1
Изобретение относится к машиностроению, в частности к способам изготовления сварных изделий из конструкционных сталей.
Цель изобретения - снижение степени полосчатой химической неоднородности и повьЕпение ударной вязкости металла околошовной зоны и основного металла в направлении, перпендикулярном плоскости прокатки.
Перед сваркой свариваемые заготовки по всему объему или локально в области зоны термического влияния подвергаются закалке: ускоренному нагреву до температуры (450-550) С, выдержке при этой температуре в течение времени, необходимого для устранения полосчатой химической неоднородности, определяемого экспериментально для каждой марки стали (2-5 мин), ускоренному охлаждению в масло или воду и отпуску. Однако путем предварительной одноразовой за- 5 калки с перегревом и последующим отпуском можно только незначительно попутно повысить ударную вязкость основного металла (до 1,5 раза). Основной и максимальный эффект может to быть достигнут только в околошовной зоне (ОШЗ) после сварки, поскольку металл ODI3 при сварке вновь нагревается до температур закалки, а в сумме, с предварительной термообработ- 5 кой испытьшает двойную закалку.
Способ применительно к обработке сварных изделий из стали ЗОХНЗА (АСт, ) реализуется, например, следующим образом. 20
4:
С О5 00
При малых размерах свариваемые заготовки нагреваются в соляной бариевой ванне до , вьщерживаются при этой температуре 2-3 мин, а затем охлаждаются в -масло. Отпуск производится по известным режимам, например при 500-550 С.
При больших размерах сварного изделия, например тел вращения,свари- ваемые кромки перёд сваркой нагревают на ширину зоны термического влияния (5-15 мм) до 1230-1300 0 путем нагрева ТВЧ (ТПЧ), выдерживают при этой температуре 2-3 мин и охлаждают душирующим водяньм потоком. Затем производят отпуск путем нагрева ТВЧ.
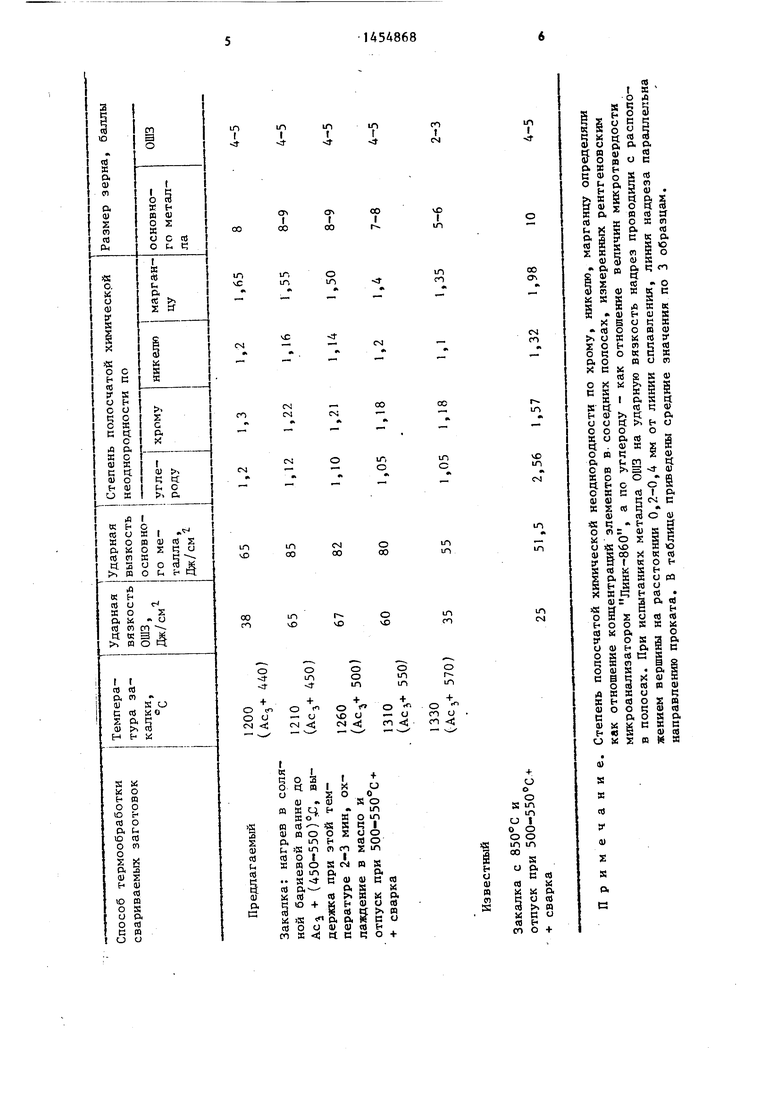
Эффективность предлагаемого способа выявлена по результатам сравнительных испытаний свойств ОШЗ и ос- новного металла при предварительной термической обработке по известному и предлагаемому способам (см. таблицу) заготовок сварных образцов из стали ЗОХНЗА. Оварные образцы свари- вали в среде углекислого газа проволокой 01, 2 мм ОВ-08ГОМТ на одинаковьк режимах (loe J60-180 А; U 2А-26В
Как видно из данных таблицы, при предлагаемом способе термической обработки степень химической неоднородности в полосах по хрому, никелю, марганцу, углероду снижается в
1,5-2 раза, а ударная вязкость основного металла и металла ОШЗ повышается в 2-3 раза.
Уменьшение температуры нагрева ниже 1210°0 (А0з+ 450°0) не приводит к повышению ударной вязкости металла околошовной зоны и основного металла вследствие недостаточности температуры нагрева для устранения полосчатой химической неоднородности.
Повышение температуры вьппе 1310 С (АОз + 5500) приводит к значительному росту зерна и также не обеспечивает повычение ударной вязкости.
Таким образом, применение предлагаемого способа при сварке конструкционных сталей позволяет повысить ударную вязкость металла околошовной зоны и основного металла в направлении, перпендикулярном плоскости
прокатки. I Формула изобретения
Способ изготовления сварных изделий из конструкционных сталей, включающий закалку, отпуск и сварку, . отличающийся тем, что, с целью повышения ударной вязкости металла околошовной зоны и основного металла в направлении поперек прокатки, закалку осуществляют с температуры Acj + (450-550)°С.
1Л
f
ю
t
n
CM
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сварных соединений с заданными механическими свойствами | 1976 |
|
SU733926A1 |
| Способ термической обработки сварных соединений из мартенситностареющих сталей | 1980 |
|
SU1022996A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОСЧАТОЙ СТРУКТУРЫ МЕТАЛЛА ЛИСТОВОГО ПРОКАТА ФЕРРИТО-ПЕРЛИТНЫХ СТАЛЕЙ | 2010 |
|
RU2439169C1 |
| Способ термической обработки длинномерных изделий из хромоникелевых сталей аустенитно-мартенситного класса | 1985 |
|
SU1258848A1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2279487C1 |
| Способ производства высокопрочных электросварных труб | 1980 |
|
SU969758A1 |
| ВЫСОКОПРОЧНАЯ, СВАРИВАЕМАЯ СТАЛЬ С ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТЬЮ | 2005 |
|
RU2314361C2 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
Изобретение относится к машиностроению, в частности к способам изготовления сварных изделий из конструкционных сталей. Цель изобретения - снижение степени полосчатой химической неоднородности и повышение ударной вязкости металла околошовной зоны и-основного металла, в направлении поперек проката. Способ заключается в том, что перед сваркой осуществляют закалку с температуры Acj + + (450-550)°С и высокий отпуск. В результате обработки предложенным способом после сварки максимальный эффект достигается в металле околошовной зоны, где ударная вязкость повышается в 2,5-3 раза. Предложенный способ позволяет выравнивать ударную вязкость околошовной зоны до уровня основного металла. 1 табл. (Л
о
00
СТч ОО
1Л
ш
о
1Л
.
с
р.
X
со
см см
t
0)t
t;«
(-,о
.с.
I
Ш ев S
АI НО
ОЖ
§§ S t о
етя К
Sи о Я X
роо ti t ct
ш
чО
00
см 00
ы
S
- о
СП
аи о fct
00
ГЛ
LO
о
г
vO
о
О
)- )
о
LO
оо о
1Л
о
1Л
ш
п
+++
. О- ScT 2о
S-Й 00
r
чО 1Л
1Л
m
1Л
о
1Л
с
о
00
ш
иО
о
vO
1Л
го
о
1Л
ш
п
2о
о
г
LH
о п о со i;
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХСТАЛЕЙ | 0 |
|
SU291969A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Потак Я.М | |||
| Высокопрочные стали | |||
| М.: Металлургия, 1972, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
