го 2г
77
/4
(Л
со
ел
П 70 12
2
/J
Изобретение относится к автоматизации металлообработки и может быть использовано в промышленных робототехнических комплексах холодной штамповки.
Цель изобретения - расширение технологических возможностей.
На чертеже изображена кинематическая схема транспортно-переориентируюш,его устройства.
Устройство состоит из стола 1, в корпусе которого неподвижно в горизонтальной плоскости установлена зубчатая рейка 2 с регулировочными винтами 3 ее вертикального положения, закрепленными по торцам рейки 2 ;ia стенках корпуса стола 1. По обе стороны or зубчатой рейки 2 в корпусе стола 1 парал- ;|ельно его продольной оси жестко установлены две направляюш,ие штанги 4 (передняя и задняя). На задней штанге 4 по краям установлены два подвижных упора 5, снабженные фиксаторами 6. На напр 1яюш,их штангах 4 установлена приводная тележка 7 с возможностью взаимодействия с направляющими штангами 4 при помош.и четырех пар роликов 8. В корпусе (не показан) тележки 7 установлен вал 9, на котором жестко посажена мал.ая шестерня 10 с возможностью взаимодействия с двумя шток-рейками 11, одна из которых соединяет между собой два рабочих пневмоцилиндра 12,другая - два демпфирующих ппевмоцилинд- ра 13. Пневмоцилиндры рабочие 12 и демпфи- руюплие 13 установлены в корпусе тележчатой рейкой 2 с помош,ью прижимных роликов 15, поджатых винтами 16. При включении в работу электропневмоклапанов (не показаны) и подачи сжатого воздуха в полость рабочего пневмоцилиндра 12 переме- щается шток-рейка 11 и приводит соответственно во вращение малую шестерню 10 и вал 9. Через вал 9 враш,ение передается большой шестерне 14, являюшейся увеличителем хода, которая взаимодействует с не10 подвижной зубчатой рейкой 2, в результате чего тележка 7 перемещается по направляющим штангам 4 стола 1 при помощи четырех пар роликов 8. Доходя до крайнего правого положения, тележка демпфирующим устройством 17 контактирует с правым упором 5, при этом срабатывает датчик горизонтального положения (не показан), который дает команду на включение электропневмоклапанов (не показаны) привода узла ориентации.
20 При включении электроклапанов привода узла ориентации и подачи сжатого воздуха в полость одного из рабочих пневмо- цилиндров 20 соединяющая их шток-рейка 22, перемещаясь, вращает шестерню 18 узла ориентации с осью 19 ориентации заготовок.
25 При повороте шестерни 18 на заданный угол срабатывает датчик угла поворота (не показан), который дает команду на съем заготовки. После этого осуществляется поворот шестерни 18 в исходное положение, что фиксирует датчик (не показан), который дает
15
ки 7. На валу 9 жестко посажена больщая команду на возвращение тележки 7 в исходшестерня 14 с возможностью взаимодействия с зубчатой рейкой 2. В корпусе тележки 7 .установлены прижимные ролики 15, снабженные регулировочными винтами 16, и демпфирующее устройство 17. На тележке 7 установлен узел ориентирования заготовок, состоящий из щестерни 18 и вертикальной оси 19 ориентации заготовки. Привод узла ориентации состоит из двух рабочих 20 и двух демпфирующих 21 пневмоци35
ное положение. При этом происходит подача сжатого воздуха в полость правого рабочего пневмоцилиндра 12. Шток-рейка 11, перемещаясь, взаимодействует с малой щестер- ней 10 и через вал 9 вращает большую шестерню 14, взаимодействующую с рейкой 2 и при этом перемещающую тележку 7 в обратном направлении до взаимодействия с упором 5. При достижении тележкой исходного положения срабатывалиндров, установленных в корпусе тележки 7. 40 ет датчик горизонтального положения (не
Два рабочих 20 и два демпфирующих 21 пневмоцилиндра соответственно соединены между собой шток-рейками 22 с возможностью взаимодействия шток-реек 22 с шестерней 18. Стол 1 снабжен регулировочными
показан). После этого .цикл повторяется.
Изменение величины подачи заготовки осуществляется следующим образом.
Упоры 5 расфиксируются вручную фиксаторами 6 и перемещаются в крайнее левое
виртами 23 вертикального положения и ре- и крайнее правое положения на направляюгулировочными винтами 24 горизонтального положения в направляющих 25 основания (не показано).
Устройство работает следующим образом.
Установкой упоров 5 на направляющей штанге 4 в определенном месте и закреплением их фиксаторами 6 задается величина рабочего хода тележки 7, т. е. величина подачи заготовки. В исходном положении
50
щей штанге 4. Для перемещения тележки 7 в новое исходное положение зубчатая рейка 2 выводится из зацепления с большой шестерней 14 посредством освобождения прижима роликов 15 с помощью винтов 16 и поднятия ее винтами 3 до свободного состояния. Затем тележка 7 перемещается в новое исходное положение, а упоры 5 перемещаются по направляющим щтангам 4, закрепляются фиксаторами 6 и ограничивают
щей штанге 4. Для перемещения тележки 7 в новое исходное положение зубчатая рейка 2 выводится из зацепления с большой шестерней 14 посредством освобождения прижима роликов 15 с помощью винтов 16 и поднятия ее винтами 3 до свободного состояния. Затем тележка 7 перемещается в новое исходное положение, а упоры 5 перемещаются по направляющим щтангам 4, закрепляются фиксаторами 6 и ограничивают
тележка 7 демпфирующим устройством 1755 новые заданные исходное и конечное половзаимодействует с левым упором 5, опреде-жения тележки 7. После этого вводится в
ляющим ее крайнее положение, а большаязацепление рейка 2 с большой шестерней 14
шестерня 14 находится в зацеплении с зуб-путем опускания ее винтами 3 и поджатичатой рейкой 2 с помош,ью прижимных роликов 15, поджатых винтами 16. При включении в работу электропневмоклапанов (не показаны) и подачи сжатого воздуха в полость рабочего пневмоцилиндра 12 переме- щается шток-рейка 11 и приводит соответственно во вращение малую шестерню 10 и вал 9. Через вал 9 враш,ение передается большой шестерне 14, являюшейся увеличителем хода, которая взаимодействует с не0 подвижной зубчатой рейкой 2, в результате чего тележка 7 перемещается по направляющим штангам 4 стола 1 при помощи четырех пар роликов 8. Доходя до крайнего правого положения, тележка демпфирующим устройством 17 контактирует с правым упором 5, при этом срабатывает датчик горизонтального положения (не показан), который дает команду на включение электропневмоклапанов (не показаны) привода узла ориентации.
0 При включении электроклапанов привода узла ориентации и подачи сжатого воздуха в полость одного из рабочих пневмо- цилиндров 20 соединяющая их шток-рейка 22, перемещаясь, вращает шестерню 18 узла ориентации с осью 19 ориентации заготовок.
5 При повороте шестерни 18 на заданный угол срабатывает датчик угла поворота (не показан), который дает команду на съем заготовки. После этого осуществляется поворот шестерни 18 в исходное положение, что фиксирует датчик (не показан), который дает
5
команду на возвращение тележки 7 в исход команду на возвращение тележки 7 в исход35
ное положение. При этом происходит подача сжатого воздуха в полость правого рабочего пневмоцилиндра 12. Шток-рейка 11, перемещаясь, взаимодействует с малой щестер- ней 10 и через вал 9 вращает большую шестерню 14, взаимодействующую с рейкой 2 и при этом перемещающую тележку 7 в обратном направлении до взаимодействия с упором 5. При достижении тележкой исходного положения срабатыва40 ет датчик горизонтального положения (не
ет датчик горизонтального положения (не
показан). После этого .цикл повторяется.
Изменение величины подачи заготовки осуществляется следующим образом.
Упоры 5 расфиксируются вручную фиксаторами 6 и перемещаются в крайнее левое
и крайнее правое положения на направляю50
щей штанге 4. Для перемещения тележки 7 в новое исходное положение зубчатая рейка 2 выводится из зацепления с большой шестерней 14 посредством освобождения прижима роликов 15 с помощью винтов 16 и поднятия ее винтами 3 до свободного состояния. Затем тележка 7 перемещается в новое исходное положение, а упоры 5 перемещаются по направляющим щтангам 4, закрепляются фиксаторами 6 и ограничивают
55 новые заданные исходное и конечное полоем роликами 15 с помощью винтов 16. Переналаженное таким образом устройство готово к работе.
Предлагаемое устройство обеспечивает регулирование величины подачи заготовки, а также уменьшение габаритных размеров устройства, так как привод тележки установлен непосредственно на ней и перемещается вдоль зубчатой рейки, установленной
Формула изобретения Устройство для ориентации подачи заготовок в зону обработки, содержащее регулируемый стол с направляющими, распо- 5 ложенными параллельно его продольной оси, установленную с возможностью возвратно- поступательного перемещения в направляющих приводную тележку и узел ориентирования за.готовок с приводом, отличающееся тем, что, с целью расщирения технонеподвижно в горизонтальной плоскости. логических возможностей, оно снабжено неКроме того, устройство снабжено увеличителем хода в виде двух щестерен разного диаметра, установленных на одной оси, больщая из которых взаимодействует с зубчатой рейкой, что также обеспечивает умень- щение габаритов данного устройства.
подвижной зубчатой рейкой, установленной с возможностью регулирования ее вертикального положения и взаимодействия с тележкой посредством приводной шестерни, и свя- 15занных с ней прижимных роликов, смонтированных на тележке.
Формула изобретения Устройство для ориентации подачи заготовок в зону обработки, содержащее регулируемый стол с направляющими, распо- ложенными параллельно его продольной оси, установленную с возможностью возвратно- поступательного перемещения в направляющих приводную тележку и узел ориентирования за.готовок с приводом, отличающееся тем, что, с целью расщирения техноподвижной зубчатой рейкой, установленной с возможностью регулирования ее вертикального положения и взаимодействия с тележкой посредством приводной шестерни, и свя- 15занных с ней прижимных роликов, смонтированных на тележке.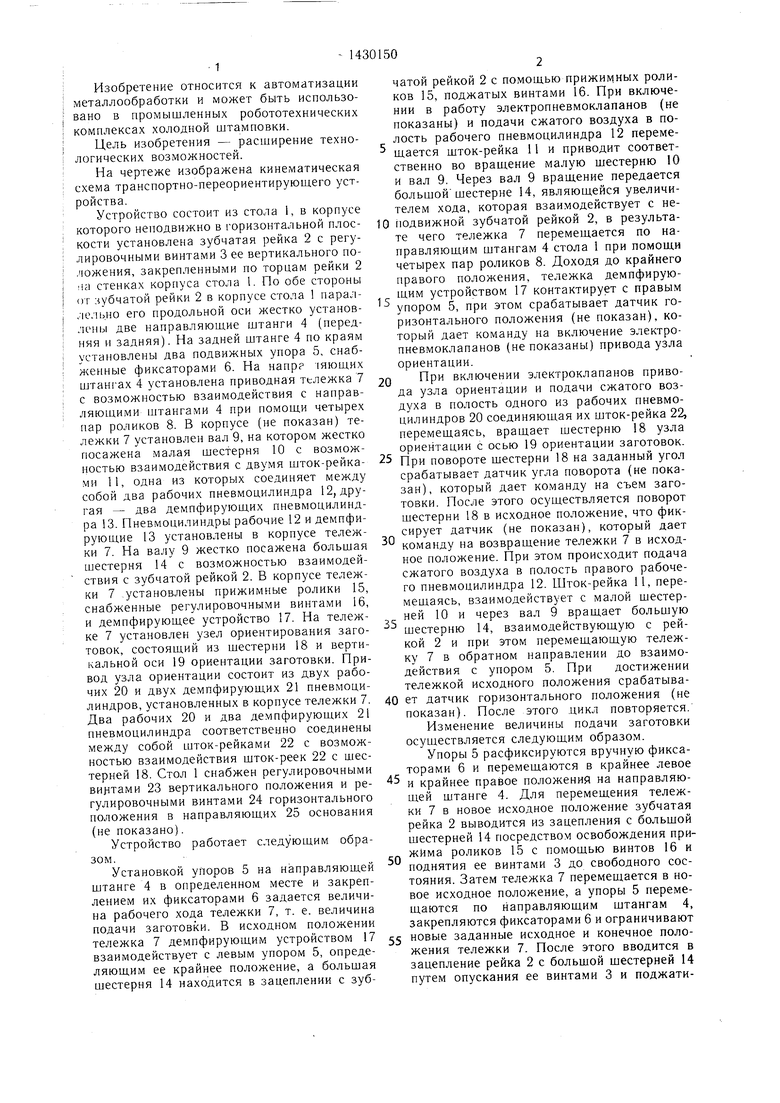
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |
| Устройство для вырубки заготовокиз лиСТОВыХ МАТЕРиАлОВ | 1978 |
|
SU802071A2 |
| Устройство для трафаретной печати на печатных платах | 1986 |
|
SU1406001A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Пресс для вырубки заготовок из плоского материала | 1985 |
|
SU1238853A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в зону обработки | 1986 |
|
SU1524959A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в промышленных робототехнических комплексах холодной штампйвки для ориентации и подачи заготовок в зону обработки. Цель изобретения - расширение технологических возможностей устройства. Тележка 7 совершает возвратно-поступательное движение по направляющим 4 до взаимодействия демпфируюшего устройства 18, установленного на тележке 7, с упорами 5, упоры 5 зафиксированы на направляющей 4 и ограничивают величину подачи. Для регулирования подачи устройство снабжено неподвижно установленной в корпусе стола 1 зубчатой рейкой 2. Последняя взаимодействует с шестерней 14 тележки 7 с помощью роликов 15, поджатых винтами 16. За счет введения в устройство зубчатой рейки с приводом увеличивается диапазон регулировки хода подачи тележки, что расщиряет технологические возможности устройства. 1 ил.
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1013042A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
