Фие.2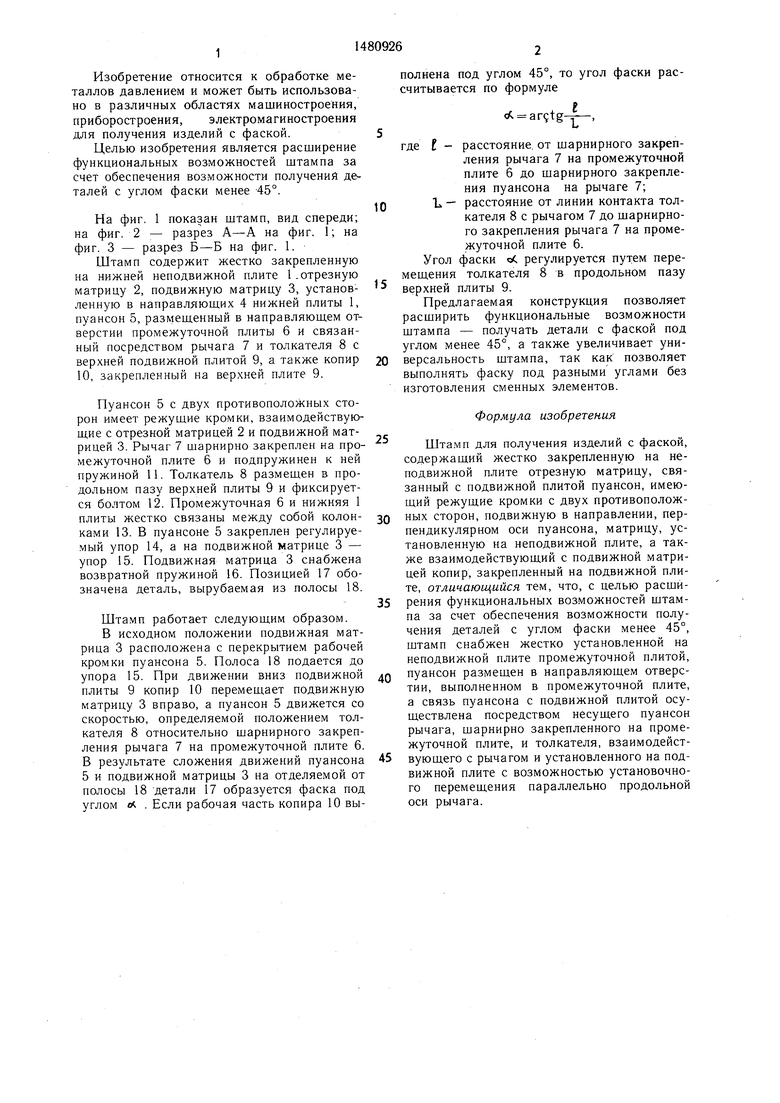
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Штамп для многоместной обработки заготовок | 1986 |
|
SU1480962A1 |
| Штамп для получения фасок | 1989 |
|
SU1667990A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
| Штамп для изготовления деталей корончатого типа | 1974 |
|
SU533440A1 |
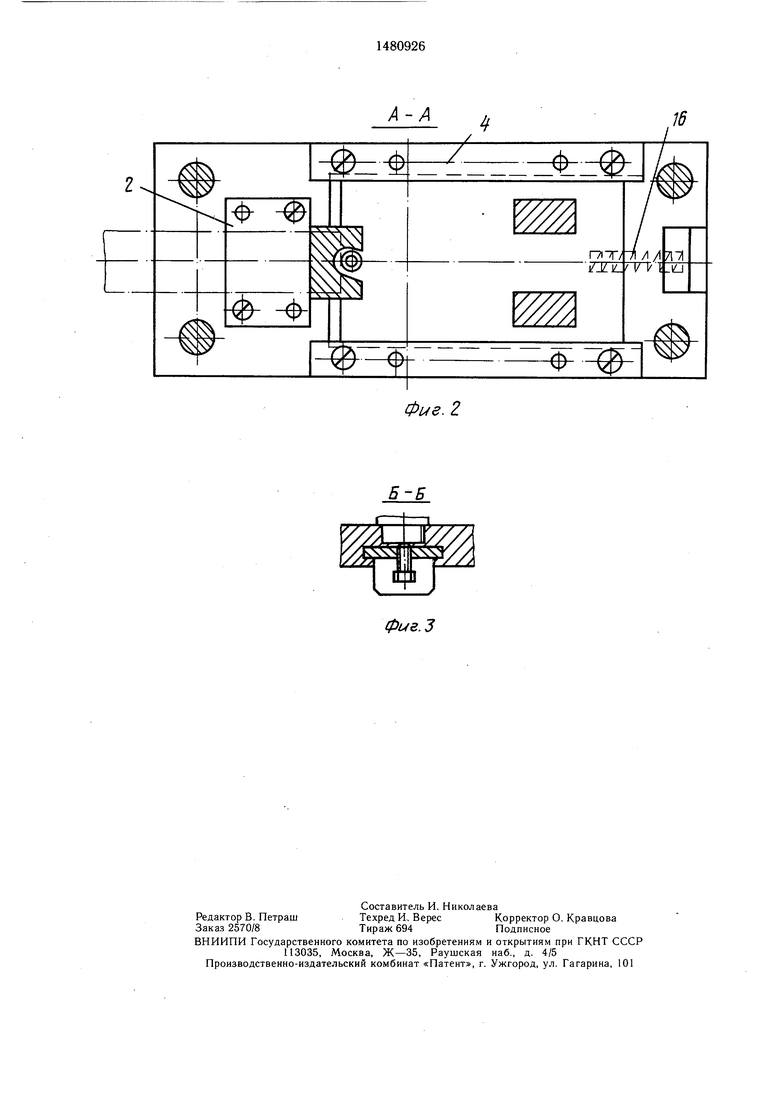
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения. Цель изобретения - расширение функциональных возможностей штампа за счет обеспечения возможности получения деталей с углом фаски менее 45°. Штамп содержит неподвижную матрицу 2 и подвижную матрицу 3, смонтированные на нижней плите 1, копир 10, закрепленный на верхней плите 9, а также пуансон 5, расположенный в направляющем отверстии промежуточной плиты 6. Пуансон 5 связан с верхней плитой 9 посредством рычага 7 и толкателя 8, установленного на верхней плите 9. При опускании верхней плиты 9 в результате сложения движений пуансона 5 и подвижной матрицы 3 на отделяемой от полосы 18 детали 17 образуется фаска под углом α. Угол фаски α легко регулируется изменением скорости движения пуансона (посредством перемещения толкателя 8 в продольном пазу верхней плиты 9) и может быть менее 45°. 2 ил.
фиг.З
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ФАСОК | 1972 |
|
SU415068A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
