09
сл ел
Изобретение ortiocHTcn к способам формирования борта покрьпиек пневмат шин типа Р и может найти применение в первую очередь в шинной промышленности в сборочных цехах.
Цель изобретения - повышение производительности процесса формирования и снижение его энергоемкости.
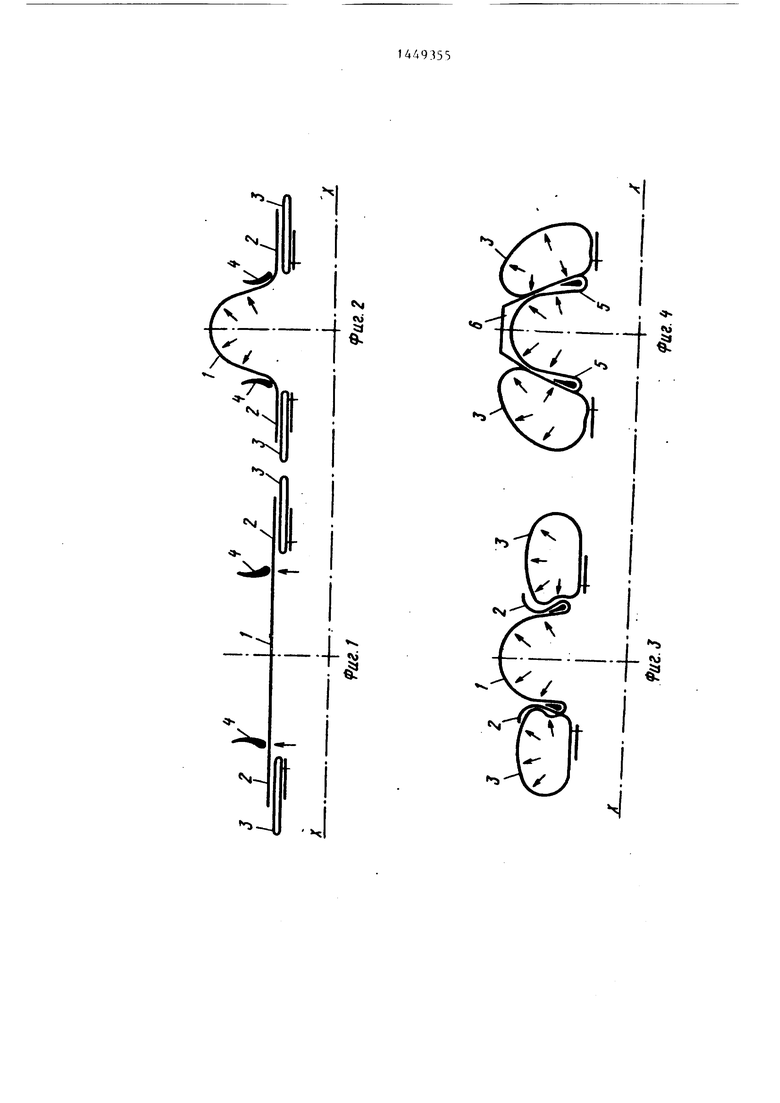
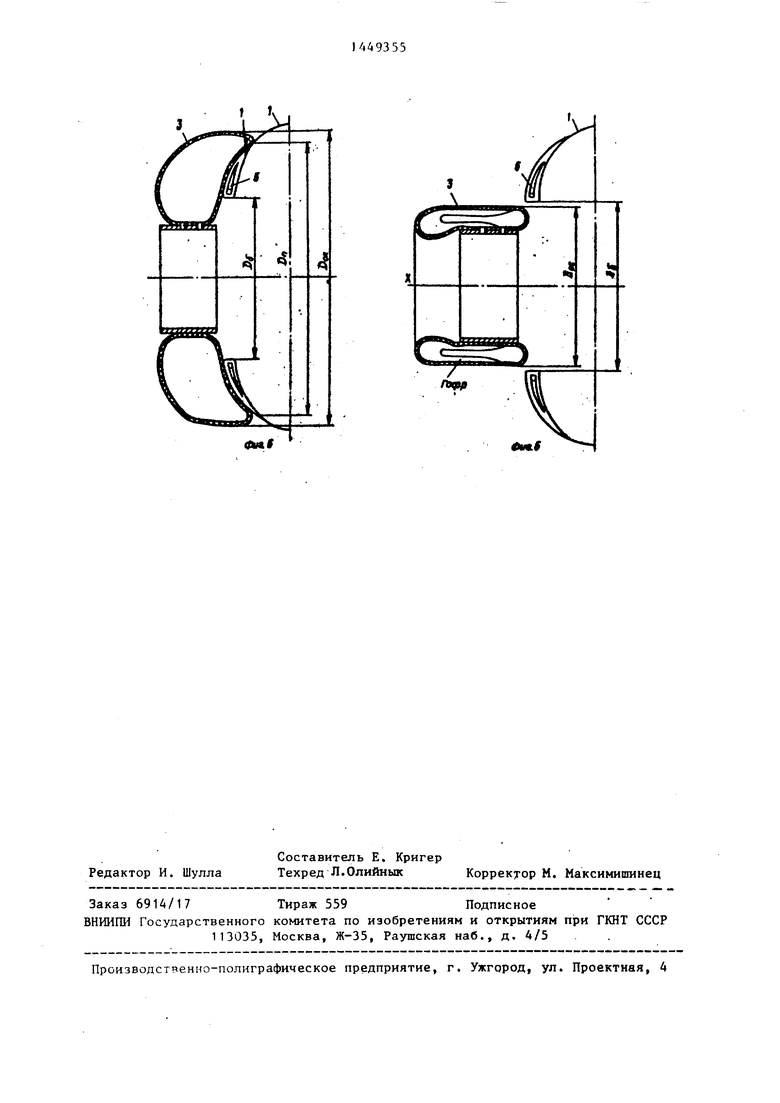
На фиг. 1-4 изображены последовательные стадии формирования борта; на фиг. 5 - об олочка, общий вид; на фиг. 6 - то же, в сложенном положении.
Способ осуществляется следующим образом.
Каркас 1 размещают на сборочном оборудовании. Кромки 2 слоя каркаса 1 размещают поверх вакуумированной торообразной оболочки 3. Устанавливают бортовые крыпья 4 и начинают каркас 1 увеличивать в диаметре до придания ему формы тора (фиг. 2).
В дальнейшем внутрь оболочки 3 подают сжатый воздух (фиг. 3), посредством которого оболочка 3 раздувается до размеров и формы ее свободного состояния, в котором она изготавливается. Благодаря этому кромки 2 слоен корда каркаса 1 обертываются вокруг бортовых крыльев 4 и дублируются с кордом каркаса 1, образуя оформленный борт 5 покрыики 6 (фиг. 4).
Оболочку 3 выполняют в свободном состояний с наружным диаметром Ооц , соответствующим диаметру D окружности бортовой зоны сформованной
покрмшки f. (фиг. )) , ОГм). Ч го- бирается и вулканигэируптся тдкпп мы и размеров, которые оня лолжна J иметь в конечной стадии формкронания борта 5.
После завершения сборки покрыпки 6 внутреннюю полость оболочки 3 ва- куумируют, чтобы оболочку 3 сложить
0 ДО такого размера, когда можно удалить со сборочного барабана собранную покрьшжу 6 (фиг. 6). При вакууми- ровании оболочки (фиг. 6) ее наружный диаметр DOJ. должен быть меньше
5 посадочного диаметра D сформованного борта 5 покрыпки 6. Далее цикл повторяется.
Формула изобретения
0Способ формирования бортов покрышек пневматических шин, при котором кромки слоев каркаса размещают на вакуумированных торообразных оболочках устройства для сборки покрыпек, 5 устанавливают бортовые крьтья, обер тывают кромки слоев каркаса вокруг бортовых крыльев и, раздувая торооб- разные оболочки, окончательно оформляют борта покрьипки при ее формова- 0 НИИ, отличающийся тем, что, с целью повышения производительности процесса формирования и снижения его энергоемкости, кромки слоев каркаса размещают на торообразных j оболочках, имеющих наружный диаметр в свободном состоянии, соответствующий диаметру окружности бортов сформованной ПОКРЬЩ1КИ.
N,
Nj
t К
| название | год | авторы | номер документа |
|---|---|---|---|
| Средство для формирования борта покрышек пневматических шин | 1987 |
|
SU1455538A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1106681A1 |
| Средство для формирования борта покрышек пневматических шин | 1987 |
|
SU1455539A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1548077A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Устройство для сборки покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU823165A1 |
| Способ сборки покрышек пневматических шин | 1986 |
|
SU1399168A1 |
| Устройство для удержания покрышек пневматических шин | 1983 |
|
SU1162615A1 |
| Цилиндрическая заготовка каркаса радиальной покрышки пневматической шины | 1990 |
|
SU1763241A1 |
Изобретение относится к способам формирования борта покрышек пневматических шин типа Р и может найти применение в шинной промьштлепности в сборочных цехах. Цель изобретения - повьяпение производительности процесса формирования и снижение его энергоемкости. Для этого кромки слоев каркаса размещают на торообразньпс оболочках, имеющих наружный диаметр в свободном состоянии, соответствующий диаметру окруткности бортов сформованной покрьюки. 6 ил.
«Mf
/
«MLf
| Патент CUIA № 3277277, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Заготовительные и сборочные процессы и оборудование шинного производства | |||
| / Под ред | |||
| Б.А | |||
| Иванова, - М.: 1976, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
