ел
Х) 4 4
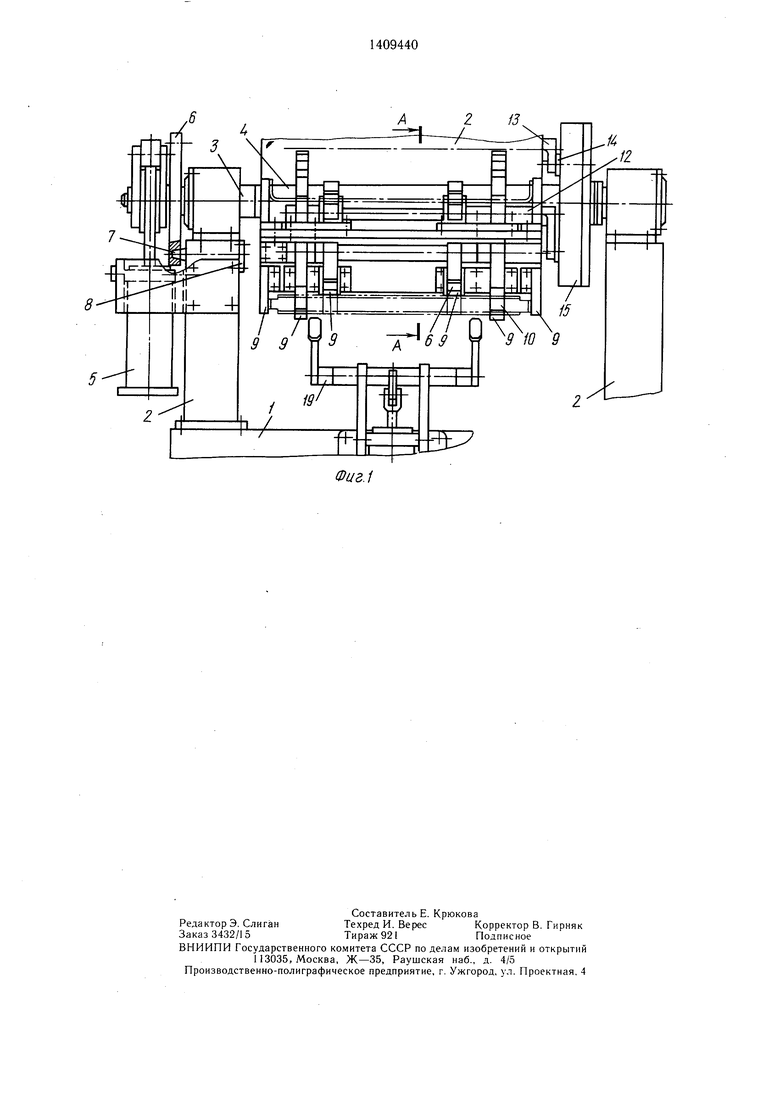
дзиг.2
Изобретение относится к сварке, а именно |к многопозиционным устройствам для подачи :изделий в зону сварки с надежным их за- |жимом, и может быть использовано при |сварке пластин жалюзи радиатора. I Целью изобретения является повышение |производительности и надежности путем обео- |печения зажима и разжима изделий на со- |ответствуюш,их позициях. I На фиг. 1 схематически изображено пред- |лагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит смонтированные на основании 1 две стойки 2. На стойках установлен поворотный вал 3 со смонтированным на нем многопозиционным столом 4, размещенным между стойками 2. Привод поворота вала 3 выполнен в виде пневмо- цилиндра 5. На валу 3 установлен делительный диск 6, а на стойке смонтирован фик- |сатор 7 с приводом в виде пневмоци- |линдра 8. На каждой позиции стола 4 смонтированы опоры 9 для изделия и- рычажные зажимы 10 и 11, установленные на одной оси 12 и соединенные с размещенным на этой же оси кронштейном 13, ос- нащенным копирным роликом 14. На одной из I стоек размещен копир 15, который установ- I лен с возможностью поворота относительно оси вала 3. В качестве привода поворота копира 15 использован пневматический цилиндр 16, установленный посредством шарнира 17 на стойке 2. Шток 18 цилиндра 16 шарнирно соединен с копиром 15. На основании 1 смонтирован съемник 19 из- дел и и.
Позициями I-IV обозначены соответственно позиции загрузки, холостая, рабочая (сварки) и выгрузки.
Устройство работает следующим образом. Элементы свариваемого изделия, например, пластины жалюзи радиатора, на позиции I вручную укладывают на опору 9
10
15
20
25
30
35
загрузки и разжим изделия на позиции выгрузки. На позициях II и III сохраняется надежный зажим элементов изделия.
Затем пневмоцилиндром 8 выводят фиксатор 7 из отверстий делительного диска 6, включают пневмоцилиндр 5 и производят поворот вала со столом на 90°, перемещая изделие на следующую позицию. Фиксатором 7 надежно фиксируют вал 3 и производят сварку на позиции III.
Одновременно пневматическим цилиндром 16 возвращают копир 15 в исходное положение и производят закладку элементов изделия на позиции I.
Далее цикл повторяется.
Так как стол с рычажными зажимами расположен между стойками, обеспечивается доступ к концам пластин, что позволяет производить одновременную сварку обоих концов пластин. Благодаря повороту копира относительно вала обеспечивается зажим изделия непосредственно на позиции загрузки, а разжим готового изделия - на позиции выгрузки.
Формула изобретения
. Устройство для сварки изделий, преимущественно пластин жалюзи радиатора, содержащее поворотный вал, установленный на нем многопозиционный стол с закрепленными на каждой позиции опорами для элементов изделия и рычажными зажимами, оснащенными копирными роликами, и копир для копирных роликов зажимов, отличающееся тем, что, с целью повыщения производительности и надежности путем обеспечения зажима и разжима изделий на соответствующих позициях, устройство снабжено двумя стойками поворотный вал смонтирован на указанных стойках, стол размещен между стойками, а копир установлен на одной из стоек с возможностью поворота относительно оси вала и оснащен приводом
стола 4. Включают цилиндр 17, который40 его поворота,
поворачивает копир 15. Копир 15, в свою оче-2. Устройство по п. 1, отличающееся тем,
редь взаимодействуя с копирными ролика-что привод поворота копира выполнен в виде
ми 14, поворачивает кронштейны 13срычаж-пневматического цилиндра, корпус которого
ными зажимами 10 и 11. Благодаря этомушарнирно установлен на стойке, а щток соеобеспечивается зажим изделия на позициидинен с копиром.
0
5
0
5
0
5
загрузки и разжим изделия на позиции выгрузки. На позициях II и III сохраняется надежный зажим элементов изделия.
Затем пневмоцилиндром 8 выводят фиксатор 7 из отверстий делительного диска 6, включают пневмоцилиндр 5 и производят поворот вала со столом на 90°, перемещая изделие на следующую позицию. Фиксатором 7 надежно фиксируют вал 3 и производят сварку на позиции III.
Одновременно пневматическим цилиндром 16 возвращают копир 15 в исходное положение и производят закладку элементов изделия на позиции I.
Далее цикл повторяется.
Так как стол с рычажными зажимами расположен между стойками, обеспечивается доступ к концам пластин, что позволяет производить одновременную сварку обоих концов пластин. Благодаря повороту копира относительно вала обеспечивается зажим изделия непосредственно на позиции загрузки, а разжим готового изделия - на позиции выгрузки.
Формула изобретения
. Устройство для сварки изделий, преимущественно пластин жалюзи радиатора, содержащее поворотный вал, установленный на нем многопозиционный стол с закрепленными на каждой позиции опорами для элементов изделия и рычажными зажимами, оснащенными копирными роликами, и копир для копирных роликов зажимов, отличающееся тем, что, с целью повыщения производительности и надежности путем обеспечения зажима и разжима изделий на соответствующих позициях, устройство снабжено двумя стойками поворотный вал смонтирован на указанных стойках, стол размещен между стойками, а копир установлен на одной из стоек с возможностью поворота относительно оси вала и оснащен приводом
2/J.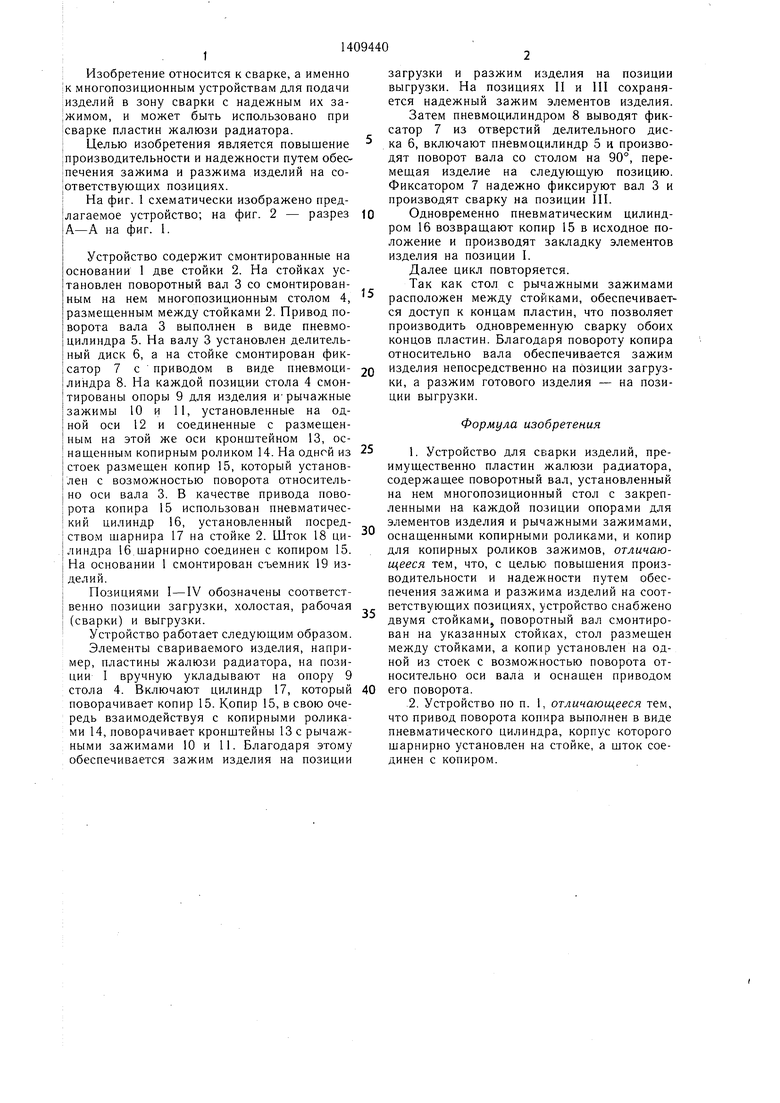
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки | 1981 |
|
SU979061A1 |
| Сборочная линия | 1981 |
|
SU921789A1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДЛИННЫХ ДЕТАЛЕЙ | 1971 |
|
SU299299A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1972 |
|
SU323239A1 |
| Кантователь | 1986 |
|
SU1333517A1 |
| Устройство для сборки и сварки | 1979 |
|
SU804318A1 |
| Устройство для сварки криволинейных замкнутых швов | 1987 |
|
SU1438943A1 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
Изобретение относится к области сварки, а именно к многопозиционным устройствам для подачи изделий в зону сварки с надежным их зажимом. Цель изобретения - повышение производительности и надежности. Элементы изделия устанавливают на опоры 9 позиции загрузки I. Цилиндром 16 поворачивают копир 15. Последний, взаимодействуя с копирными роликами 14 кронштейна 15, на позициях 1 и IV поворачивает соответствующие кронштейны 15 вместе с зажимными рычагами 10 и 11. Благодаря этому обеспечивается зажим элементов изделия непосредственно на позиции загрузки I, а разжим - на позиции выгрузки IV и сохраняется надежный зажим изделия на холостой позиции И и на рабочей позиции III. На позиции III производят сварку обоих концов элементов изделия. 1 з.п. ф-ль, 2 ил.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
