Фиг. г
Изобретение относится к абразивной обработке и может быть использовано для финишной обработки плоскостей и пологих сфер крупногабаритных деталей.
Цель изобретения - расширение технологических возможностей устройства как по производимым на н-ем видам обработки и ее точности, так и по размерам обрабатываемых деталей.
На фит. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - его кинематическая схема.
Устройство содержит держатель детали в виде планшайбы 1, посредством двухступенчатой зубчатой передачи связанный с электродвигателем Ml. Траверса 2 связана с взаимно перпендикулярными кулисами 3 и 4, установлена с возможностью взаимно перпендикулярных перемещений по наиравляю- Н1ИМ 5 и 6, смонтированным на станине, и находится в зацеплении с роликовыми пальцами 7 и 8. Последние закреплены с возможностью радиального перемещения на дисках вертикалып11х валов 9 и 10, которые соединены с редукторными электродвигателями .М2 и МЗ, подключенными к регулятору частот их . (РЧ).
Инструментальная головка 11 с собственным электроприводом М4 закреплена на нарнирной подвеске 12 с возможностью подъема и опускания с помощью параллело- 1-раммного механизма 13 от электродвигателя М5. Им же осуществляется прижим инструмента 14 к обрабатываемой поверхности через упругий элемент 15 с регулируемым усилием. Траверса может пере.мещаться в ра- диа. по отношению к планшайбе 1 направлении посредством ходового винта 1,6 от электродвигателя Мб.
Для оперативного контроля обрабатываемой поверхности предусмотрен лазерный интерферометр 17, установленный на консоли 18, которая может перемещаться по дуге в горизонтальной плоскости с приводом от электродвигателя 7. Контрольный прибор 17 связан с ЭВМ, куда поступают сведения об отклонениях формы поверхности с учетом систематических погреп1ностей переме- П1епий консоли 18 и планшайбы 1. Датчики двигателей Ml и М7, подключенные к ЭВМ, служат для определения положения отклонения формы на поверхности детали.
В процессе работы устройства вращение валов 9 и 10 от двигателей М2 и МЗ преобразуется посредством кулисных механиз- ,,ов 7-3 и 8-4 в колебательное движение траверсы 2. Направляющие 5 и 6 удерживают траверсу в горизонтальной плоскости, воспринимая нагрузку от yripyroi o элемента 15.
В зависимости от заданных регулятором частот соотпошепий частот складываемых взаимно перпендикулярпых колебаний вид
траектории инструмента 14, движущегося по поверхности детали, закрепленной на план- щайбе 1, может быть разнообразным. На фиг. 1 показаны траектории, соответствую5 щие отнощению частот 1:2; 2;3 и 1;1. В общем случае при более сложных отнощениях частот траектории имеют свойство неповторяемости, что способствует повышению качества обработки.
0 Одновременно планшайбе 1 сообщается вращение, а траверсе 2 - дополнительное радиальное перемещение от двигателей Ml и Мб так, чтобы инструментом 14 была последовательно перекрыта вся обрабатываемая поверхность. При этом в соответствии с
заложенной в ЭВМ программбй и находящимися в ман1инной памяти данными об исходной топографии поверхности относительное неремеи1ение траверсы в радиальном на- нравлении производится в полярных коор20 динатах с управлением по отклонениям формы от плоскостности.
Устройство позволяет осуществлять и другие виды обработки. Для шлифования, хонингования и полирования инструменту 14 с соответствующей скоростью сообщают вращение от двигателя М4 (в случае шлифования двигатели М2 и МЗ могут отключаться). В зависимости от характера макрорельефа поверхности устанавливаются амплитуды колебаний траверсы 2 за счет величины
30 радиального смеп1ения пальцев 7- и 8. Для обработки сферических поверхностей и их последующей асферизации устанавливаются неодинаковые амплитуды (на кулисе 4 меньше), чтобы контур распределенной траектории из квадрата обратился в узкий прямо35 угольник. Для лучшей обработки края круглой детали большая сторона прямоугольника должна быть направлена по касательной к краю, этим обусловливается наклонное под углом 45° расположение траверсы 2.
25
40
Формула изобретения
I. Доводочно-полировальное устройство, содержащее станину, держатель детали, привод взаимно пергюндикулярных колеба45 НИИ инструмента, отличающееся тем, что, с целью расширения технологических возможностей, держатель деталей выполнен в виде планшайбы, установленной с возможностью вращения, а привод колебаний инструмента - в виде траверсы,установленной
SO с возможностью радиального и взаимно пер- пендикулярных перемещений по смонтированным на станине направляющим и связанной с двумя взаимно перпендикулярно расположенными кулисами.
55 2. Устройство по п. 1, отличающееся тем. что оно снабжено программным устройством, связанным с приводами радиального перемещения инструмента и вращения планшайбы.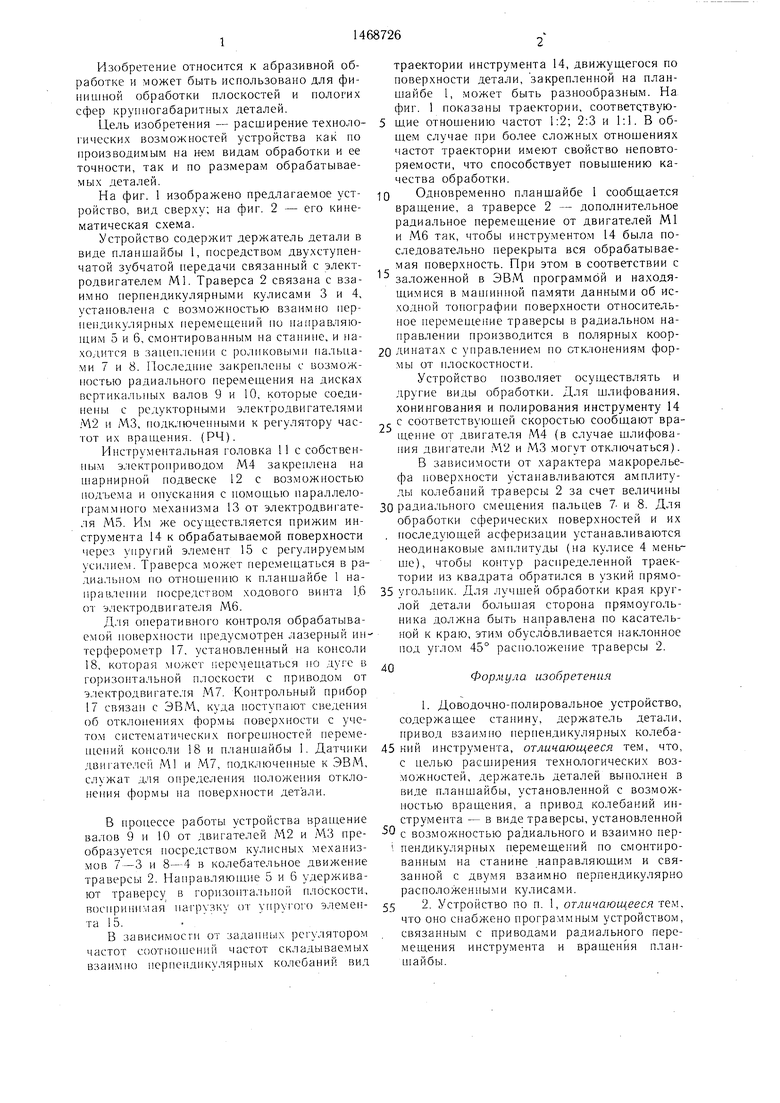
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-хонинговальный станок | 1988 |
|
SU1611708A1 |
| Устройство для финишной обработки цилиндрических деталей | 1989 |
|
SU1701493A1 |
| Станок для доводки длинномерных деталей | 1990 |
|
SU1726216A1 |
| СТАНОК ДЛЯ РУЧНОЙ ОГРАНКИ ДРАГОЦЕННЫХ КАМНЕЙ | 2000 |
|
RU2187420C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Способ суперфинишной обработки дорожек качения колец шарикоподшипников и устройство для его осуществления | 1989 |
|
SU1738610A1 |
| Плоскодоводочный станок | 1982 |
|
SU1139617A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1988 |
|
SU1627380A1 |
| Станок для финишной обработки | 1982 |
|
SU1039696A1 |
Изобретение относится к абразивной обработке и может быть использовано для финишной обработки плоскостей и пологих сфер крупногабаритных деталей. Устройство содержит держатель деталей, выполненный в виде планшайбы 1, установленной с возможностью враш,ения, и привод ортогональных колебаний инструмента, выполненный в виде двух взаимно перпендикулярных кулис 3 и 4, расположенных на общей траверсе 2, установленной с возможностью радиальных перемещений. Инструментальная головка И расположена на шарнирной подвеске 12 с возможностью ее механизированного подъема. Программное устройство управляет радиальным перемещением траверсы 2 с инструментом с учетом отклонений формы поверхности. Для контроля обрабатываемой поверхности служит лазерный интерферометр. Устройство содержит семь электродвигателей и ЭВМ. 1 з.п. ф-лы, 2 ил.
Фие.7
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
