Изобретение относится к трубному производству, а именно к производству свар1шх труб, и может быть использовано при изготовлении спираль- ио-шовных труб.
Цель изобретения - повышение производительности и долговечности оборудования для производства спирально шовнЫх труб.
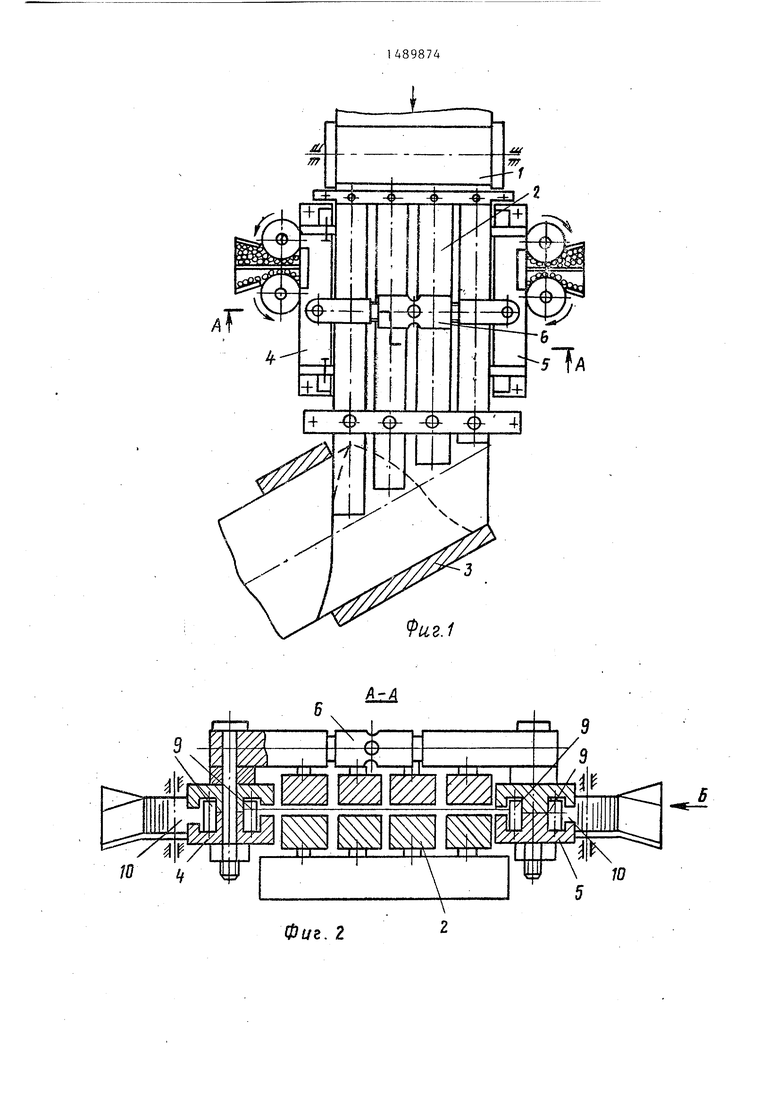
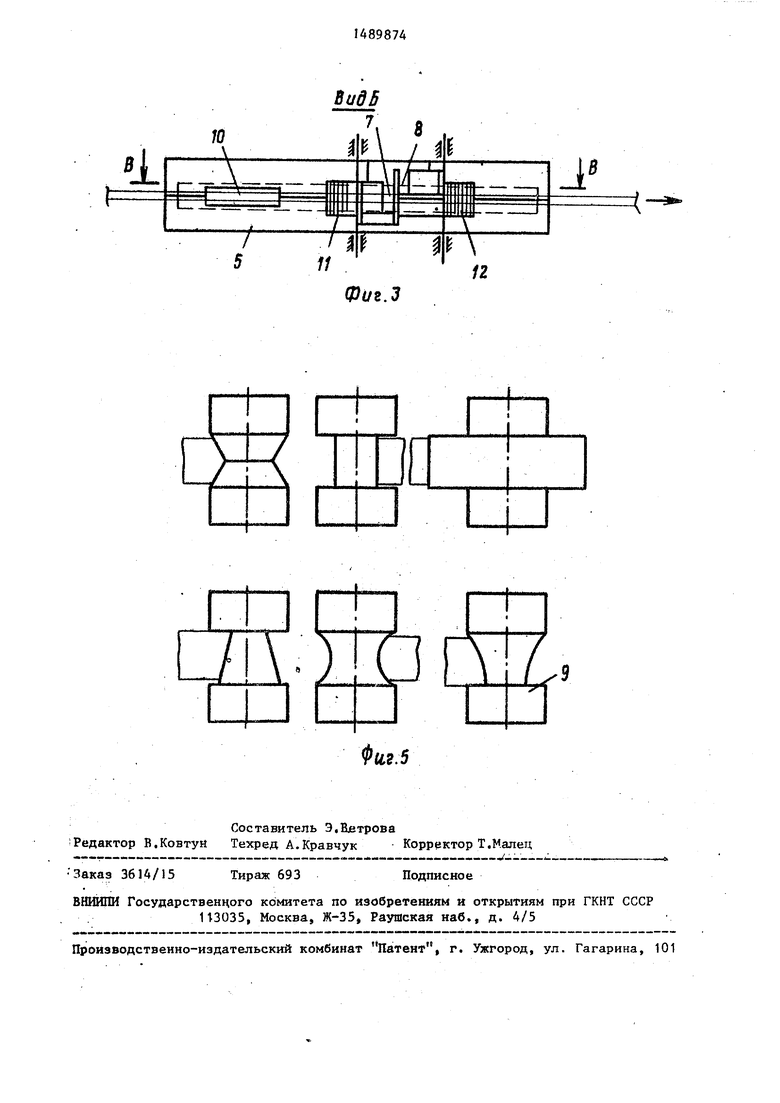
На фиг,1 схематически представлено расположение элементов проводки. Механизмов подачи и выбора роликов; на фнг,2 - разрез А-А на фиг.1, попречный разрез устройства; нафиг,3 - вид Б на фиг,2| на фиг,4 - разрез В-В на фиг.З; на фиг,5 - варианты выполнения роликов.
Устройство для изготовления спирально-шовных, труб состоит из подающей маши№1 1 , проводки 2 и формо- вочно-сварочного узла 3. На проводк 2 размещены неподвижная 4 и подвиж-- ная 5 ограничительные кассеты, расстояние между которыми устанавлива- ется винтом 6, Кассеты 4 и 5 снаб- ( жены отверстиями 7 и 8 для выбора и закладки роликов 9, Дня определения степени износа роликов 9 на корпусе кассеты выполнены отверстия 10. Для выбора и закладки роликов 9 кассеты снабжень механизмами 11 н 12 (напри- Meps магнитта ми барабанами, установленными в Непосредственной близости от отверстий 7 и 8. Для удержания роликов 9 ВоСепараторах 13 кассет 4 и 5.отверстия 7 и 8 снабжены перекры вателём 14.
Уст1Юйство работает следукй;им oбpaзo й , ,
Полосовая сталь подающей машины 1 подается в проводку 2, которая направляет , ее в формовочно-сварочньш узел-,3, Б котором происходит формовка и сварка трубы. Для правильно- го направления полосы и ее фиксации от бокового перемещения кромки полосы опирают на ролики 9, размещенные в ограничи тельных кассетах 4 и
5, Кассеты 4 и 5 настраивают на ширину полосы с помощью винта 6. В процессе работы устройства с помощью смотровых отверстий 10 проводят периодический осмотр состояния рабочей поверхности роликов 9 и если она износилась, то, не останавливая ра- ;боты стана, поднимают перекрыватель 13 и через отверстия 7 и 8 с помощью барабанов 11 и 12 производят выбор износившихся роликов 9 и закладку новых. После Проведения операции замены роликов 9 опускают перекрыватель 14, и ролики 9 .продолжают бесконечное движение по сепаратору 13.
Устройство для изготовления С1Ш- ральНо-Шовных труб позволяет увеличить выпуск готовых труб за счет сокращения простоев оборудования, связанных с заменой быстроизнашивающихся деталей роликовУ без остановки работы стана, а также повышения надежности его работы. Устройство позволяет повысить также качество изделий путем обеспечения заданной геометрии кромки полосы за счет сокращения контактного давления на них.
35
30 Формула
изобретения
1.Устройство для изготовления спирально-шовных труб, содержащее подающую машину, поворотную проводку с ограничителями и формовочно-сва- рочньй узел, отличающееся тем, что, с целью повышения производительности и.долговечности оборудования, ограничители выполнены в виде кассет с. сепараторами, в которых размещены ролики, одна из кассет уста- , новлена неподвижно, а другая - с возможностью перемещения.
2.Устройство по n.l, отличающееся тем, что в корпусах ограничителей выполне гы смотровые отверстия, снабженные механизмами подачи и удаления роликов.
9иг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Устройство для изготовления спирально-шовных труб | 1981 |
|
SU994072A1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| Устройство для формовки спирально-шовных труб | 1986 |
|
SU1344446A1 |
| Устройство для изготовления спиральношовных труб | 1981 |
|
SU1005974A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU940890A1 |
| Устройство для формовки спиральношовных труб | 1985 |
|
SU1310062A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1988 |
|
SU1574310A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
Изобретение относится к трубному производству и наиболее эффективно может быть использовано при изготовлении спиральношовных труб. Цель изобретения - повышение производительности и долговечности оборудования для производства спиральношовных труб. При изготовлении труб полоса поступает в формовочно-сварочный узел от подающей машины через проводки, которые содержат ограничители, каждый из которых выполнен в виде кассет. В сепараторах 13 кассет расположены ролики 9, взаимодействующие с торцом формуемой полосы. Для выбора и закладки роликов 9 без остановки оборудования кассеты снабжены механизмами 11 и 12 и перекрывателем 14. Устройство позволяет сократить простои оборудования, повысить надежность в работе, а также качество труб путем обеспечения заданной геометрии кромки полосы. 1 з.п. ф-лы, 5 ил.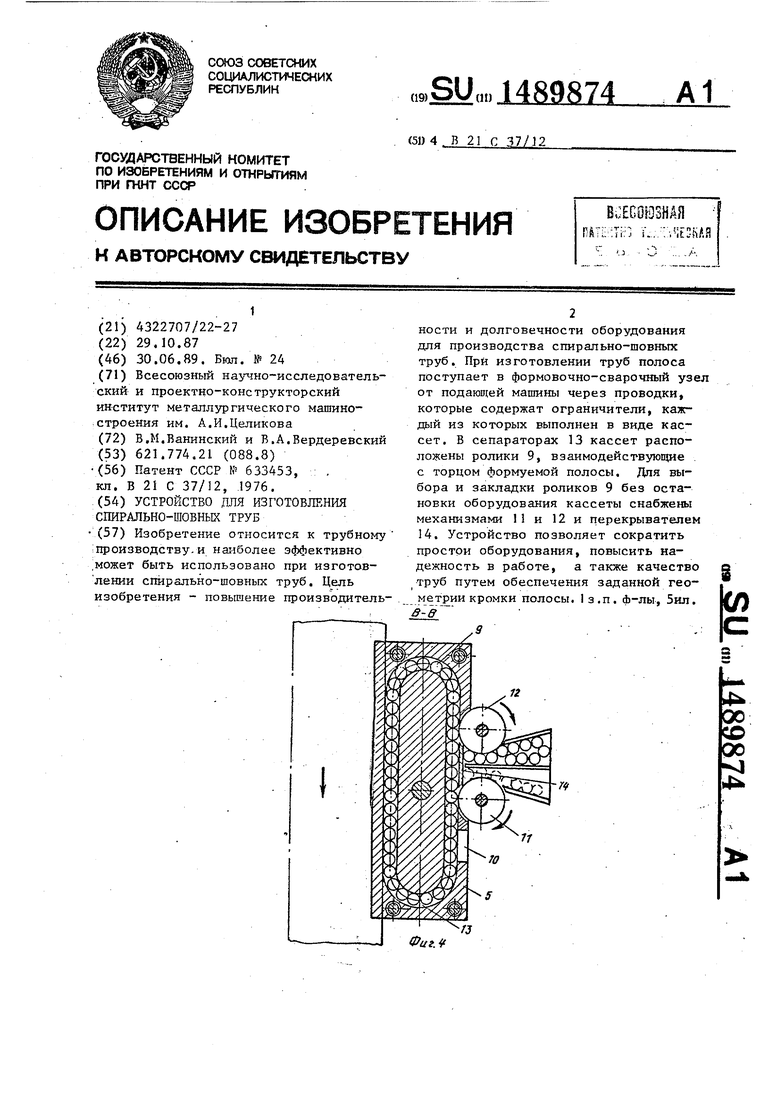
10
Фиг. 2
A-LA
илСоставитель 3.BjBTpOBa Редактор В.КовтуН Техред А.КравчукКорректор Т.М.алец
Заказ 3614/15
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
,,д -......м I « |дадямивядадаи,. -----
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
агтг
Фиг.5
М.алец
.-
Подписное
| Стан для производства спиральношовных труб с замковым швом | 1976 |
|
SU633453A3 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
