СП
СП
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения изделий поперечно-клиновой гфокаткой.
Цель изобретения - повышение качества прокатанных изделий за счет повышения точности их диаметральных размеров.
На фиг.1 изображена рабочая клеть стана, исходное положение механизмов
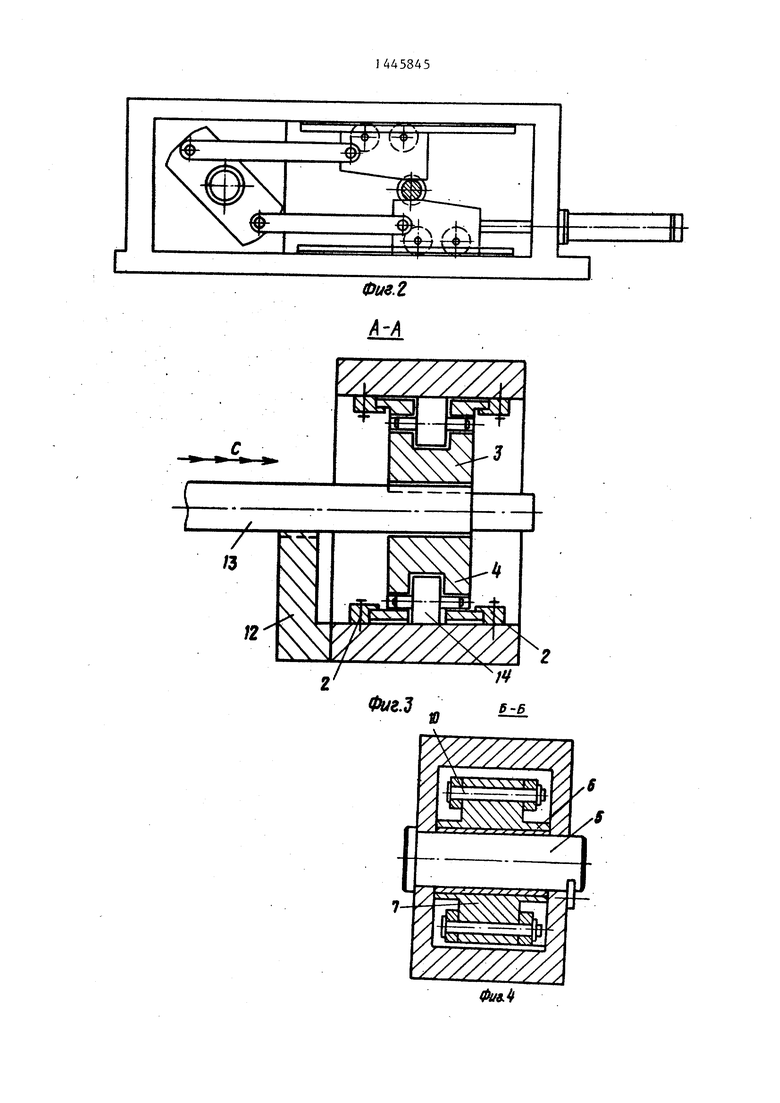
на фиг.2 - то же, в момент конца прокатки; на фиг. 3 - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1.
Рабочая клеть поперечно-клиновой прокатки состоит из станины 1 с направляющими 2, по которым перемеща-i ются.гшиты 3 и 4, несущие клиновой деформируюи ий инструмент. На станине 1 закреплена ось 5, на которой установлено при помопш втулки 6 коромысло . Плиты 3 и 4 соединены тягами 8 и 9 с коромыслом 7 с помощью шарнирных соединений JO. Плита 4 соединена также со штоком силового цилиндра 11. На станине 1 смонтирована проводка 1 2 для заготовки 13, пепемещаемой в направлении стрелки С
Рабочая клеть стана работает следуюп1им образом.
Заготовка 13 располагается на проводке 12, после чего дается перемещение штоку силового цилиндра I1, И плита 4 начинает перемещаться к заготовке 13. При движении плиты начинает перемещаться и тяга,9, пово
f5
20
5845
рачивая на оси 5 и втулке 6 коро(1с- ло 7, которое с помощью шарнирного соединения 10 приводит в движение , тягу 8 и вместе с ней гшиту 3 навстречу плите 4, Перемещение плит 3 и 4 происходит в направляющих 2 станины 1. После прихода плит 3 и 4 в крайнее положение прокатка заканчи- 10 вается и обратным ходом штока силового цилиндра 11 плиты 3 и 4 возвращаются в исходное положение. Далее цикл повторяется после очередной подачи заготовки 13 в направлении стрелки С, Плиты 3 и 4 могут перемещаться в станине I с помощью роликов 14.
Формула изобретения
Рабочая клеть стана поперечно- клиновой прокатки, содержащая смон тированные в направляющих станины две плиты с размещенными на них клиг новыми деформируинцими инструментами, снабженные приводом разнонаправленного возвратно-поступательного перемещения и узел синхронизации плит, отличающаяся тем, что, с целью повьшения качества получаемых изделий за счет повьшения точности их диаметральных размеров, узел синхронизации выполнен в виде шарнирно смонтированного в станине со стороны, противоположной приводу плит, кором 1сла, каждое из плеч которого щарнирно связано посредством тяги с соответствующей плитой.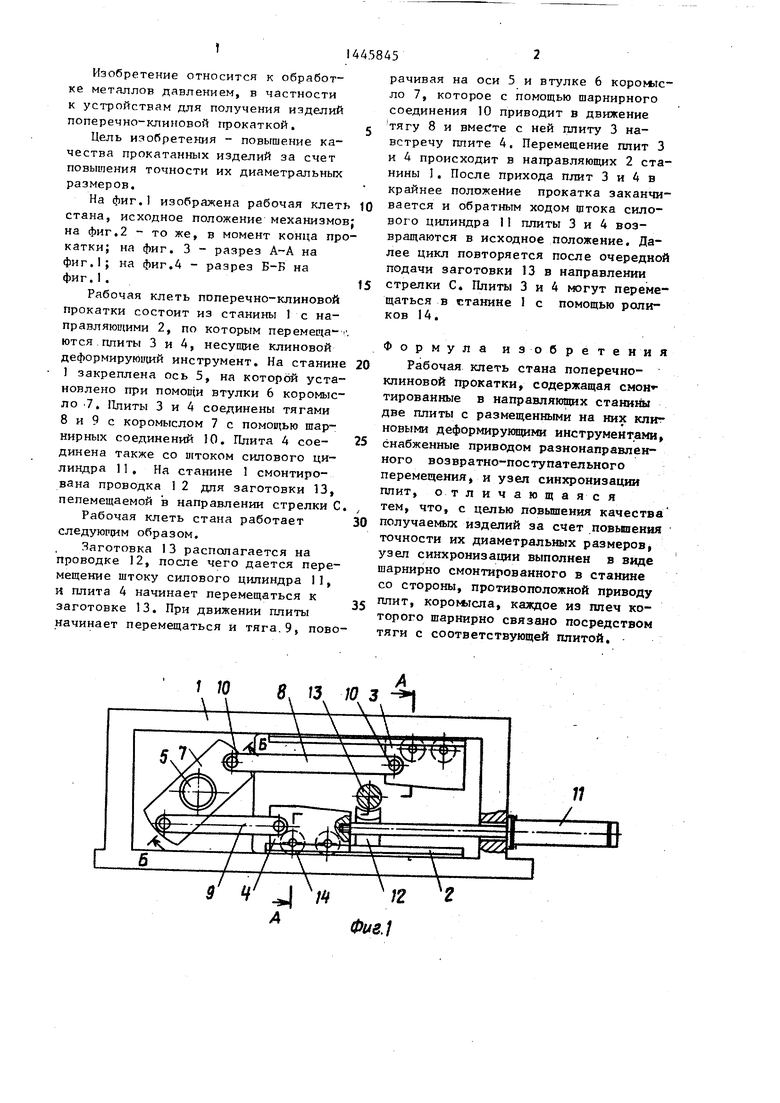
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2115500C1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Стан поперечно-клиновой прокатки | 1981 |
|
SU1006006A2 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2107573C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2106925C1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Устройство для прокатки изделий с переменным профилем | 1976 |
|
SU617143A1 |
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU727288A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения изделий поперечно-клиновой прокаткой. Цель - -повьшение качества прокатанных изделий за счет повышения -точности их диаметральных размеров. Рабочая клеть стана содержит две плиты с инструментами, снабженные приводо м их перемещения, и узел синхронизации этого перемещения. Привод выполнен в виде сипового цилиндра,-шток которого соединен с одной из плит со стороны, противоположной приводу. На станине смонтировано коромысло, плечи которого посредством тяг с шарнирами связаны с соответствующими штитами. Перемещение щтока передается одновременно на обе плиты. 4 ил.
12
Фие.
a
Фиг.г A-A
%7////
a
X
. лючм
.
/
/
, - - f. 1
Xlw X
| Устройство для поперечно-клиновой прокатки | 1975 |
|
SU547271A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
