(Л CZ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БОЛТОВВСЕСОЮЗНАЯnATElJTHO-ltXHiiSECKAflБИБЛИОТЕКА | 1971 |
|
SU295602A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| ШТАМП-АВТОМАТ ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1965 |
|
SU175472A1 |
| Многопозиционный холодновысадочный автомат | 1977 |
|
SU733834A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Устройство для штамповки деталей из штучных заготовок | 1986 |
|
SU1500419A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
Изобретение относится к об|1аботке металлов давлением, в частности к комби- нированным итамнам. Цель изобрете1 ия расц1ирение те.хнолотческих возможиостеГ за счет высадки длинномерных дста.мей. При опускании ползуна пресса рево.пьнерныи диск е размещенной в его отверстии заготовкой фиксируется с помощью фиксаторов. Двусторонний клин перемещает нолзушку с пуансоном, который воздействует па заготовки и формирует головку дета. Ш. На.чнчие в щ тамне револьверного диска со сквозны.м отверстие.м, установленного с возможностью периодического поворота, нозво.чяет производить высадк) длинномерных деталей. 2 ил.
со о
О)
00
Изобретение относится к обработке ме- ra;i.iiOB давлением, а именно к комбинированным Н1тампам с подвижной матрицей.
Целью изобретения является расширение технологических возможностей Н1тампа за счет высадки длинномерных деталей.
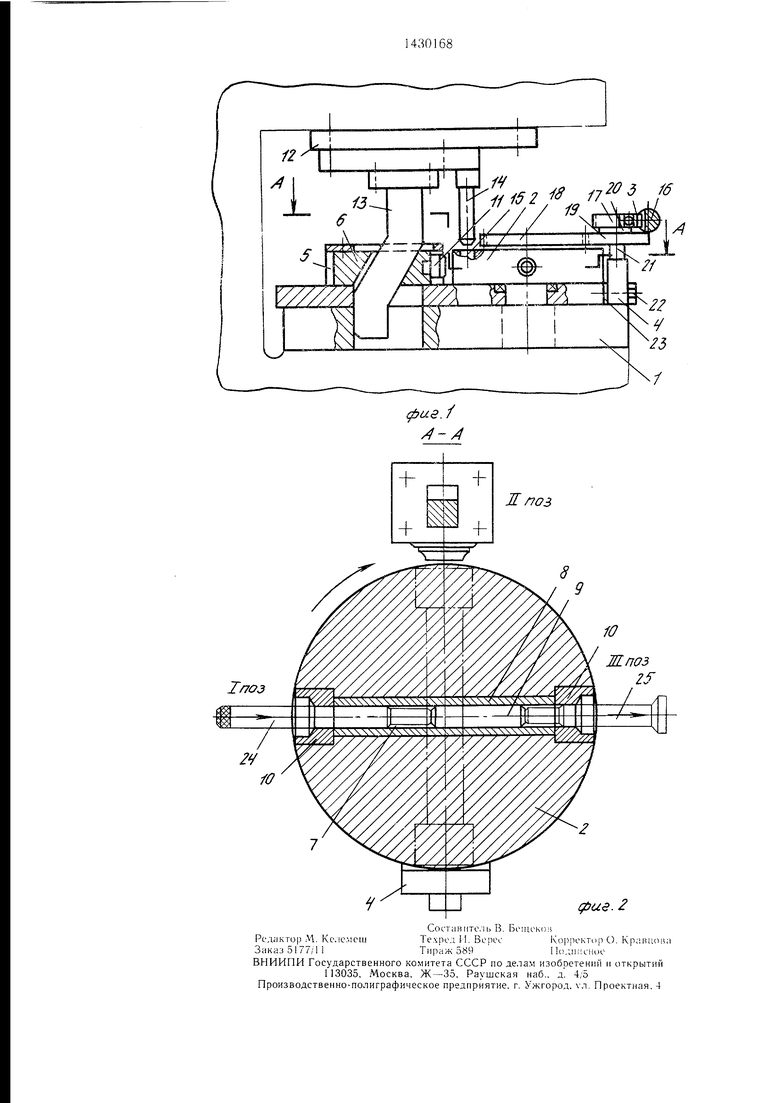
Ыа фиг. 1 представлено устройство, общий вид; на фиг. 2 -- сечение А-А на фиг. 1.
Комбинированный нАтамн состоит из нижней н. шты 1 с закренленными на ней револьверным диском 2 с приводом 3, регулируемым унором 4 и корпусом 5 с нолзунпчой 6. В рево;1ьверном диске 2 выно.лнено сквозное отверстие 7, внутри которого установлены вту;1ка 8 и вставка 9. На концах сквозного отверетия 7 радиально запрессованы мат- )ицы 10. Пуансон 11 закреплен в ползушке 6. Иа верхней нлите 12 штамиа закреп.лен двусторонний клин 13 и два фиксатора 14, вхо- дянхих в отверстия 15, выно.лненпые в peBo. ib- верном диеке 2.
Привод 3 ре15о:1ьверного диска 2 состоит из нневмоци.шндра (не показан), рейки 16, об14)нной муфты 17 и пары шестерен 18 и 19.
Шестерня 18 жестко уетаиовлеиа на револьверном днске 2, шестерня 19 жестко соединена с валом 20 обгонной муфты 17 и С150бодно вращается на оси 21, занрессо- ванной в нижнюю н.лнту 1. Положение уно- ра 4 . 1ируется бо.лтом 22 и нрокладка- ми 23.
УстрО| 1ет1ю рабол ает следующим образом.
При верхнем ноложе илн ползуна пресса за1Ч)лч)вка 24 уетанав.пиваел ся и отво .гстли матрнны 10 (фи1 . 2 (I позиция), причем нр; коротких заготовках в отверстие 7 ycTaiiaisли- ваегся всл авка 9, а д,л;1нпых унор 4 вы- дви1 аетея далыпе посредством проклал.ки 23 и болта 22. Заготовка 24 ycтaиaв.чиl aeл cя таким образом, чтобы внутрепиий конец за- голч)вки (ветавки 9) бы.л заподлицо с матрицей К) противопо.лож1101 о копна отверс- ЛЛ1Я 7, а нагрел ая часть заготовки 24 высту- иа.ла из матрицы 10 на ве,1ичину, необходимую д,ля ио,лучеиия обЛ)ема 1 оловки детали. Г. уетановлешюй заготовкой револьверньн - .ИСК 2 новорач|ци1етея на 90° (на позицию 11) при п(АЦмцп пневмоцилиндра носредст
вом рейки 16 через обгонную муфту 17, шестерни 19 и 18. Затем ползун иресса опускается в нижнее ноложение, при этом сначала фиксаторы 14 входят в отверстия 15 и фиксируют револьверный диск 2, затем клином 13 перемендается иолзушка 6 с нуансоном 11, заготовка. 24 (вставка 9) неремендается до унора 4, и происходит высадка головки из нагретой части заготовки. Рейка 16 перемещается от нневмоцилиндра в исходное положение.
Затем гц)лзун н рее с а поднимается вверх, фиксаторы 14 выходят из отверстий Ь5, а к.лин 13, воздействуя на нолзу мку 6, возвра- шает пуансон 11 в исходное ноложение. Го5 товая деталь 25 остается в матрице 10.
Затем от пневмоцилиндра через рейку 16. обгонную муфту 17 и Н1естерни 18 и 19 ре- вольверньц - диск 2 поворачивается на 90° (позиция III), причем в начале поворота, иоскольку у детали 25 (зставки 9) с упором
0 связана нлоская новерхность, а револьверный диск врашаел ся но радиусу, ироисходит неремещение детали по отверстию 7 и матрице 10 (отлииание головки). При уста} овке пп ока 2 в исходное ноложение очередная
5 заготовка выталкивает готовую деталь 25 (или неременлает вставку 9). В дальнейшем цик;1 повторяется.
Формула изобретения
0Комбинированшдй штамп, содержащий
горизонтально размеше1 .ный метричный блок ; ,вусторонний к,чии, смонтированный на верхней п,:1ите и уетанов,ле1лный с возможностью взаимодействия с нолзушкой, размешенной на нижней п,лите, а также матрицу и пуансон,
5 отличающийся тем, что, с целью расширения технологических возможностей штампа за счет высадки д,1инномерных деталей, он снабжен револьверным диском с горизонта,л.ы1ым отверстием, размешенным на нижней н,пите с возможностью периодического гкзворота, а также доиолнительиой матрицей, обе матрицы установлены в диске с нротивонолож- ных сторон отверстия, а иуансон. размешен на нолзушке соосно уномянутого отверстия.
У
фие.2
| Формовочная пескодувная машина | 1958 |
|
SU113809A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
