1
S
(Л
f
00
to
со
заготовки, связанным с цикловой системой управления, с датчиком контроля взятия верхней заготовки и с приводом 6 магазина 7 заготовок. Цикловая система управления и блок управления повторньи взятием заготовки входят в состав блока управления 9. В исходном состоянии манипулятор 3 со схватом 4 находится в верхнем положении над магазином 7 заготовок. По сигналу Пуск манипулятор 3 опускается вниз. Магазин 7 поднимается вверх. При касании верхней заготовки датчика положения, установленного в схвате 4, движение Магазина вверх прекращается и одновременно происходит захват верхней заготовки 8, Манипулятор 3 поднимается вверх и, если заготовка находится в схвате (о чем свидетельствует единичный сигнал на выходе датчика положения заготовки), происходит поворот манипулятора, а затем он опускается. Схват отпускает заготовку, и она оказывается в зоне обработки швейной станции 1, Если в схвате отсутствует заготовка (сигнал датчика положения равен нулю), то блок 9 управления подает сигнал на повторное взятие заготовки. Манипулятор вновь опускается вниз, происходит импульсный подъем магазина 7 вверх, и вновь захватывается верхняя заготовка. Число попыток повторного взятия заготовки задается заранее. 1 з.п, ф-лы, 3 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированный комплекс | 1986 |
|
SU1454686A1 |
| Устройство для отделения плоских воздухопроницаемых деталей от пачки | 1988 |
|
SU1509322A1 |
| Устройство для управления автоматической сменой заготовок на токарных станках с числовым программным управлением | 1985 |
|
SU1275374A1 |
| Устройство управления самоцентрирующим патроном | 1987 |
|
SU1491620A1 |
| Устройство для управления манипулятором | 1982 |
|
SU1041986A1 |
| Устройство для автоматического управления технологической линией изготовления вафель | 1987 |
|
SU1433451A1 |
| Устройство для контроля,сортировки и подбора пар радиоэлементов | 1986 |
|
SU1466035A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |

Изобретение относится к машиностроению, в частности к робототехни- ческим средствам, обеспечивающим автоматический режим работы швейного оборудования. Цель изобретения - повышение надежности работы комплекса. .Для этого комплекс, содержащий швейную станцию 1, магазин 7 заготовок 8, манипулятор 3 со схватом 4, цикловую систему управления и датчик контроля взятия верхней заготовки, снабжен блоком управления повторным взятием
; . Г
Изобретение относится li области машиностроения и может быть использовано для автоматизации швейного производства.
Целью изобретения является повышение надежности работы комплекса.
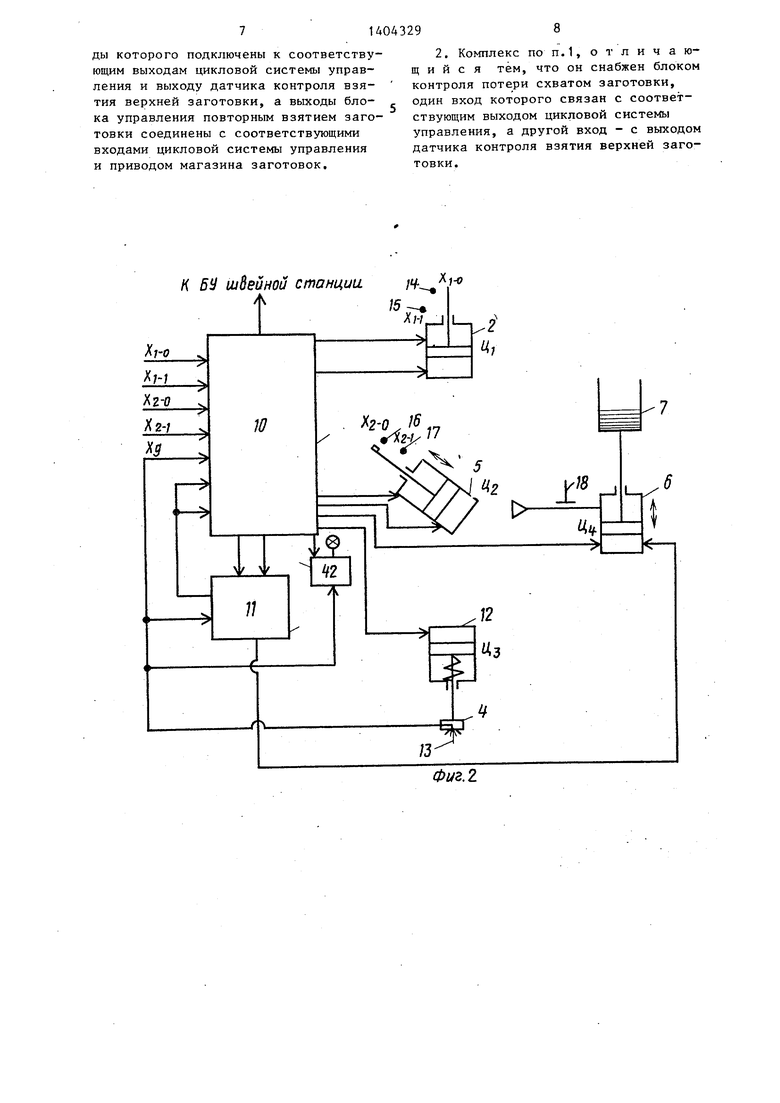
На фиг,1 показана кинематическая схема комплекса; на фиг.2 - блок-схема комплекса; на фиг.З - схема цикловой системы управления и блока управления повторньм взятием заготовки.
Комплекс содержит швейную станцию 1, пневмоцилиндр 2 (Ц) подъема и опускания манипулятора 3 со схватом 4, пневмоцилиндр 5 (Ц.) поворота манипулятора 3, пневмоцилиндр 6 () подъема и опускания магазина 7 заготовок 8 и блока 9 управления.
Блок 9 управления состоит из цикловой систегФ управления (ЦСУ) 10 и блока 11 управления повторным взятием заготовки (ВУП). Выходы ЦСУ подключены к соответствующим входам пневмо- дилиндров 2, 5 и 6, а также к входу пневмоцилиндра 12 (Ц,) управления схватом 4, на котором установлен датчик 13 контроля взятия заготовки из магазина 7 к входам БУП 11 и блока уп управлення (БУ) швейной станции (не показан). Входы ЦСУ 10 подключены к выходам датчиков 14 (Х,.о ), 15 (Х ) 16 (Xj.p) и 17 (Х.,) положений рабочих органов (пневмоцилиндров 2 и 5)
манипулятора, швейной станции (датчик положения рабочего органа включения - выключения швейной станции не показан).
Выходы БУТ1 1 1 связаны с соответствующими входами ЦСУ 11 и с входом пневмоцилиндра связана с выходом кнопки 18 установки магазина 7 в исходное (нижнее) положение.
ЦСУ содержит набор последовательно включенных триггеров 19-23, срабатывание каждого последующего из которых возможно при наличии единичного сигнала на выходе предыдущего. Элементы И 24-27 своими выходами связаны с прямыми входами S соответственно триггеров 20-23. Прямой вход триггера 19 связан с выходом кнопки Пуск (не показано). Выходы тригге ров 19 и 23 подключены к входам элемента ИЛИ 28, один из входов которого через элемент 29 задержки соединен с выходом триггера 21, а выход элемен- та ИЛИ 28 связан с первым входом пневмораспределителя 30 (Р, ), управляющего работой пневмоцилиндра 2 (Ц). Второй вход пневмораспределителя 30 (Р) через элемент ИЛИ 31 связан с выходами триггеров 20 и 22,
Выходы триггера 23 и датчика 14 (сигнал X ,.д ) через элемент И 32 связаны с первым входом элемента ИЛИ 33, второй вход которого подключен к выходу
триггера 19, а выход соединен с одним входом пневмораспределителя Р , другим входом соединенного с выходом элемента И 34 Выходы триггера 21 и датчик 14 (сигнал X,. ) через элемент И 35 подключены к первому входу элемента И 34, вторым входом соединенного с выходом датчика 13 контроля взяло попыток повторного взятия заготов ки задается заранее и обычно не долж но превышать трех. Если заготовка не будет взята с третьей попытки, то ве роятнее всего неработоспособен схват
Если заготовка в схвате (Х 1) то манипулятор поворачивается вправо Если заготовка теряется при повороте
тия заготовки (сигнал Хо). Входы эле-ю то по сигналу датчика (Ко 0) промента И 36 связаны с выходами тригге-
ра 22 и датчика 15 (сигнал Х., ), а выход подключен к первому входу пневмораспределителя 37 (Р,), второй вход которого соединен с выходом триг-j 5 гера 21. Выходы элемента НЕ 38, триггера 20 и датчика 15 (сигнал X,., ) через элемент И 39 соединены -с нижней полостью пневмодилиндра 6 (Ц).
Блок 11 состоит из триггера 40, 20 прямой вход S которого связан с выходом элемента. Запрет 41. Входы элемента 41 связаны.с выходами датчика 13 (сигнал Хо) и элемента И 35, а его выход подключен к бесштоковой полости 25 пневмоцилиндра 6 (Цд). Выход триггера 40 соединен с прямым входом S триггера 20 и с инверсным (обнуляющим) входом .R триггера 21.
Блок 42 контроля потери схватом заготовки (БКП) выполнен в виде пос-. ледовательно соединенньт элемента И 43 и индикатора 44. Входы элемента И 43 соединены с выходами элемента НЕ 38 (сигнал Xq), датчика 17 (сигнал
30
Х,, ) и триггера 21.
Комплекс работает следующим образом.
Манипулятор 3 со схватом 4 нахо-т дится в верхнем положении над магазином 7. По сигналу Пуск манипулятор 3 опускается вниз. Магазин 7 поднимается вверх. Как только верхняя заготовка .8 окажется в зоне действия схвата 4, по сигналу датчика 13 (фиг.2) движение магазина вверх прекращается и одновременно происходит захват верхней заготовки 8 из магазина 7. Спустя некоторое время, манипу- .лятор поднимается вверх и, если заготовка находится в схвате, о чем свидетельствует датчик 13 (Ха 1), поворачивается вправо. Если заготовка отсутствует в схвате (Хл 0), то происходит повторное взятие заготовки, т.е. манипулятор вновь опускается вниз, происходит подъе м магазина ; вверх на фиксированную высоту и вновь захватывается верхняя заготовка, Чис35
40
45
50
исходит останов комплекса и вызов оператора. Если заготовка остается -в схвате после поворота, происходит опускание манипулятора и заготовка оказывается в зоне обработки швейной станции.
В исходном состоянии шток пневмоцилиндра 2 (ц,) находится в верхнем положении (выходной сигнал Х., дат чика 14 равен 1), шток пневмоцилиндр 5 (Ц) вьщвинут (манипулятор 3 находится над магазином 7) и выходной сигнал датчика 16 равен 1, а шток пневмоцилиндра 6 (Ц) - в нижн положении (магазин 7 - внизу). Шток пневмоцилиндра 3, управляющего схва , том 4, под действием пружины находи ся в верхнем положении и выходной ч сигнал Ха датчика 13 равен О,
Установка пневмоцилиндров в исход ное состояние осуществляется тригге ром 1.9 путем нажатия пусковой кнопк Bj. При срабатывании триггера 19 ег выходной сигнал а 1 поступает на вход элемента И 24. Так как сигналы X Q и X о равны 1, то срабатывает триггер 20 (а 1). Выходной сигнал а триггера 20 устанавливает в нуле вое состояние триггер 19 (а 0) и пройдя через элеме нт ИЛИ 31 и пневм распределитель 30 (Р,), поступает в штоковую полость пневмоцилиндра 2 (ц ). Манипулятор 3 со схватом 4 оп скается вниз. Срабатывает датчик 15 (сигнал X,. 1), При наличии сигна лов X О, а 1 и Х, 1 на вых де элемента И 39 - логическая 1.
Шток пневмоцилиндра 6 (Ц) подни мает магазин 7 вместе с заготовками 8. Как только сработает датчик 13 (Хп 1), прекращается подъем магазина 7. При комбинации сигналов а
1, X,., 1
и Х 1
включается
триггер 21 (а 1) и сбрасывается триггер 20 (а 0). Сигнал а, 1 включает пневмораспределитель 37 (Р который подает сжатый воздух в верх нюю полость пневмоцилиндра 12 (Цд). Схват 4 приводится в рабочее состоя
ло попыток повторного взятия заготовки задается заранее и обычно не должно превышать трех. Если заготовка не будет взята с третьей попытки, то вероятнее всего неработоспособен схват.
Если заготовка в схвате (Х 1), то манипулятор поворачивается вправо. Если заготовка теряется при повороте.
то по сигналу датчика (Ко 0) про
0
5
0
5
0
исходит останов комплекса и вызов оператора. Если заготовка остается -в схвате после поворота, происходит опускание манипулятора и заготовка оказывается в зоне обработки швейной станции.
В исходном состоянии шток пневмоцилиндра 2 (ц,) находится в верхнем положении (выходной сигнал Х., датчика 14 равен 1), шток пневмоцилиндра 5 (Ц) вьщвинут (манипулятор 3 находится над магазином 7) и выходной сигнал датчика 16 равен 1, а шток пневмоцилиндра 6 (Ц) - в нижнем положении (магазин 7 - внизу). Шток пневмоцилиндра 3, управляющего схва- , том 4, под действием пружины находится в верхнем положении и выходной ч | сигнал Ха датчика 13 равен О,
Установка пневмоцилиндров в исходное состояние осуществляется триггером 1.9 путем нажатия пусковой кнопки Bj. При срабатывании триггера 19 его выходной сигнал а 1 поступает на вход элемента И 24. Так как сигналы X Q и X о равны 1, то срабатывает триггер 20 (а 1). Выходной сигнал а триггера 20 устанавливает в нулевое состояние триггер 19 (а 0) и, пройдя через элеме нт ИЛИ 31 и пневмо- распределитель 30 (Р,), поступает в штоковую полость пневмоцилиндра 2 (ц ). Манипулятор 3 со схватом 4 опускается вниз. Срабатывает датчик 15 (сигнал X,. 1), При наличии сигналов X О, а 1 и Х, 1 на выходе элемента И 39 - логическая 1.
Шток пневмоцилиндра 6 (Ц) поднимает магазин 7 вместе с заготовками 8. Как только сработает датчик 13 (Хп 1), прекращается подъем магазина 7. При комбинации сигналов а
1, X,., 1
и Х 1
включается
триггер 21 (а 1) и сбрасывается триггер 20 (а 0). Сигнал а, 1 включает пневмораспределитель 37 (Р, ), который подает сжатый воздух в верхнюю полость пневмоцилиндра 12 (Цд). Схват 4 приводится в рабочее состояние и спустя время с , задаваемое элементом X 29, сигнал а-- 1 через элемент ИЛИ 28 поступает на вход пневмо- распределителя 30 (Р,), Последний переключается и подает сжатый воздух в бесштоковую полость пневмоцилиндра 2 (Ц). Манипулятор 3 поднимается. Срабатывает датчик 14 (Х,. 1). Если заготовка находится в схвате (Хо 1), то при сигналах а, 1 и X . 1 на выходе элемента И 34 сигнал равен 1. Включается пневмораспределитель Р,
2
который подает сжатый воз
дух в штоковую полость пневмоцилиндра 5 (Ц)« Манипулятор 3 вместе с заго- ; товкой поворачивается вправо. При ; срабатывании датчика 17 (Х, 1) и - при наличии заготовки в схвате (X : 1) срабатьшает триггер 22 (а 1). ; При ЭТОМ триггер 21 устанавливается ;в исходное состояние (а 0). : Сигнал 1 через элемент ИЛИ 31 перебрасывае т распределитель 30 (Р ) „ Сжатый воздух поступает в штоковую Шолость пневмоцилиндра 2 (Ц() и мани- iпулятор 3 со схватом 4 опускается вниз. При срабатывании датчика 15 (Х,, 1) на выходе элемента 36 единичный сигнал. Переключается рас- пределитель 37 (Р). Заготовка отделяется от схвата 4 и оказывается в зоне обработки швейной станции 1, Сигнал датчика 13 становится равным нулю (Ха 0). В результате включа
ется триггер 23 (а 1), а триггер 22 выключается (а 0), Сигнал а через элемент ИЛИ 28 вновь переключает распределитель 30 (Р), который подводит сжатый воздух в нижнюю по- . лость пневмоцилиндра 2 (Ц,).. Манипулятор 3 поднимается вверх. Срабатывает датчик 14 (X.jj 1). Сигналы 1 и Х.о 1 через элементы И 32 и РШИ 33 переключают пневмораспреде- литель Р., которьш подает сжатьй воздух в штоковую полость пневмоцилиндра 5 (Ц). Манипулятор 3 поворачивается и схват 4 оказьшается над пачкои заготовок с дит триггер 20
схватом, магазин заготовок с приводом и блоком управления, датчик контроля взятия верхней заготовки и цикловую систему управления, входы которой
50 связаны с выходами датчиков положений рабочих органов манипулятора, швейной станции и датчика контроля взятия верхней заготовки, а выходы - с приводами манипулятора и блоками управ. Сигнал а. 1 взво(а 1). Сигнал а 1 устанавливает триггер 23 в исходное состояние (ау 0). По сигналу а цикл повторяется.
При срабатьшании датчика 14 (Х. 55 ления швейной станции и магазина за- 1) и нулевом сигнале с выхода дат-готовок, отличающийся
чика 13 (заготовка не взята схватом,тем, что, с целью повышения надежносХа 0 на выходе элемента И 34 сиг- . ти работы, он снабжен блоком управле- кал равен нулю, а на выходе элементания повторным взятием заготовки, вхо41 - логическая 1 гер 40 (а 1).
Срабатывает триг- При этом 1 подается на запрещающий вход R триггера 21 и на взводящий вход триггера 20. Одновременно, импульсный сигнал ( х X X ,.Q Х„,) с выхода элемента 41 поступает в нижнюю полость пневмоцилиндра 6 (Ц). В результате магазин 7 с пачкой заготовок 8 приподнимается
При срабатывании триггера 20 (а 1) триггер 40 устанавливается в нулевое состояние, срабатывают пнев- мораспределители 30 (Р,) и 37 (Р) и пневмоцилиндр 2 (Ц,) опускает манипулятор с схватом для повторного взятия заготовки. Б момент появления
сигнала X
1-1
1 вновь происходит за
хват верхней заготовки и в случае ее взятия процесс транспортировки заготовки к месту обработки продолжается. В противном случае вновь повторяется попытка взятия заготовки. Количество попыток может быть задано, например, с помощью связанного с выходом триг гера 40 счетчика (не показан), которьш при превышении числа заданных попыток установит все триггеры комплекса в нулевое состояние (подаст сигнал на PCSDOC включит индикатор (не показан), вызывающий оператора для определения причины невзятия заготовок.
Если произойдет потеря заготовки при повороте манипулятора 3 вправо (Х, 1), то сработает элемент И 43, который включит индикатор 44, срабатывание которого укажет на потерю заготовки.
Формула изобретения
45 блоком управления, манипулятор со
схватом, магазин заготовок с приводом и блоком управления, датчик контроля взятия верхней заготовки и цикловую систему управления, входы которой
50 связаны с выходами датчиков положений рабочих органов манипулятора, швейной станции и датчика контроля взятия верхней заготовки, а выходы - с приводами манипулятора и блоками управды которого подключены к соответствующим выходам цикловой системы управления и выходу датчика контроля взятия верхней заготовки, а выходы блока управления повторным взятием заготовки соединены с соответствующими входами цикловой системы управления и приводом магазина заготовок.
К БУ шдейной станции
Фиг. 2
1-0
1
| Ганулич А.А | |||
| и др, Промышленные роботы к манипуляторы швейного производства | |||
| Швейная промьштенность, вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЦНИИТЭИ- легпром, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
