I .J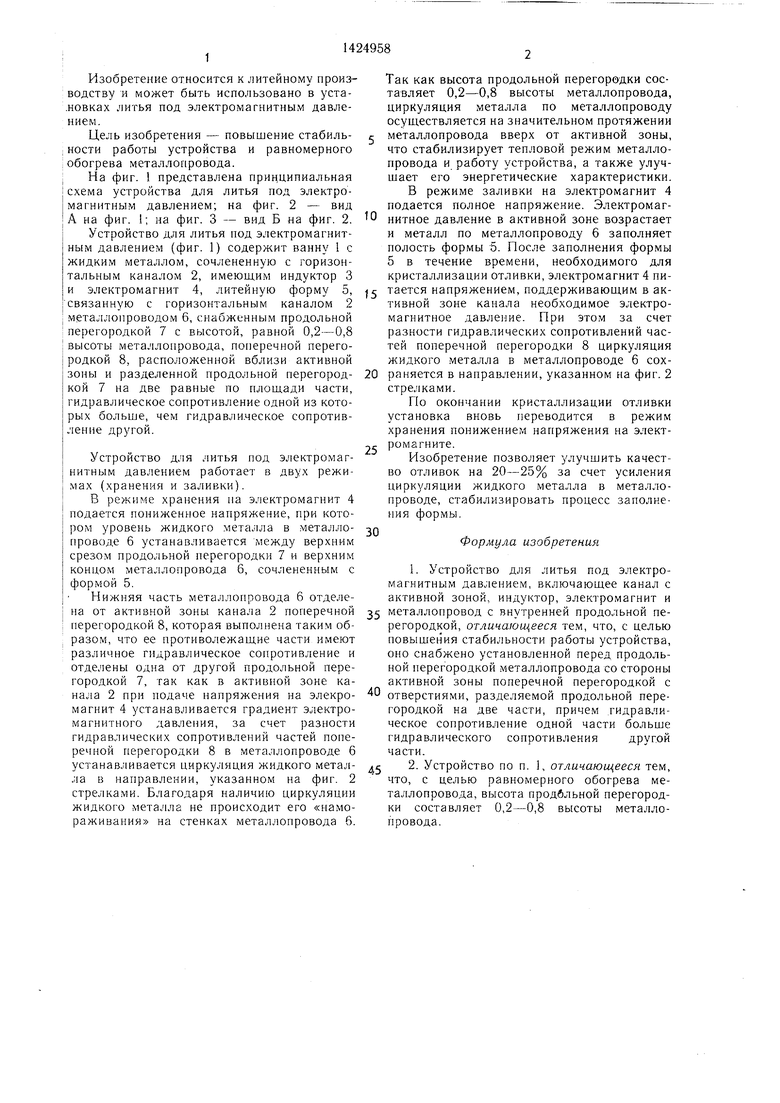
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья под электромагнитным давлением | 1982 |
|
SU1068223A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Установка для литья под электромагнитным давлением | 1980 |
|
SU944779A1 |
| Установка для литья под низким электромагнитным давлением | 1986 |
|
SU1419801A1 |
| Устройство для периодической разливки металла | 1981 |
|
SU956143A1 |
| Устройство для литья под электромагнитным давлением | 1978 |
|
SU738759A1 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Магнитодинамическая раздаточная печь | 1986 |
|
SU1381737A1 |

Изобретение относится к области литейного производства и может быть использовано в установках литья под электромагнитным давлением. Цель изобретения - повышение стабильности работы устройства. При работе установки в режиме хранения в металлопроводе 6 устанавливается циркуляция металла между его частями, разделенными продольной перегородкой 7 и поперечной перегородкой 8, установленной в нижней части продольной перегородки, за счет различного сечения отверстий, выполненных в поперечной перегородке. В режиме заливки повышают электромагнитное давление в метал. юпроводе и осуществляют заполнение формы, при этом за счет разности гидравлических сопротивлений частей поперечной перегородки 8 циркуляция жидкого металла в металлопроводе 6 сохраняется. Циркуляция мeтaллJl в металлопроводе предотвращает его зарастание и способствует стабилизации работы устройства. 1 з.п. ф-лы, 3 ил. ( (Л
ГчЭ
со
СП
СХ)
А
Изобретение относится к литейному производству и может быть использовано в уста- .новках литья под электромагнитным давлением.
Цель изобретения - повышение стабильности работы устройства и равномерного
:обогрева металлопровода.
: На фиг. 1 представлена принципиальная
iсхема устройства для литья под электромагнитным давлением; на фиг. 2 - вид А на фиг. ; на фиг. 3 - вид Б на фиг. 2. Устройство для литья под электромагнитным давлением (фиг. 1) содержит ванну 1 с жидким металлом, сочлененную с горизонтальным каналом 2, имеющи.м индуктор 3 и электромагнит 4, литейную форму 5,
I связанную с горизонтальным каналом 2 металлопроводом 6, снабженным продольной перегородкой 7 с высотой, равной 0,2-0,8 высоты металлопровода, поперечной перегоI родкой 8, расположенной вблизи активной зоны и разделенной продольной перегородкой 7 на две равные по площади части, гидравлическое сопротивление одной из которых больше, чем гидравлическое сопротивление другой.
j Устройство для литья под электромаг- I нитным давлением работает в двух режи- 1 мах (хранения и заливки).
В режиме хранения па электромагнит 4 подается пониженное напряжение, при котором уровень жидкого металла в металло- проводе б устанавливается между верхним срезом продольной перегородки 7 и верхним концом мета;1лопровода 6, сочлененным с формой 5.
Нижняя часть металлопровода 6 отделена от активной зоны канала 2 поперечной перегородкой 8, которая выполнена таким образом, что ее противолежащие части имеют различное гидравлическое сопротивление и отделены одна от другой продольной перегородкой 7, так как в активной зоне канала 2 при подаче напряжения на элекро- магнит 4 устанавливается градиент электромагнитного давления, за счет разности гидравлических сопротивлений частей поперечной перегородки 8 в металлопроводе 6 устанавливается циркуляция жидкого металла в направлении, указанном на фиг. 2 стрелками. Благодаря наличию циркуляции жидкого металла не происходит его «намораживания на стенках металлопровода 6.
Так как высота продольной перегородки составляет 0,2-0,8 высоты металлопровода, циркуляция металла по металлопроводу осуществляется на значительном протяжении металлопровода вверх от активной зоны, что стабилизирует тепловой режим металлопровода и работу устройства, а также улучшает его энергетические характеристики. В режиме заливки на электромагнит 4 подается полное напряжение. Электромаг
нитное давление в активной зоне возрастает
и металл по металлопроводу б заполняет полость формы 5. После заполнения формы 5 в течение времени, необходимого для кристаллизации отливки, электромагнит 4 пи,5 тается напряжением, поддерживающим в активной зоне канала необходимое электромагнитное давление. При этом за счет разности гидравлических сопротивлений частей поперечной перегородки 8 циркуляция жидкого металла в металлопроводе б сох0 раняется в направлении,указанном на фиг. 2 стрелками.
По окончании кристаллизации отливки установка вновь переводится в режим хранения понижением напряжения на электг ромагните.
Изобретение позволяет улучшить качество отливок на 20-25% за счет усиления циркуляции жидкого металла в металлопроводе, стабилизировать процесс заполнения формы.
Формула изобретения
5 металлопровод с внутренней продольной перегородкой, отличающееся тем, что, с целью повышения стабильности работы устройства, оно снабжено установленной перед продольной перегородкой металлопровода со стороны активной зоны поперечной перегородкой с отверстиями, разделяемой продольной перегородкой на две части, причем гидравлическое сопротивление одной части больше гидравлического сопротивления другой части.
5 2. Устройство по п. 1, отличающееся тем, что, с целью равномерного обогрева металлопровода, высота продбльной перегородки составляет 0,2-0,8 высоты металлопровода.
0
Фиг.З
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР № 431961, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
