Изобретение относится к обработке листового материала, а именно к способам фиксации листового материала при штамповке, н- может быть использовано в различных отраслях приборостроения, машиностроения и в электротехнической промышленности, например листов статора и ротора электродвигателей.
Целью изобретения является повышение качества деталей за счет повышения точности фиксации.
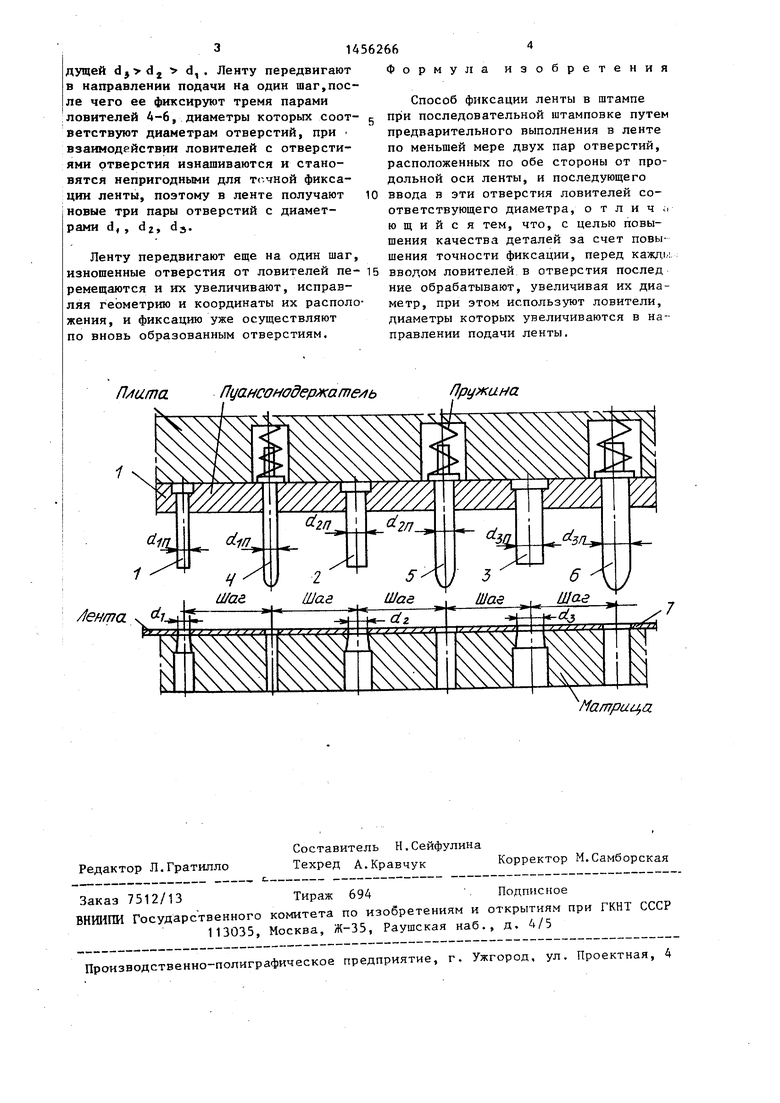
На чертеже показана схема осуществления предлагаемого способа.
На схеме обозначены пуансоны 1-3 для получения отверстий на ленте, соответствующие этим отверстиям ловители 4-6, лента-заготовка 7.
Способ осуществляется следующим образом.
В ленте 7 получают пару отверстий пуансонами 1, затем по этим отверстиям осуществляют фиксацию ленты ловителями 4 при дальнейшем шаговом перемещении ленты, эта пара отверстий обрабатывается пуансонами 2 для дальнейшей фиксации ловителями 5 соответствующих отверстиям диаметров и одновременно получается новая пара отверстий пуансонами 1 и т.д.
В ленте многопозиционного штампа получают одновременно несколько пар отверстий пуансонами 1-3 (например, три пары), расстояние между каждой парой два шага, диаметр отверстий последующей пары больше преды4 ел
о ю
о
05
31456266
дущей dj dj d, , Ленту передвигают Формула изобретения в направлении подачи на один шаг,после чего ее фиксируют тремя парами ловителей 4-6, диаметры которых соот- ветствуют диаметрам отверстий, при взаимодействии ловителей с отверстиями отверстия изнашиваются и становятся непригодными для тсгчной фиксации ленты, поэтому в ленте получают 10 новые три пары отверстий с диаметрами d, , dz, dj.
Способ фиксации ленты в штампе при последовательной штамповке путем предварительного выполнения в ленте по меньшей мере двух пар отверстий, расположенных по обе стороны от продольной оси ленты, и последующего ввода в эти отверстия ловителей соответствующего диаметра, о т л и ч ч ю щ и и с я тем, что, с целью повышения качества деталей за счет повышения точности фиксации, перед каждмг вводом ловителей в отверстия послед ние обрабатывают, увеличивая их диаметр, при этом используют ловители, диаметры которых увеличиваются в направлении подачи ленты.
Ленту передвигают еще на один шаг, изношенные отверстия от ловителей пе- 15 ремещаются и их увеличивают, исправляя геометрию и координаты их расположения, и фиксацию уже осуществляют по вновь образованным отверстиям.
Формула изобретения
Способ фиксации ленты в штампе при последовательной штамповке путем предварительного выполнения в ленте по меньшей мере двух пар отверстий, расположенных по обе стороны от продольной оси ленты, и последующего ввода в эти отверстия ловителей соответствующего диаметра, о т л и ч ч ю щ и и с я тем, что, с целью повышения качества деталей за счет повышения точности фиксации, перед каждм вводом ловителей в отверстия послед ние обрабатывают, увеличивая их диаметр, при этом используют ловители, диаметры которых увеличиваются в направлении подачи ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп | 1988 |
|
SU1586824A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Способ получения круглых листов из широкорулонного материала | 1977 |
|
SU685391A1 |
| Штамп | 1988 |
|
SU1655617A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |
| Штамп последовательного действия | 1978 |
|
SU749508A1 |
| Штамп для изготовления деталей из листового материала | 1980 |
|
SU869912A1 |
| Штамп последовательного действия | 1983 |
|
SU1094650A1 |
| Способ последовательной штамповки пластин сердечников электрических машин | 1990 |
|
SU1787622A1 |
Изобретение относится к обработке листового материала, а именно к способам фиксации листового материала при штамповке, и может быть использовано в различных отраслях приборостроения, машиностроения и в электротехнической промышленности. Цель изобретения - повьппение качества деталей за счет повьш1ения точности фиксации. Вдоль ленты получают одновременно несколько пар отверстий. Расстояние между каждой парой. по меньшей мере два шага. Размеры отверстий увеличивают по возрастанию в направлении подачи. Одноразовую фиксацию осуществляют по всем вновь образованным парам отверстий после подачи ленты на один шаг, это позволяет повысить точность фиксации. 1 ил. сл
n/iamcL Пдансонодержате/}ь
X.
/пружина
Матраца
| Способ фиксации листовой заготовки при последовательной штамповке | 1978 |
|
SU706163A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
