/ / / / / / / )Я
22 гв гз 13 3 6 7 6 zt го is гг
ФигЛ
4 Ю
СО
ел
Oi
Изобретение относится к литейному производству, в частности к пресс-формам для литья под давлением с отделением литников от отливок при раскрытии формы.
Цель изобретения - расширение техно- логических возможностей пресс-формы за счет транспортировки отливок и литников из зоны машины.
На фиг. изображена пресс-форма в момент запрессовки, до размыкания пресс- формы, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - пресс-форма в момент ее раскрытия, вид сбоку; на фиг. 4 - то же, вид сверху; на фиг. 5 - вид А на фиг. 1; на фиг. 6 - вид Б на фиг. i; на фиг. 7 - вид В на фиг. 3; на фиг. 8 - вид Г на фиг. 3; на фиг. 9 - вид Д на фиг. 3; на фиг. 10 - кинематическая схема привода лотка и каретки для перемеш,ения отливок (кинематическая схема механизма перемещения каретки лотка под литники и промывники выполняется ана- логично).
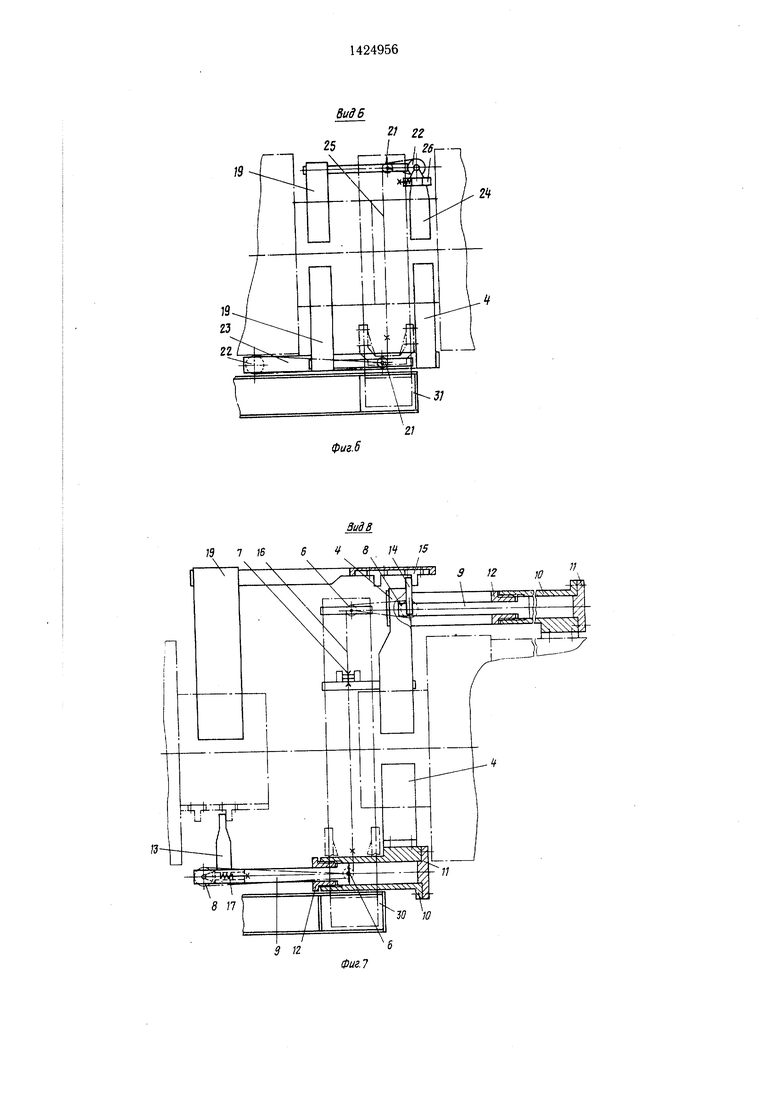
Пресс-форма состоит из неподвижной 1 и подвижной 2 полуформ. Лоток 3 для литников неподвижно крепится с помощью кронштейна 4 к неподвижной полуформе 1. Каретка 5 для транспортировки литников кинематически связана с неподвижной и подвижной полуформами с возможностью возвратно-поступательного перемещения по лотку 3 при помощи блочной -системы, блоки 6 которой установлены неподвижно на кронщтейне 4 под лотком 3, обводной блок 7 неподвижно закреплен на лотке 3, блоки 8 установлены на штоках 9 механизма задержки перемещения каретки с возможностью возвратно-поступательного перемещения.
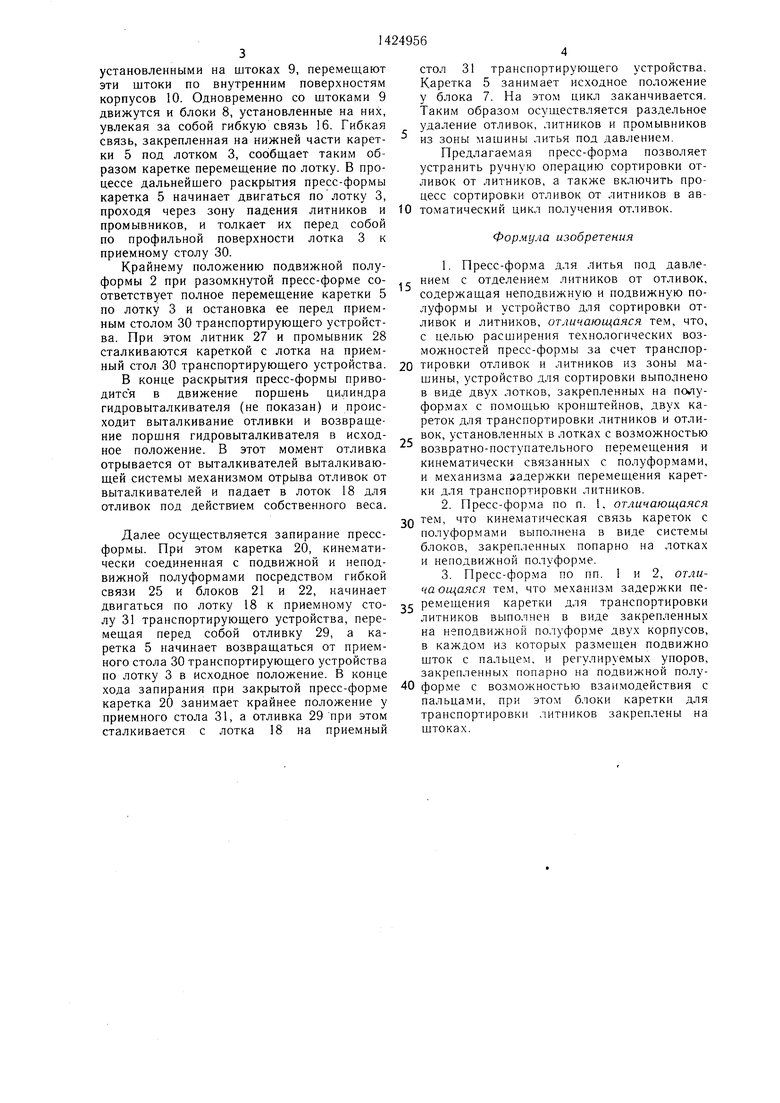
Механизм задержки перемещения каретки для литников, закрепленный на неподвижной полуформе 1, состоит из двух корпусов 10, крышек 11, регулируемой втулки 12. Регулируемые пальцы 13 и 14 неподвижно закреплены на штоках 9 с возможностью взаимодействия с регулируемыми упорами 15, установленными па подвижной полуформе 2. Гибкая связь 16 (например трос) огибает блоки и крепится к нижней части каретки 5 под лотком 3. Требуе- мое натяжение обеспечивается натяжным устройством 17, связанным с блоком 8.
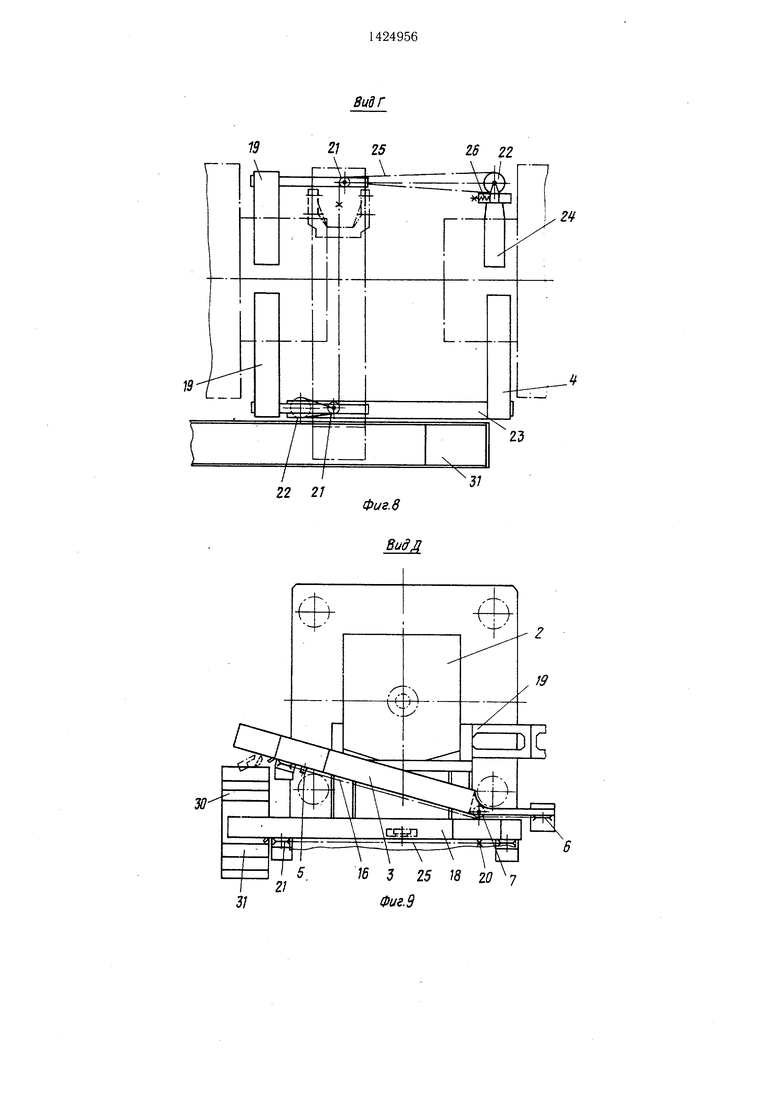
Лоток 18 для отливок неподвижно крепится с помощью кронштейна 19 к подвижной полуформе 2. Каретка 20 для транспортировки отливок связана с подвижной и неподвижной полуформами и установлена с возможностью возвратно-поступательного перемещения по лотку 18 при помощи второй блочной системы, блоки 21 которой установлены неподвижно на крон- штейне 19 под лотком 18, блоки 22 установлены на кронщтейнах 23 и 24, которые монтируются на неподвижной полуформе 1.
0 5 0
5 О 5
5
о 5
0
Гибкая связь 25 (например, трос) крепится к нижней части каретки 20 под лотком 18 Требуемое натяжение обеспечивается натяжным устройством 26, связанным с одним из блоков 22.
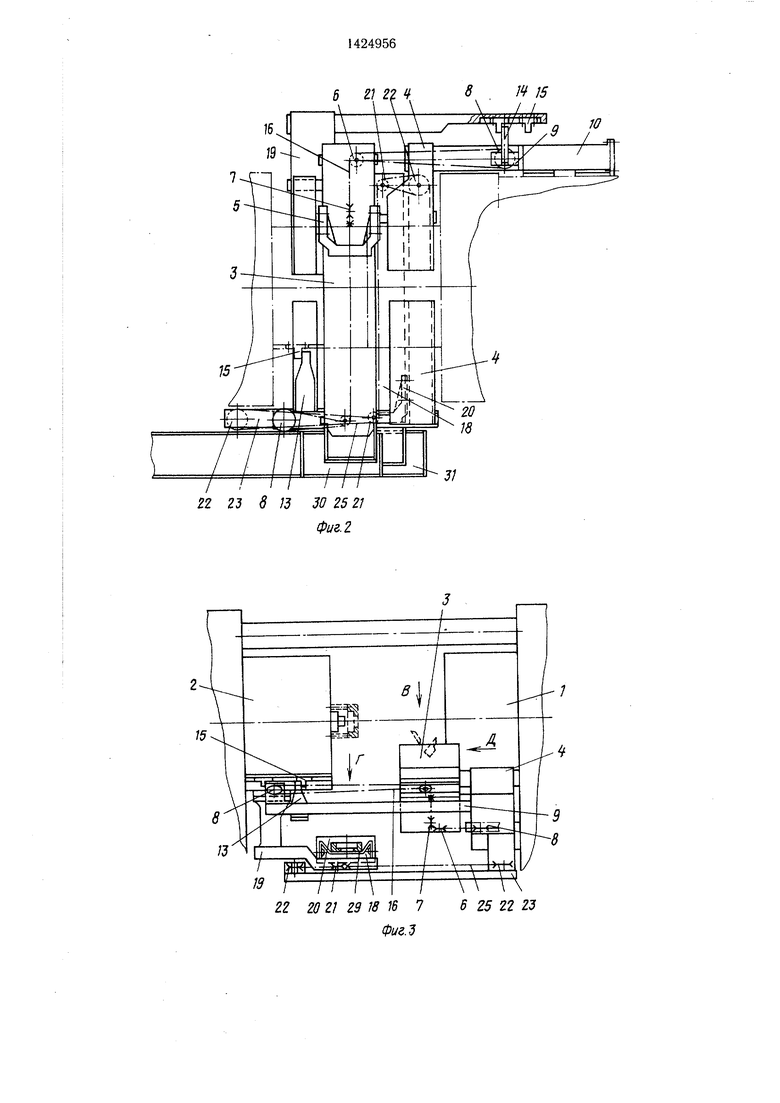
Конструкция пресс-формы предусматривает отделение литников 27 и промыв- ников 28 от отливки 29. Для литников и промывников предназначен приемный стол 30, а для отливок - приемный стол 31 (фиг. 4).
Пресс-форма для литья под давлением работает следующим образом.
При закрытой пресс-форме каретки 5 и 20 занимают исходное положение - каретка 5 находится у блока 7 и готова к перемещению литников и промывников по лотку 3 к приемному столу 30 транспортирующего устройства, а каретка 20 расположена у приемного стола 31 для отливок (фиг. 1, 2 и 6).
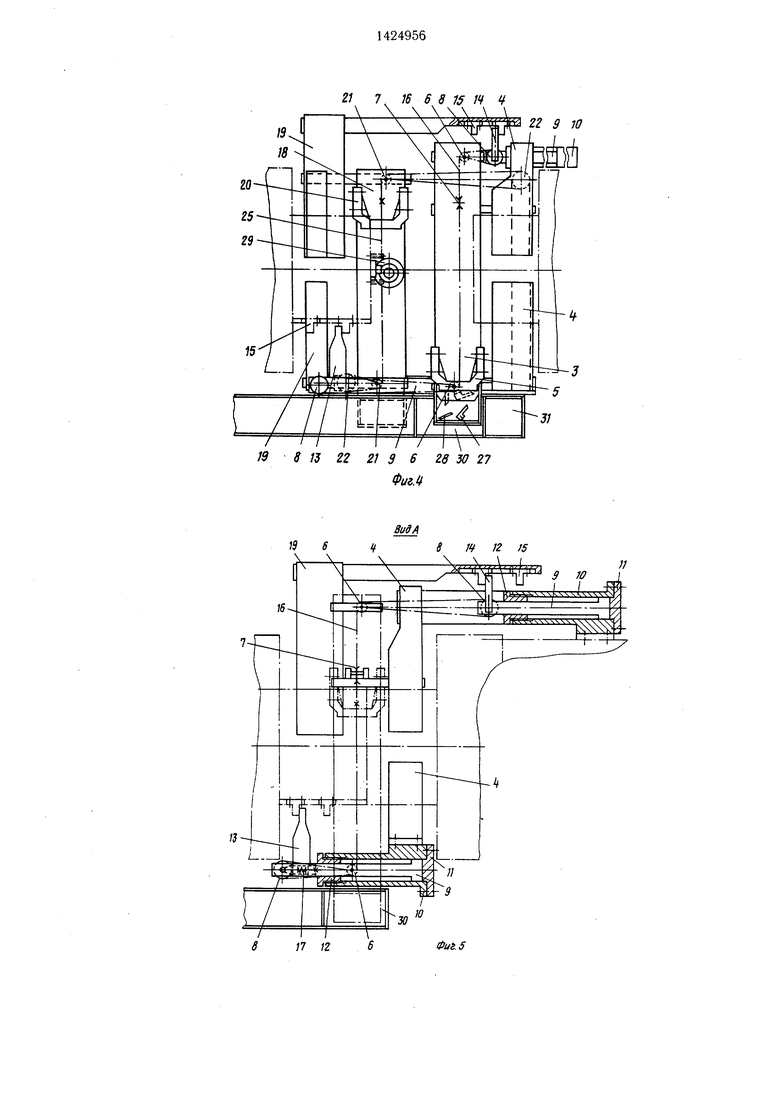
После запрессовки металла и выдержки его до затвердевания осуществляют раскрытие пресс-формы. Отделение литника 27 и промывника 28 от отливки 29 осуществляется при размыкании пресс-формы. Литник и промывник падают вниз под действием собственного веса в лоток 3, а отливка, оставшаяся на знаках, перемещается вместе с подвижной полуформой 2. Каретка 20 одновременно с раскрытием пресс- формы начинает перемещаться от приемного стола 31 по лотку 18 и в конце хода «Размыкание пресс-формы занимает крайнее положение и останавливается у блока 21, установленного под лотком 18. Необходимая величина перемещения кареток 5 и 20 по лоткам 3 и 18 обеспечивается соответствующей схемой закрепления гибкой связи 16 и 25 на блоках (фиг. 5-8 и 10). В данном случае эта схема позволяет осуществлять выигрыщ в скорости перемещения кареток в два раза по сравнению со скоростью перемещения блоков 8 и 21, кинематически связанных с подвижной полуформой (фиг. 10).
Каретка 5 начинает движение по лотку 3 с задержкой,величина которой обеспечивается установкой регулируемых упоров 15 и пальцев 13 и 14. Г1ри этом соответствующий ход штоков 9 механизма задержки перемещения каретки регулируется втулкой 12. Задержка перемещения каретки 5 необходима для того, чтобы литники и промывники гарантированно достигли лотка 3, после чего их можно было бы перемещать к приемному столу 30 транспортирующего устройства.
Во время размыкания пресс-формы, после того, как выбран установленный зазор между регулируемыми упорами 15 и пальцами 13 и 14, соответствующий величине задержки перемещения каретки 5 по лотку 3, упоры 15, закрепленные на подвижной полуформе 2, взаимодействуя с пальцами 13 и 14,
установленными на штоках 9, перемещают эти штоки по внутренним поверхностям корпусов 10. Одновременно со штоками 9 движутся и блоки 8, установленные на них, увлекая за собой гибкую связь 16. Гибкая связь, закрепленная на нижней части каретки 5 под лотком 3, сообш,ает таким образом каретке перемеш,ение по лотку. В процессе дальнейшего раскрытия пресс-формы каретка 5 начинает двигаться по лотку 3, проходя через зону падения литников и 10 томатический цикл получения отливок, промывников, и толкает их перед собой по профильной поверхности лотка 3 к приемному столу 30.
Крайнему положению подвижной полуформы 2 при разомкнутой пресс-форме соответствует полное перемещение каретки 5 по лотку 3 и остановка ее перед приемным столом 30 транспортирующего устройства. При этом литник 27 и промывник 28 сталкиваются кареткой с лотка на приемстол 31 транспортирующего устройства. Каретка 5 занимает исходное положение у блока 7. На этом цикл заканчивается. Таким образом осуществляется раздельное удаление отливок, литников и промывников из зоны машины литья под давлением.
Предлагаемая пресс-форма позволяет устранить ручную операцию сортировки отливок от литников, а также включить процесс сортировки отливок от литников в авФормула изобретения
1. Пресс-форма для Литья под давлением с отделением литников от отливок, содержащая неподвижную и подвижную полуформы и устройство для сортировки отливок и литников, отличающаяся тем, что, с целью расишрения технологических возможностей пресс-формы за счет транслор- ный стол 30 транспортирующего устройства. 20 тировки отливок и литников из зоны ма- В конце раскрытия пресс-формы приво-шины, устройство для сортировки выполнено
дитс я в движение порщень цилиндрав виде двух лотков, закрепленных на по1лугидровыталкивателя (не показан) и проис- формах с помощью кронштейнов, двух катоматический цикл получения отливок,
стол 31 транспортирующего устройства. Каретка 5 занимает исходное положение у блока 7. На этом цикл заканчивается. Таким образом осуществляется раздельное удаление отливок, литников и промывников из зоны машины литья под давлением.
Предлагаемая пресс-форма позволяет устранить ручную операцию сортировки отливок от литников, а также включить процесс сортировки отливок от литников в авий цикл получения отл
Формула изобретения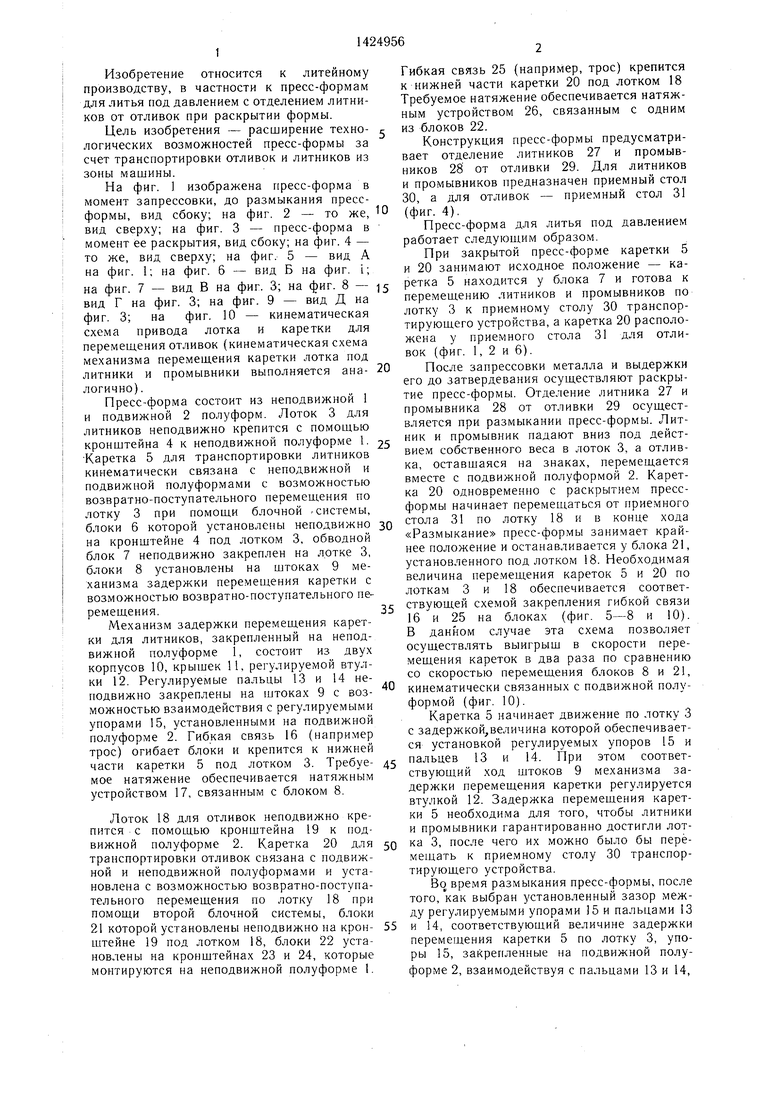
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1234043A2 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1516222A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |

Изобретение относится к литейному производству, в частности к пресс-формам литья под давлением с отделением литников от отливок при раскрытии формы. Цель изобретения - расширение технологических возможностей пресс-формы за счет транспортировки отливок и литников из зоны машины. Пресс-форма содержит неподвижную и подвижную полуформы и устройство для сортировки отливок от литников, выполненное в виде двух лотков 3 и 18, закрепленных на полуформах с помош,ью кронштейнов 4 и 19, двух кареток для перемещения отливок и литников, установленных с возможностью пе- ремеш,ения вдоль лотков и кинематически связанных с полуформами с помошью гибкой связи через блоки 6, 21, и механизм задержки перемендения каретки для лидников. При раскрытии формы сначала литники, а затем и отливки падают раздельно на свой .лоток и сдвигаются по нему соответствующей кареткой на приемный стол. Сортировка отливок от литников и их удаление из машины осуществляются за счет синхронизации движения кареток, отлизок и литников с помощью гибкой связи через блоки, причем каретки перемещаются только при движении формы. 2 3. п. ф-лы, 10 ил. I (/)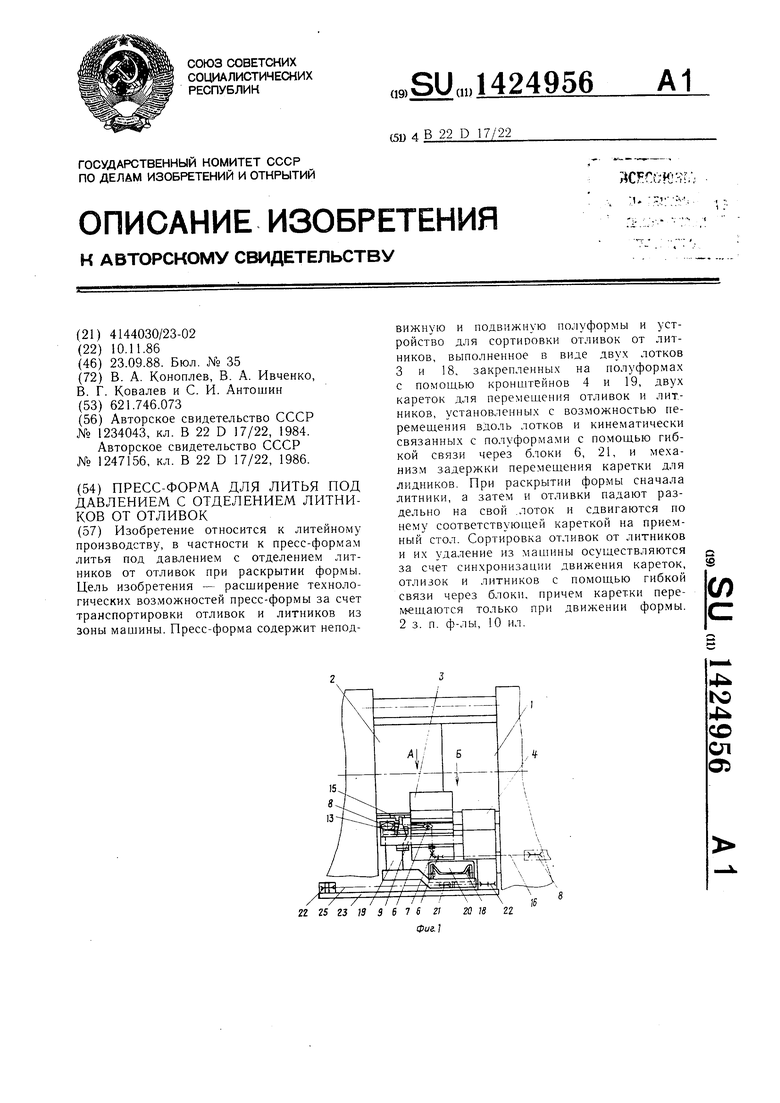
ходит выталкивание отливки и возвращение поршня гидровыталкивателя в исходное положение. В этот момент отливка отрывается от выталкивателей выталкивающей системы механизмом отрыва отливок от выталкивателей и падает в лоток 18 для отливок под действием собственного веса.
полуформами выполнена в виде системы блоков, закрепленных попарно на лотках и неподвижной полуформе.
двигаться по лотку 18 к приемному сто- 35 Р мещения каретки для транспортировки
литников выполнен в виде закрепленных на неподвижной полуформе двух корпусов, в каждом из которых размещен подвижно шток с пальцем, и регулируемых упоров, закрепленных попарно на подвижной полухода запирания при закрытой пресс-форме 40 форме с возможностью взаимодействия с каретка 20 занимает крайнее положение у пальцами, при этом блоки каретки для приемного стола 31, а отливка 29 при этом транспортировки литников закреплены на сталкивается с лотка 18 на приемный штоках.
лу 31 транспортирующего устройства, перемещая перед собой отливку 29, а каретка 5 начинает возвращаться от приемного стола 30 транспортирующего устройства по лотку 3 в исходное положение. В конце
25
реток для транспортировки литников и отливок, установленных в лотках с возможностью возвратно-поступательного перемещения и кинематически связанных с полуформами, и механизма задержки перемещения каретки для транспортировки литников.
полуформами выполнена в виде системы блоков, закрепленных попарно на лотках и неподвижной полуформе.
7
/ / / / / / / 22 23 8 ;j 30 25 21
Фиг.г
/3
гг 20 2J 29 18 n 1 6 25 22 2J
Фт.Ъ
21 7 16 6 8 IS 14 ч
го
I I II/ Г
19 8 13 22 21 3 6 гв 30 27
ФигМ
19 6
вП 1Z
22 9 Ю
Ю
Фи&.5
;9
;э 7 ;б
Л N
3 к
22 21
30
Й -- I - Г
r-v
V
2/
Фиг. 9
гб 22
2Ч
Фиг.8
Й - Г
r-v16 3 25 75 20 7
| Пресс-форма для литья под давлением | 1984 |
|
SU1234043A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
