о
4
СО СО
руемьй упор 16, гасится жестким упором 3. При дальнейшем перемещении пи- ноли 1 регулируемый упор 16 доходит до скоса 12 клина 11, прижимает его
к жесткому упору 3 и останавливается. Происходит выдержка силовой головки с инструментом на жестком упоре 3. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Держатель для резьбонарезногоиНСТРуМЕНТА | 1977 |
|
SU804223A1 |
| Клепально-вальцовочная головка | 1986 |
|
SU1371753A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Загрузочное устройство | 1987 |
|
SU1463432A2 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕГО СНЯТИЯ ФАСОК С ДЕТАЛЕЙ ПРЯМОУГОЛЬНОГО КОНТУРА | 1973 |
|
SU389893A1 |
| Устройство для клепки клиновидных пакетов | 1978 |
|
SU759194A1 |
| Токарный станок для обработки деревянных деталей | 1973 |
|
SU438527A1 |
| Устройство для запрессовки деталей типа штифтов | 1985 |
|
SU1288013A1 |
| Автоматическая линия для изготовления трубных деталей | 1987 |
|
SU1669645A1 |
| КЛИНОВОЙ ШТАМП ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ | 1973 |
|
SU405640A1 |
Изобретение относится к обработке металлов резанием и позволяет повысить точность обработки деталей малой жесткости.- Подпружиненный клин 11 с одиосторонним скосом 12 перемещается в плавающем упоре 6, в котором размещен следящий упор 5. При перемещении плаваклцего упора 6 относительно следящего упора 5, после того, как последний опорной пятой 8 упрет- ся в деталь 18, скошенная поверхность 15 окна 14 отойдет от скоса 12 компенсирующего клина 11. Клин 11 освободится и под действием пружины 13 вновь переместится до соприкосновения со скошенной поверхностью 15. Длина перемещения клина t1 зависит от величины отклонения обрабатьшае- мой поверхности 17 детали 18 от ее номинального значения. При этом на деталь 18 действует только усилие пружины 7, передаваемое через следящий упор 5. Усилие подачи силовой заготовки, действующее через регулис $ (Л
1
Изобретение относится к обработке металлов резанием и может быть использовано в силовых головках агрегатных станков.
Цель изобретения - повышение точности обработки деталей малой жесткости.
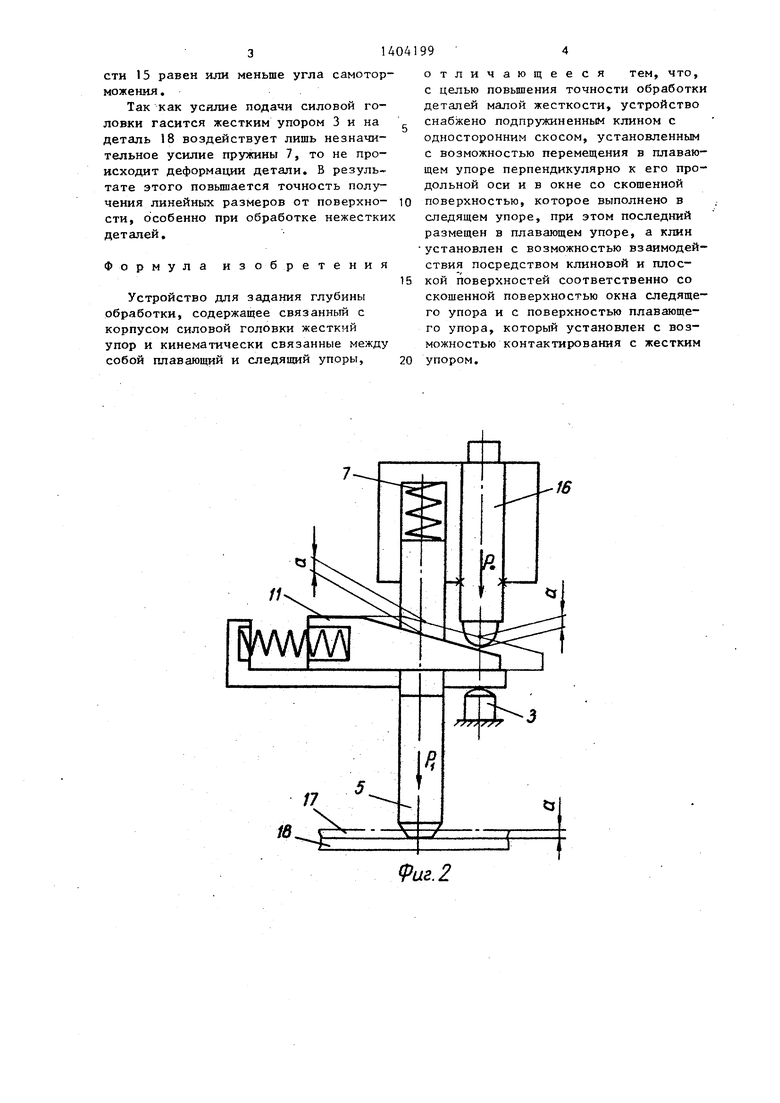
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг„ 2 - схема действующих сил и компенсация отклонений базовой поверхности детали,
Устройство, закрепленное на пино- ли 1 инструментального шпинделя 2 силовой головки, содержит жесткий упор 3, который определяет размер обработки и установлен на корпусе 4 силовой головки. Следящий упор 5, размещенный в плавающем упоре 6, перемещается под действием пружины 7, а на его конце установлена опорная пята 8. Ход следящего упора 5 в корпусе 9 устройства ограничен щтиф- том 10. Устройство для определения размера обработки снабжено компенсирующим клином 11, на котором выполнен односторонний скос 12.
Клин 1.1 перемещается в плавающем упоре 6 посредством пружины 13. В следящем упоре 5 выполнено окно 14 со скощенной поверхностью 15, с которой взаимодействует односторонний скос 12 клина 11. В корпусе 9 устройства расположен регулируемый упор 16, предназначенный для настройки положения инструментального шпинделя 2 относительно обрабатываемой поверхности 17 детали 18. Ролик 19, установленный на клине 11, служит для взаимодействия с кулачком 20, закрепленным на неподвижном корпусе 4 силовой голов7 ки.
Устройство работает следукнцим образом.
Следящ 1Й упор 5 опорной пятой 8 при ходе инструмента вперед упирается
в деталь 18 и останавливается, А плавающий упор 6 перемещается до тех пор, пока не упрется своей опорной плоскостью 21 в жесткий упор 3.
5 При перемещении плавающего упора 6 относительно следящего упора 5 скошенная поверхность 15 окна 14 отходит от скоса 12 компенсирующего клина 1I. Клин 11 освобождается и под действи10 ем пружины 13 вновь перемещается до соприкосновения со скошенной поверхностью 15. Длина перемещения клина 11 зависит от величины отклонения обрабатываемой поверхности 17 детали 18
15 от ее номинального положения. Когда базовая поверхность 17 детали 18 имеет отклонение а от номинального значения, скос 12 клина 11 перемещается также на величину а.и перемещение
20 пиноли 1 силовой 1 оловки также изменяется на величину а. При этом на обрабатываемую деталь 18 воздействует усилие Р пружины 7, передаваемое через следя1чий упор 5, а усилие Eg по25
дачи силовой заготовки, действующее
через регулируемый упрр 16, гасится жестким упором 3 (фиг. 2).
При дальнейшем перемещении пиноли 1 регулируемый упор 16 доходит до
30 скоса 12 клина 11 и, прижимая его к жесткому упору 3, останавливается. Происходит выдержка инструмента на жестком упоре - выхаживание.
Микровыключатель крайнего положе35 ния силовой головки (не показан) дае команду на отвод пиноли 1 силовой головки в исходное положение. При возвращении устройства в исходное положение кулачок 20, расположенный
40 на неподвижном корпусе 4 силовой головки, воздействует через ролик 19 н клин 1 и возвращает его в исходное положение, а скощенная поверхность 15 окна -14 следящего упора 5 удержи45 вает его в этом положении посредство сил хрения. Угол скошенной поверхно-
сти 15 равен или меньше угла самоторможения.
Так как усшше подачи силовой головки гасится жестким упором 3 и на деталь 18 воздействует лишь незначительное усилие пружины 7, то не происходит деформации детали. В результате этого повьш1ается точность получения линейных размеров от поверхности, особенно при обработке нежестких деталей.
Формула из об р е т е н и я
Устройство для задания глубины обработки, содержащее связанный с корпусом силовой головки жесткий упор и кинематически связанные между собой плавающий и следящий упоры,
/5
отличающееся тем, что, с целью повышения точности обработки деталей малой жесткости, устройство снабжено подпружиненным клином с односторонним скосом, установленным с возможностью перемещения в плавающем упоре перпендикулярно к его продольной оси и в окне со скощенной поверхностью, которое выполнено в следящем упоре, при этом последний размещен в плавающем упоре, а клин установлен с возможностью взаимодействия посредством клиновой и плоской поверхностей соответственно со скошенной поверхностью окна следящего упора и с поверхностью плавающего упора, который установлен с возможностью контактирования с жестким упором.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
