ие. 1
Изобретение относится к области автоматизации обработки металлов давлением и может быть использовано для загрузки и обработки листовых сталь- ных заготовок в кузнечно-прессовом производстве.
Цель изобретения - повьшение надежности комплекса за счет повышения достоверности контроля количества захваченных заготовок.
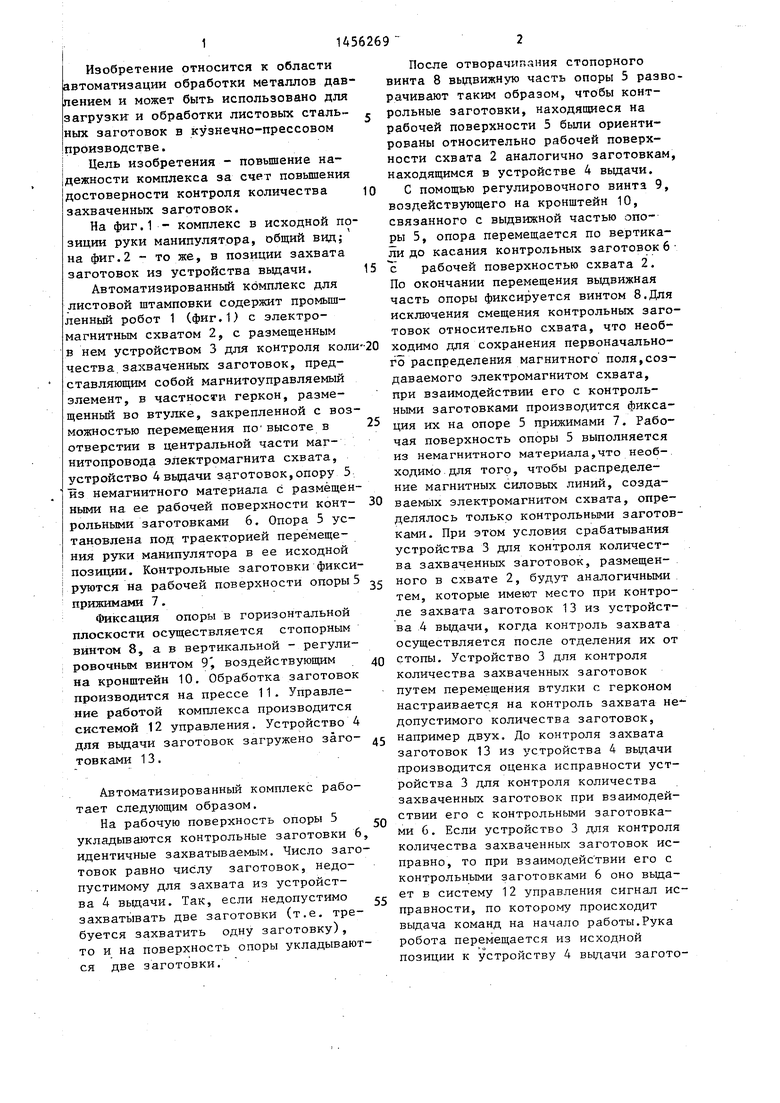
На фиг.1 - комплекс в исходной позиции руки манипулятора, общий вид; на фиг.2 - то же, в позиции захвата заготовок из устройства выдачи.
Автоматизированный комплекс для листовой штамповки содержит промышленный робот 1 (фиг.1) с электромагнитным схватом 2, с размещенным в нем устройством 3 для контроля коли чества захваченных заготовок, представляющим собой магнитоуправляемый элемент, в частности геркон, разме- щенньй во втулке, закрепленной с воз можностью перемещения ПО высоте в отверстии в центральной части маг- нитопровода электромагнита схвата, устройство 4 выдачи заготовок,опору 5 из немагнитного материала с размещен ными на ее рабочей поверхности конт- рольными заготовками 6, Опора 5 установлена под траекторией перемещения руки манипулятора в ее исходной позиции. Контрольные заготовки фиксируются на рабочей поверхности опоры
прижимами 7.
Фиксация опоры в горизонтальной плоскости осуществляется стопорным винтом 8, а в вертикальной - регулировочным винтом 9; воздействующим на кронштейн 10. Обработка заготовок производится на прессе 11. Управление работой комплекса производится системой 12 управления. Устройство для вьщачи заготовок загружено заго товками 13.
Автоматизированный комплекс работает следующим образом.
На рабочую поверхность опоры 5 укладываются контрольные заготовки 6, идентичные захватываемым. Число заготовок равно числу заготовок, надо пустимому для захвата из устройства 4 вьщачи. Так, если недопустимо захватывать две заготовки (т.е. требуется захватить одну заготовку), то и на поверхность опоры укладываются две заготовки.
После отворачипания стопорного винта 8 выдвижную часть опоры 5 разворачивают таким образом, чтобы контрольные заготовки, находящиеся на рабочей поверхности 5 были ориентированы относительно рабочей поверхности схвата 2 аналогично заготовкам, находящимся в устройстве 4 выдачи.
С помощью регулировочного винта 9, воздействующего на кронштейн 10, связанного с выдвижной частью опоры 5, опора перемещается по вертика- Ни до касания контрольных заготовок 6 с рабочей поверхностью схвата 2. По окончании перемещения выдвижная часть опоры фиксируется винтом 8.Для исключения смещения контрольных заготовок относительно схвата, что необходимо для сохранения первоначального распределения магнитного поля,создаваемого электромагнитом схвата, при взаимодействии его с контрольными заготовками производится фиксация их на опоре 5 прижимами 7. Рабочая поверхность опоры 5 выполняется из немагнитного материала,что необходимо для того, чтобы распределение магнитных силовых линий, создаваемых электромагнитом схвата, определялось только контрольными заготовками. При этом условия срабатывания устройства 3 для контроля количества захваченных заготовок, размещенного в схвате 2, будут аналогичными тем, которые имеют место при контроле захвата заготовок 13 из устройства 4 вьщачи, когда контроль захвата осуществляется после отделения их от стопы. Устройство 3 для контроля количества захваченных заготовок путем перемещения втулки с герконом настраивается на контроль захвата недопустимого количества заготовок, например двух. До контроля захвата заготовок 13 из устройства 4 вьщачи производится оценка исправности устройства 3 для контроля количества захваченных заготовок при взаимодействии его с контрольными заготовками 6. Если устройство 3 для контроля количества захваченных заготовок исправно, то при взаимодействии его с контрольными заготовками 6 оно вьща- ет в систему 12 управления сигнал исправности, по которому происходит вьщача команд на начало работы.Рука робота перемещается из исходной позиции к устройству 4 вьщачи заготвок и схват 2 захватьшает заготовку 13. Если схват 2 захватил одну заготовку (фиг.2), то устройство 3 для контроля количества захваченных заготовок выдает разрешающий сигнал, по которому происходит транспортировка заготовки в пресс 11. Если схват2 захватил две и более заготовки, что
Формула изобретения
1 . Автоматизированный комплекс
для листовой штамповки,.содержащий
э
пресс, манипулятор с перемещаемым по определенной,имеющей Исходную позицию траектории электромагнитным схватом, устройство для контроля ко- недопустимо, то устройство 3 для KOHT-IQ личества захваченных заготовок, ус- роля количества захваченных схватом 2 тановленное по траектории перемеще- заготовок вьщает аварийный сигнал, ния электромагнитного схвата, уст- поступающий в систему 12 управления, по которому происходит запрет транспортировки недопустимого количества 15 заготовок, удерживаемых схватом 2, в пресс 11. Оценка исправности устройства 3 для контроля количества захваченных заготовок, размещенного в схвате 2, производится перед нача- 20
лом каждого цикла. В случае неисправности устройства 3 для контроля количества захваченных заготовок, оно не реагирует на контрольные заготовки 6, размещенные на опоре 5, и в систе- 25 му 12 управления поступает сигнал неисправности устройства 3 для контроля количества захваченных заготовок, по которому запрещается работа комплекса.30
Изобретение позволяет производить активный контроль исправности устройства для контроля количества захваченных заготовок.
Введение активного контроля ис- в правности контрольного устройства необходимо при работе комплекса в условиях безлюдного производства.
ройство для вьщачи заготовок и систему управления, отличающий с я тем, что, с целью повышения надежности за счет повьш1ения достовер ности контроля количества захваченны заготовок, он снабжен расположенной под схватом в исходной позиции траектории последнего регулируемой по высоте опорой для размещения на ней контрольных заготовок.
2.Комплекс по п.1, о т л и ч а ю щ и и с я тем, что опора выполнена
с возможностью наладочного поворота в горизонтальной плоскости.
3.Комплекс поп.1,отличаю щ и и с я тем, что опора снабжена элементами фиксации контрольных заготовок .
4.Комплекс по пп.1 и 2, о т л и- чающийся тем, что чувствительный элемент для контроля количества захваченных заготовок выполнен в виде магнитоуправляемого элемента, а опора выполнена из немагнитного материала.
Формула изобретения
1 . Автоматизированный комплекс
для листовой штамповки,.содержащий
э
пресс, манипулятор с перемещаемым по определенной,имеющей Исходную позицию траектории электромагнитным схватом, устройство для контроля ко- IQ личества захваченных заготовок, ус- тановленное по траектории перемеще- ния электромагнитного схвата, уст- 15 20
пресс, манипулятор с перемещаемым по определенной,имеющей Исходную позицию траектории электромагнитным схватом, устройство для контроля ко- личества захваченных заготовок, ус- тановленное по траектории перемеще- ния электромагнитного схвата, уст-
ройство для вьщачи заготовок и систему управления, отличающий с я тем, что, с целью повышения надежности за счет повьш1ения достовер ности контроля количества захваченны заготовок, он снабжен расположенной под схватом в исходной позиции траектории последнего регулируемой по высоте опорой для размещения на ней контрольных заготовок.
2.Комплекс по п.1, о т л и ч а ю щ и и с я тем, что опора выполнена
с возможностью наладочного поворота в горизонтальной плоскости.
3.Комплекс поп.1,отличаю щ и и с я тем, что опора снабжена элементами фиксации контрольных заготовок .
4.Комплекс по пп.1 и 2, о т л и чающийся тем, что чувствительный элемент для контроля количества захваченных заготовок выполнен в виде магнитоуправляемого элемента, а опора выполнена из немагнитного материала.
/
//

| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный схват | 1985 |
|
SU1306712A1 |
| Устройство для контроля подачи листовой заготовки | 1990 |
|
SU1756148A1 |
| Устройство для захвата листовых заготовок | 1989 |
|
SU1785895A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Робототехнический комплекс Шишина для контроля захвата заготовки и разделения слипшихся заготовок | 1988 |
|
SU1646860A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для подачи заготовок "Маркус | 1980 |
|
SU963884A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| Электромагнитный захват для плоских заготовок | 1983 |
|
SU1100081A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для загрузки и обработки листовых стальньк заготовок в куз- нечно-прессовом производстве.Цель изобретения - повьппение надежности комплекса за счет повышения досто.-/ верности контроля количества захва- ченных заготовок. Комплекс имеет регулируемую по высоте опору с возможностью поворота ее в горизонтальной плоскости, на которой размещены контрольные заготовки 6 с элементами их фиксации. Опора выполнена из немагнитного материала, а устройство 3 - в виде магнитоуправляемого элемента. Перед контролем количества захваченньк заготовок 13 из устройства выдачи 4 производится оценка исправности устройства 3 для контроля количества захваченных заготовок. Устройство настраивается на контроль захвата недопустимого количества заготовок. Если устройство 3 исправно, то при взаимодействии его с контрольными заготовками 6 оно вьщает в систему управления 10 сигнал исправности, по которому происходит выдача сигнала на начало работы комплекса. 3 3.п. ф-лы, 2 ил. / i (Л 4: СЛ Од 1C Од со
Фиг,2
| Рапопорт.Г.Н | |||
| и Солин Ю.В | |||
| Применение промышленных роботов | |||
| М.J Машиностроение, 1985, с.128-130, рис | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
