Изобретение относится к абразивной обработке и может быть использовано при обработке криволинейных поверхностей деталей.
Цель изобретения - повышение надежности конструкции.
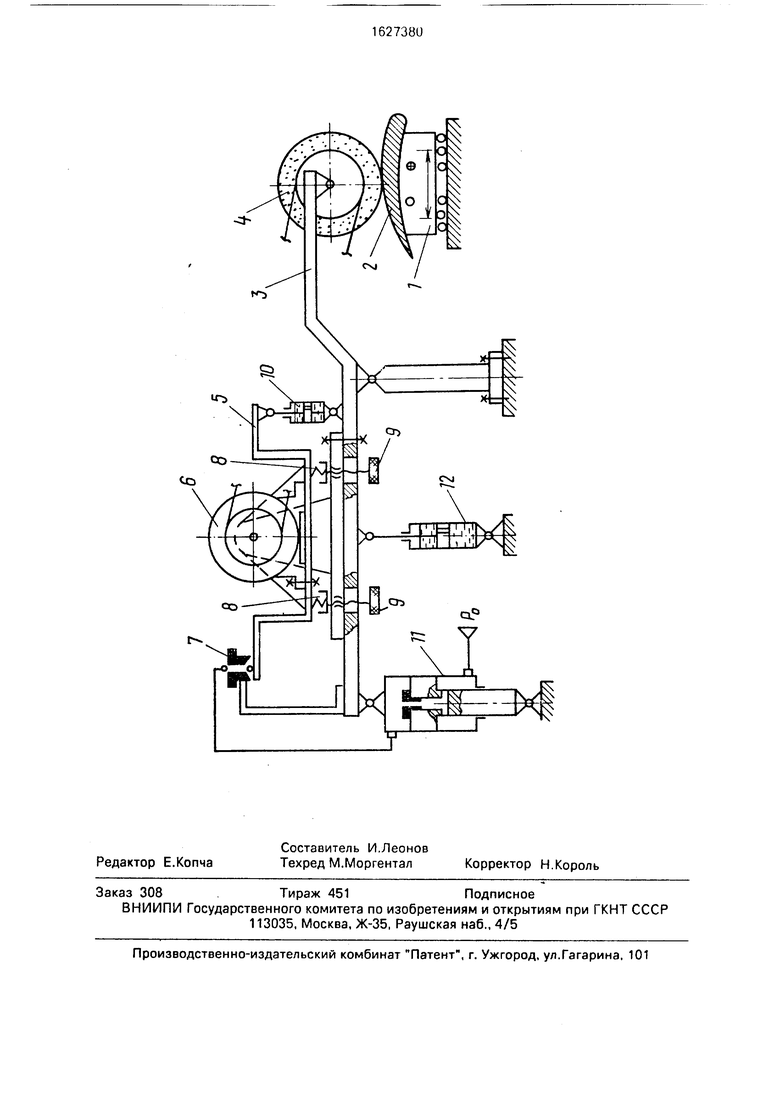
На чертеже изображена схема устройства.
Устройство содержит приспособление 1 для установки м закрепления обрабатываемой детали 2, качающуюся уравновешенную траверсу 3, установленные на траверсе 3 устройство вращения абразивного инструмента 4 и платформу 5, несущую двигатель 6 привода вращения инструмента 4. Платформа 5 выполнена с возможностью взаимодействия с пневмоусилителем 7 типа сопло - заслонка, также установленным
на траверсе 3. Платформа 5 установлена на траверсе 3 с возможностью качания вокруг оси вала двигателя 6, которая неподвижна относительно траверсы 3. При этом платформа 5 поджата двумя пружинами 8, жесткость которых регулируют винтами 9 ТраверсуЗ и платформуБ связывает гидравлический демпфер 10. Пневмоцилиндр 1 1 связан пневмопроводом с пневмоусилителем 7 и шарнирно связан со станиной сган- ка и траверсой 3. Демпфер 12 связывает станину станка и траверсу 3. Полости пнев- моцилиндра 11 связаны между собой через канал в поршне, в котором установлен жиклер постоянного сечения.
Устройство работает следующим образом.
В исходном положении траверса 3 вместе с абразивным инструментом 4 отведена от детали в верхнее крайнее положение. При включении электродвигателя 6 и подаче сжатого воздуха в пневмоцилиндр 11 траверса 3 плавно вращается в шариковых опорах и подводит абразивный инструмент 4 до момента контакта с обрабатываемой деталью 2.
В зоне контакта возникает технологическое усилие, величина которого определяет- ся разностью давлений в полостях пневмоцилиндрэ 11 и активной площадью поршня. Заданное значение технологического усилия устанавливают с помощью регулировочных винтов 9 путем изменения затяжки пружин 8. При этом изменяется угловое положение качающейся платформы 5 и изменяется зазор в пневмоусилителе сопло - шарик, вызывающий изменение расхода воздуха через полости пневмоцилиндра В рабочей полости устанавливается давление, соответствующее заданному технологическому усилию. В соответствии с усилием, действующим в зоне резания, устанавливается определенный крутящий момент на шпинделе.
В процессе обработки детали 2 изменяется угол давления между деталью и кругом, что вызывает изменения нормальной составляющей силы резания Ру и связанной с ней постоянным отношением тангенциальной составляющей Pz. Изменение Pz вызывает изменение момента на роторе электродвигателя 6, а реактивный момент на статоре воздействует на качающуюся платформу 5, поворачивая ее на угол, пропорциональный величине возникшего изменения крутящего момента. Изменяется зазор в пневмоусилителе. Это вызывает изменение расхода воздуха, а следовательно, и давления в рабочей полости пневмоцилиндра, направленное на восстановление первоначально- установленного крутящего
момента, что обеспечивает поддержание постоянного значения тангенциальной и нормальной составляющей сил резания при различных углах подхода инструмента к детали.
Таким образом, осуществляется копирование обрабатываемой поверхности с обеспечением равномерного съема металла под воздействием постоянной нормальной
и тангенциальной составляющих сил резания.
Формула изобретения
1. Устройство для финишной обработки
криволинейных поверхностей, содержащее станину с установленным на ней узлом для закрепления заготовки, установленную с возможностью качания траверсу, несущую
привод вращения инструмента с пневмо- усилителем, и пневмоцилиндру поджима траверсы, отличающееся тем, что, с целью повышения надежности, устройство дополнительно снабжено установленной на
траверсе с возможностью качания платформой, на которой размещен двигатель привода вращения инструмента, при этом ось вала двигателя совмещена с осью качания платформы, а последняя размещена с возможностью взаимодействия с пневмоусилителем поджима траверсы.
2.Устройство поп.1,отличаюшее- с я тем, что пневмоусилитель поджима траверсы сообщен с пневмоцилиндром, в поршне которого выполнено отверстие, предназначенное для сообщения полостей пневмоцилиндра через введенный в устройство жиклер постоянного сечения.
3.Устройство по пп.1 и 2, о т л и ч а ю - щееся тем, что пневмоусилитель установлен с возможностью радиального перемещения и фиксации относительно оси вала двигателя привода вращения инструмента.
I
ttr
ТУ
it
1 Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки криволинейной поверхности | 1986 |
|
SU1351757A1 |
| Устройство для обработки криволинейных поверхностей | 1987 |
|
SU1463447A2 |
| Устройство для финишной обработки криволинейных поверхностей | 1986 |
|
SU1419863A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1984 |
|
SU1268384A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2320468C2 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2043905C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
RU1378228C |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
Изобретение относится к абразивной обработке и может быть использовано при обработке криволинейных поверхностей деталей. Цель изобретения - повышение надежности конструкции. Устройство включает качающуюся траверсу с установленными на ней плавающей платформой и устройством вращения абразивного инструмента с приводом. Двигатель привода вращения абразивного инструмент установлен на плавающей платформе, а ось вала двигателя неподвижна относится, по траверсы. Плавающая платформа ссчз жа с пневмоусилителем устройства поджима траверсы к обрабатываемой детали. Изменение усилия в зоне обработки приводит к возникновению реактивного момента статора двигателя, за счет которого статор вместо с плавающей платформой поворачиваютсч вокруг оси двигателя. Этим поворотом плавающая платформа воздейстпует на пнео- моусилитель устройства поджима траверсы, что является управляющим сигналом длч данного устройства к изменению усилия поджима абразивного инструмсн га и ohpi- батываемой детали. 2 з.п. ф-лы, 1 ил. |(Л id
| Устройство для полирования криволинейных поверхностей | 1981 |
|
SU1013224A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
