4iik СО 00 QD
00
ФиЛ.1
Изобретение относится к литейному производству, в частности к способам и устройствам для определения прочности на разрыв формовочных смесей.
Цель изобретения - повышение точности измерений приближением к условиям изготовления форм.
Сущность способа заключается в том, что определение прочности смеси на разрыв осуществляется непосредственно в опоке. Для этого в опоку на модельную nJiHTy размещается гильза, предварительно вставленная в обойму и производится засыпка смесью опоки. Затем опока кантуется на 180°, удаляется обойма и к гильзе, освобожденной от сцепления со смесью, прикладывается осевая нагрузка, по которой определяются прочностные характеристики сме.си.
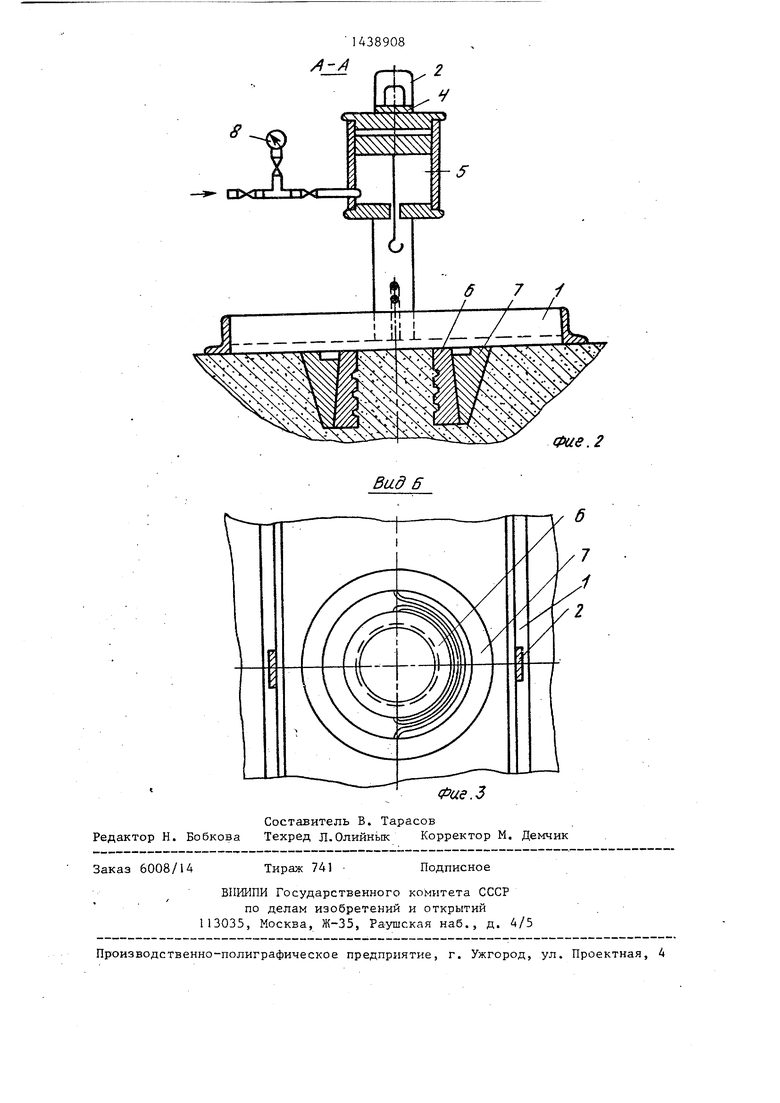
На фиг, I показано устройство для определения прочности формы на растяжение; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Устройство состоит из станины, состоящей из сварной рамы 1 и двух опорных стоек 2. В опорных стойках сделаны пазы, в которых с помощью регулировочных болтов 3 крепится планка 4, а на ней укреплен пневмоцилинд 5. К штоку последнего прикреплен крю для извлечения гильзы 6 из формовочной смеси. Гильза 6 охватьшается по внешней поверхности обоймой 7, по торцу которой сделан круглый паз, в последнем размещены дужки для извлечения обоймы 7.
Прибор работает следующим образом На модельную плиту внутрь опоки устанавливают обойму 7, насыпают на ее поверхность серебристого графита или натирают смесью керосина с графитом для уменьшения сил сцепления со смесью, В обойму 7 устанавливается гильза 6 для определения прочности на растяжение. Наружная поверхность гильзы 6 имеет уклон порядка 75 - 80° для облегчения извлечения обоймы 7, С зтой целью наружная поверхность обоймы 7 имеет уклон 60 - 65, при котором наблюдается подрыв смеси. Опоку заполняют смесью, уплотняют любым известным методом формовки, Модель протягивают, опоку кантуют, Гильза 6 находится в смеси. Извлекают обойму 7. Гильза 6 остается в смеси. Тем самым устраняется влияние сил адгезии (сцепление наружной поверхности гильзы со смесью), искажающее точное, значение предела прочности на разрыв. После этого на ,крюк пневмодилиндра 5 устанавливают дужку гильзы 6 и начинают медленно
подавать давление в полость цилиндра, фиксируя рост давления по манометру 8 или динамометру с индексирующей стрелкой. При превьшении давлением в полости пневмоцилиндра 5 предела
прочности смеси на растяжение гильза отрывается и по индексирующей стрелке определяют значение предела прочности.
Измерение прочности на растяжение
формовочной смеси непосредственно в форме позволяет более точно определить прочностные характеристики.
Устройство можно использовать непосредственно в цехе, на конвейере
и определять прочность смеси в любом месте формы, где необходимо, практически не останавливая конвейер, т.е. без снижения производительности.
30 Форм
у л а
изобретения
5
0
5
0
5
1.Способ определения прочности формовочной смеси, включающий заполнение разъемной гильзы формовочной смесью, уплотнение смеси и приложение- осевой нагрузки к гильзе, о т -
..личающийся тем, что, с целью повьш1ения точности измерений приближением к условиям изготовления форм, предварительно гильзу устанавливают в обойму и размещают в опоке на модельной плите, а после уплотнения смеси осуществляют кантовку опоки на с последующим удалением обоймы -перед приложением осевой нагрузки к гильзе.
2.Устройство для определения прочности формовочной смеси, содержащее опорный каркас, гильзу, пневмоципиндр и измерительный манометр, о т л и - чающе еся тем, что, с целью повышения точности измерений приближением к условиям изготовления форм, оно снабжено съемной обоймой, которая охватывает гильзу по всей ее внешней поверхности.
Фие.2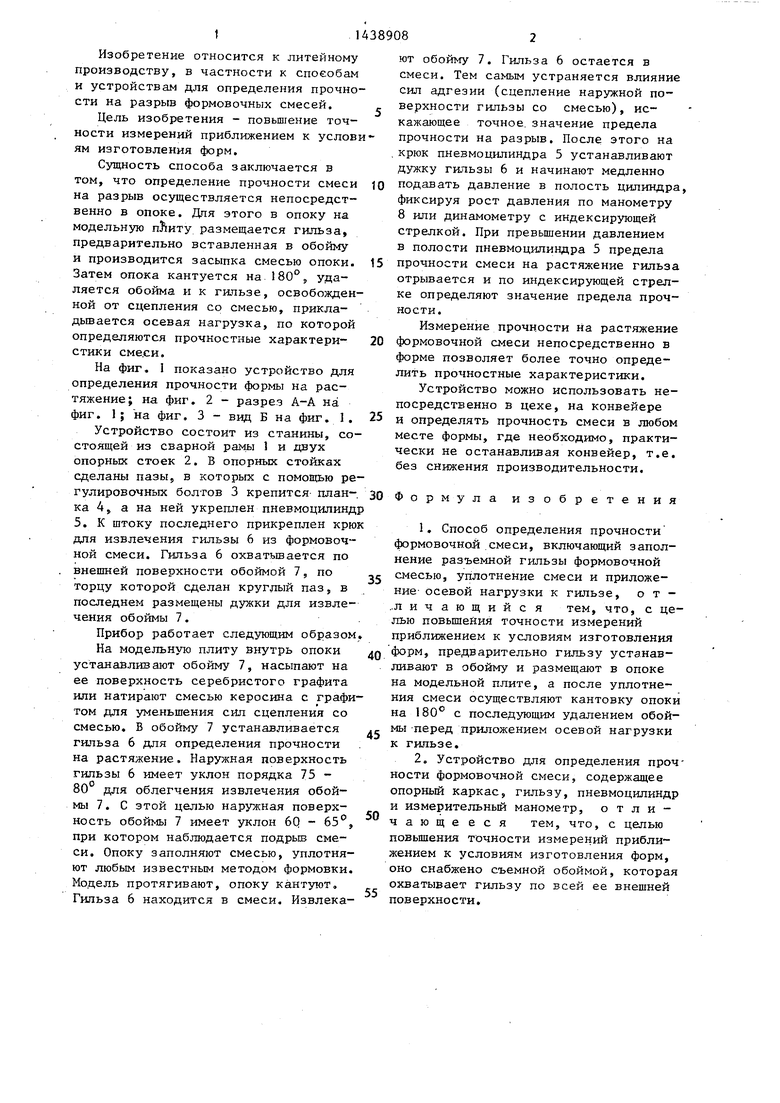
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсного уплотнения формовочной смеси | 1991 |
|
SU1806035A3 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Устройство для определения качествазАпОлНЕНия ОпОК фОРМОВОчНОй СМЕСью | 1979 |
|
SU847139A1 |
| Формовочная многопозиционная машина проходного типа | 1958 |
|
SU124072A1 |
| Способ изготовления литейных форм | 1980 |
|
SU933184A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Способ изготовления литейных форм вакуумной формовкой | 1986 |
|
SU1379072A1 |
Изобретение относится к литейному производству, в частности к способам и устройствам для определения прочности на разрью формовочных смесей. Целью изобретения является повышение точности измерений приближением к условиям изготовления форм. Способ определения прочности на разрыв формовочной смеси осуществляют непосредственно в опоке путем предварительного размещения гильзы 6 с охва- тьшающей ее обоймой 7 на модельной плите. После засыпки опоки формовочной смесью она кантуется на 180° и из нее извлекается обойма 7. После этого крюк пневмоцилиндра 5 соединяют с дужкой гильзы 6 и прикладьшают к последней осевую нагрузку. По показаниям манометра 8 определяют величину прочности смеси на разрыв. 2с. п. ф-лы, 3 ил. (Л
Редактор Н. Бобкова
Составитель В. Тарасов
Техред Л.Олийнык Корректор М. Демчик
Заказ 6008/14
Тираж 741
Государственного комитета СССР
по делам изобретений и открытий , Москва, Ж-35, Раушская наб., д. 4/5
производственно-полиграфическоГ;;;д;рй;; 7;: ; ;;7улГп;:;;к;й;яГ4
Bad 6
Фие .3
Подписное
| Способ определения предела прочности при растяжении образца из разных формовочных или стержневых смесей и устройство для его реализации | 1984 |
|
SU1180147A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ приготовления сухого закрепителя для основных красителей | 1929 |
|
SU23409A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
