3 1498588
конический участок уступа 3. При превышении давления деформации, в случае избытка материала заготовки, под действием вертикальной составляющей - силы давления материала заготовки на участок уступа 3 матрица 2 отрывается от пуансона 6. Между пуансоном 6 и матрицей 2 образуется кольцевая коническая щель, в которую вытесняется избыточный материал заготовки. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Устройство для штамповки изделий из порошковых материалов | 1985 |
|
SU1282959A1 |
| Штамп для радиального выдавливания | 1987 |
|
SU1489915A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Штамп для закрытой объемной штамповки | 1987 |
|
SU1579623A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
Изобретение относится к порошковой металлургии ,в частности, к штампам для штамповки изделий из пористых порошковых заготовок. Цель изобретения - снижение трудоемкости изготовления штампа, повышение его надежности и стабильности размеров поковок. Нагретую заготовку помещают в полость матрицы 2. При движении пуансона 6 вниз он конической частью входит в контакт с соответствующей конической поверхностью уступа 3 матрицы 2 и перемещает последнюю вниз. Заготовка деформируется в замкнутой полости матрицы 2. На конечном этапе деформации часть материала заготовки вытесняется на кольцевой конический участок уступа 3. При превышении давления деформации, в случае избытка материала заготовки, под действием вертикальной составляющей силы давления материала заготовки на участок уступа 3 матрица 2 отрывается от пуансона 6. Между пуансоном 6 и матрицей 2 образуется кольцевая коническая щель, в которую вытесняется избыточный материал заготовки. 1 ил.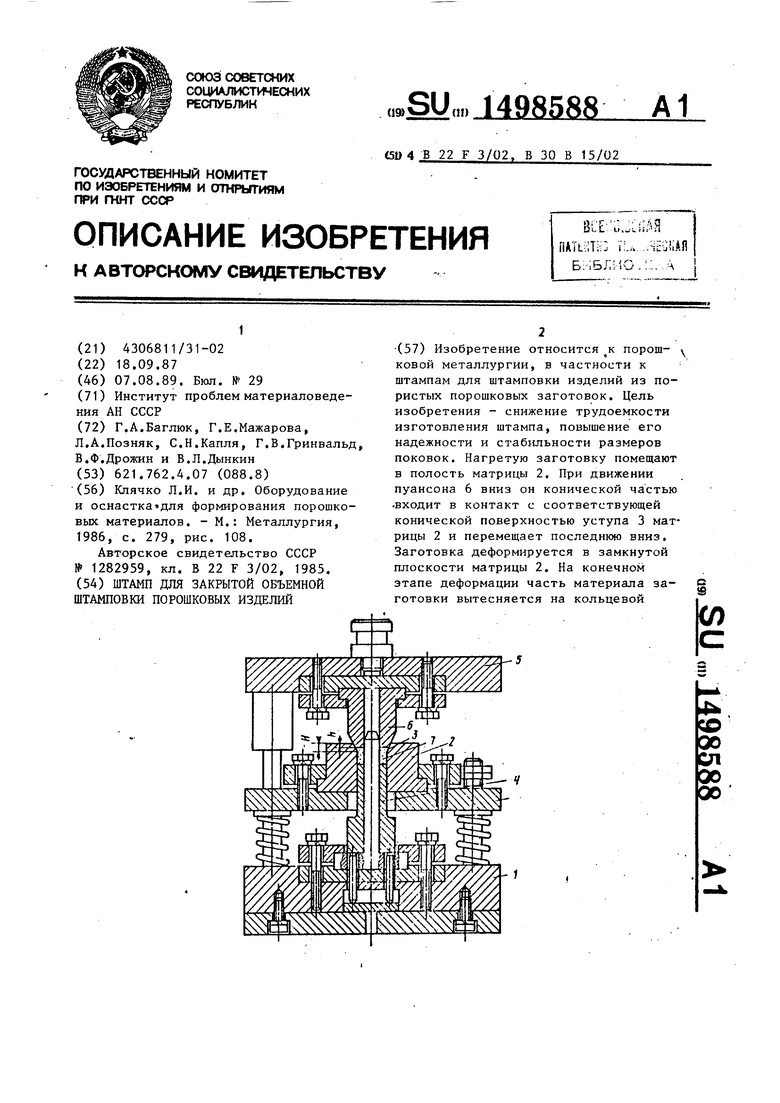
Изобретение относится к порошковой металлургии, в частности к конструкциям штампов для штамповки изделий из пористых порошковых заготовок.
Цель изобретения - снижение трудоемкости изготовления штампа, повышение его надежности и стабильности размеров Цоковок,
На чертеже изображен штамп, раз рез.
Штамп состоит из нижней плиты 1 с установленными на ней подпружиненной матрицы 2 с торцовым уступом 3 на рабочей поверхности и контрпуансоном 4, верхней плиты 5 с закрепленным на ней пуансоном 6, рабочая часть которого выполнена в виде усеченного обратного конуса. Поверхност торцового уступа 3 матрицы 2 выполнена сопрягаемой с конусной частью пуансона 6 Глубина Н уступа 3 превышает высоту h заходного участка пуансона 6,
Штамп работает следующим образом.
Нагретую заготовку помещают в полость матрицы 2. При движении ползуна пресса вниз пуансон 6 своей конической частью входит в контакт с соответствующей конической поверхность уступа 3 матрицы 2 и перемещает последнюю вниз.
При этом верхний торец заготовки 7 соприкасается с торцовой плоскостью пуансона 6. Заготовка деформируется в замкнутой полости матрицы 2f уплотняясь и заполняя объем последней. На конечном этапе деформации часть объема материала заготовки : (около 1%) вытесняется на кольцевой конический участок уступа 3 матрицы 2, в результате чего создается вертикальная составляющая усилия, передаваемого от уплотняемого материала заготовки на матрицу 2, равная ;Про- изведению нормального давления штамповки Р| на площадь проекции SK конусного участка уступа 3 матрицы 2,
5
0
5
0 5
0
5
0
5
не контактирующего с конусной частью пуансона 6, на горизонтальную плоскость.
Однако, несмотря на действие дополнительного вертикального усилия на матрицу, последняя в процессе штамповки остается надежно прижатой к пуансону 6, что обеспечивается вьшолнением условия Рц,5 Р, где Р представляет собой суммарное усилие сжатия амортизаторов и вредных сопротивлений движению матрицы вниз.
При достижении заданной высоты поковки- в случае наличия в массе заготовки избыточного материала резко возрастает давление деформации Рц,, произведение превышает величину Б д, и матрица 2 под действием вертикальной составляющей силы давления- материала заготовки на участок уступа 3 отрьшается от пуансона 6. Между пуансоном и матрицей по периметру поковки образуется кольцевая коническая щель, в которую вытесняется избыточный материал заготовки.
Таким образом, компенсатор в описанной конструкции штампа открывается только на последнем этапе штамповки, когда заготовка полностью до- уплотнена, в результате чего исклю- чается вазможность вытеснения части материала заготовки в компенсационные цели до ее полного доуплотнения.
I
Штамп предлагаемой конструкции
отличается от известного тем, что его конструкция позволяет снизить трудоемкость изготовления матрицы в случае использования штампа для штамповки сложных в плане поковок. Так, трудоемкость изготовления экспериментального штампа предлагаемой конструкции для штамповки заготовок корпусов наручных часов из порошков латуни ЛС59-1 на 12% ниже трудоемкости изготовления штампа известной конструкции вследствие трудностей, связанных с изготовлением внутреннего технологического уступа сложной формы в последнем случае.
Преимуществом предлагаемого штампа является также повышенная надежность штампа и стабильность высОтных размеров штампуемых заготовок вследствие более высокой жесткости верхнего и нижнего пуансонов, (так как размеры их поперечных сечений правы- шают соответствующие значения размеров элементов известного штампа). Так, при штамповке заготовок плашек М20 из порошка быстрорежущей стали Р6М5К5 на известном штампе наблюда- лось колебание высотного размера +0,4 мм; при штамповке на штампе предлагаемой конструкции колебания размера заготовки по высоте не превышали +0,15 мм.
Формула изобретения Штамп для закрытой объе1 ной штамповки порошковых изделий,-содержащий нижнюю плиту с установленными на ней подпружиненной матрицей с торцовым уступом на рабочей поверхности и контрпуансоном и верхнюю плиту с закрепленным на ней пуансоном с заход ной частью, отличаю щ ийся тем, что, с целью снижения тредоем- кости изготовления штампа, повышения его надежности и стабильности размеров поковок, пуансон выполнен в виде обратного усеченного конуса, а поверхность торцового уступа матрицы выполнена соответствующей конусной части пуансона, причем глубина уступа превышает высоту заходной части пуансона
| Клячко Л.И | |||
| и др | |||
| Оборудование и оснастка для формирования порошковых материалов | |||
| - М.: Металлургия, 1986, с | |||
| АППАРАТ ДЛЯ ОБОГАЩЕНИЯ РУД ПО МЕТОДУ ВСПЛЫВАНИЯ | 1915 |
|
SU279A1 |
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Устройство для штамповки изделий из порошковых материалов | 1985 |
|
SU1282959A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
