
SU1733169A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении прово™ лочных сеток. Цель - расширение технологических возможностей устройства путем обеспечения возможности изготовления на них рифлений. Проволока из размоточного устройства протягивается через механизм правки 1 роликами 7 или звездочками 8, ycтaнoвлeнКЬЕМИ в коромысле 9 и формующими гладкую или рифленую части , длина которых задается счетным устройством. При формовании рифлей звездочки 8 сведены нажатием кулака I2 на ролик 11 коромысла 9. После формования рифленого участка заданной длины вращение звездочки 8 прекращается, рас : предвал 13 поворачивается, звездочки 8 разводятся, а ролики 7 сводятся, обжимая проволоку. Ролики 7 вращаются. Происходит формование гладкой части заданной длины, затем - рифленой части. При подходе середины гладкой части к плоскости реза ножей (И) 19 и 20 останавливаются звездочки 8. Включается распредвал 33, который кулаком 23 приводит в движение И 19. В исходное положение Н 19 возвращается пружиной 24. При заклинивании Н 19 возврат его обеспечивается нажатием кулака 23 на рычаг 25. После отреза стержня цикл повторяется. 2 з.п. ф-лы, 2 ил.
f- У |.Л..
| Станок для правки и резки на заданные размеры арматурной катанки | 1956 |
|
SU110874A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
