| название | год | авторы | номер документа |
|---|---|---|---|
| Рычажный прижим для сборки под сварку | 1985 |
|
SU1311897A1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1978 |
|
SU727387A1 |
| Установка для сборки под сварку обечайки с фланцем | 1982 |
|
SU1063569A1 |
| Зажимное устройство | 1985 |
|
SU1303346A1 |
| Захватная головка манипулятора | 1986 |
|
SU1342727A1 |
| Устройство для сборки под сварку труб с фланцами | 1987 |
|
SU1418023A1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1981 |
|
SU1018837A1 |
| Устройство для калибровки труб | 1979 |
|
SU1058665A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
| Устройство для выпрессовки гильз блока цилиндров | 1980 |
|
SU946877A1 |
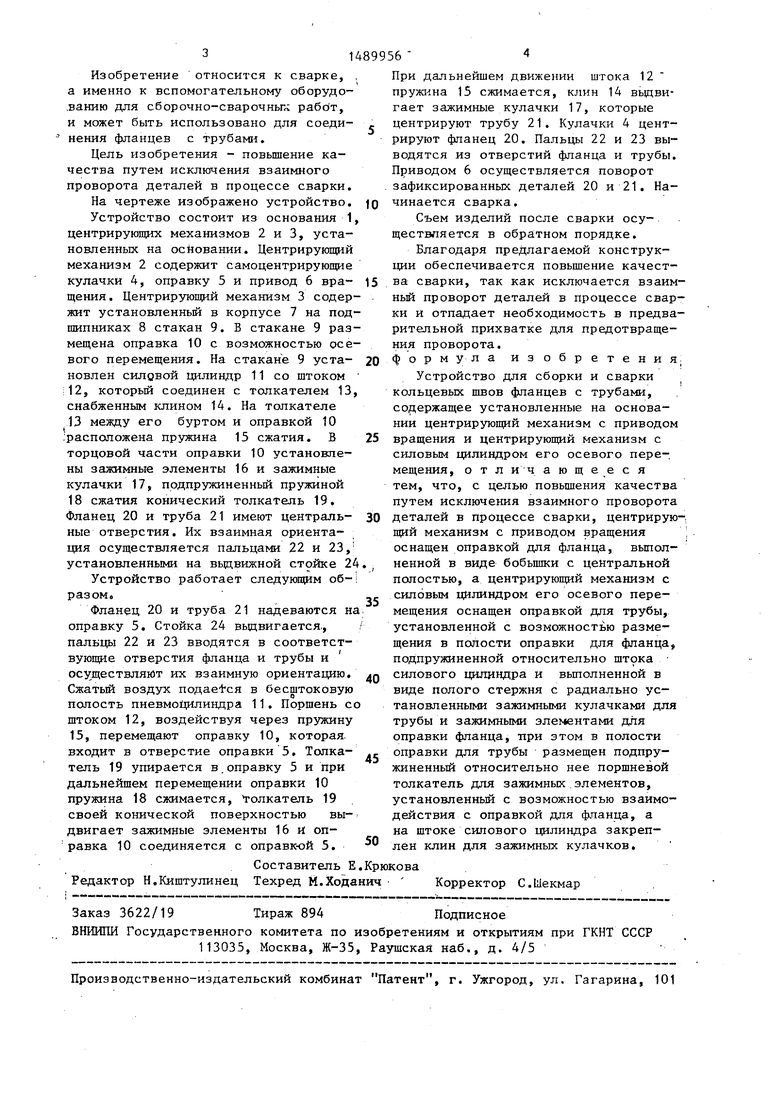
Изобретение относится к сварке и может быть использовано для соединения фланцев с трубами. Цель - повышение качества путем исключения взаимного проворота деталей в процессе сварки. Фланец 20 и трубу 21 надевают на оправку 5 и взаимно ориентируют при помощи пальцев 22 и 23 выдвижной стойки 24. Перемещая шток 12, вводят оправку 10 в отверстие оправки 5. При этом толкатель 19 упирается в оправку 5, пружина 18 сжимается, а зажимные элементы 16 выдвигаются, соединяя оправки 10 и 5. При дальнейшем движении штока 12 пружина 15 сжимается, клин 14 выдвигает зажимные кулачки 17, которые центрируют трубу 21. Кулачки 4 центрируют фланец 20, пальцы 22 и 23 отводят. Приводом 6 осуществляют поворот зафиксированных деталей 20 и 21 и производят сварку. Съем изделия после сварки осуществляют в обратном порядке. Повышение качества и производительности обеспечивается за счет исключения взаимного проворота деталей и отсутствия прихваточных швов. 1 ил.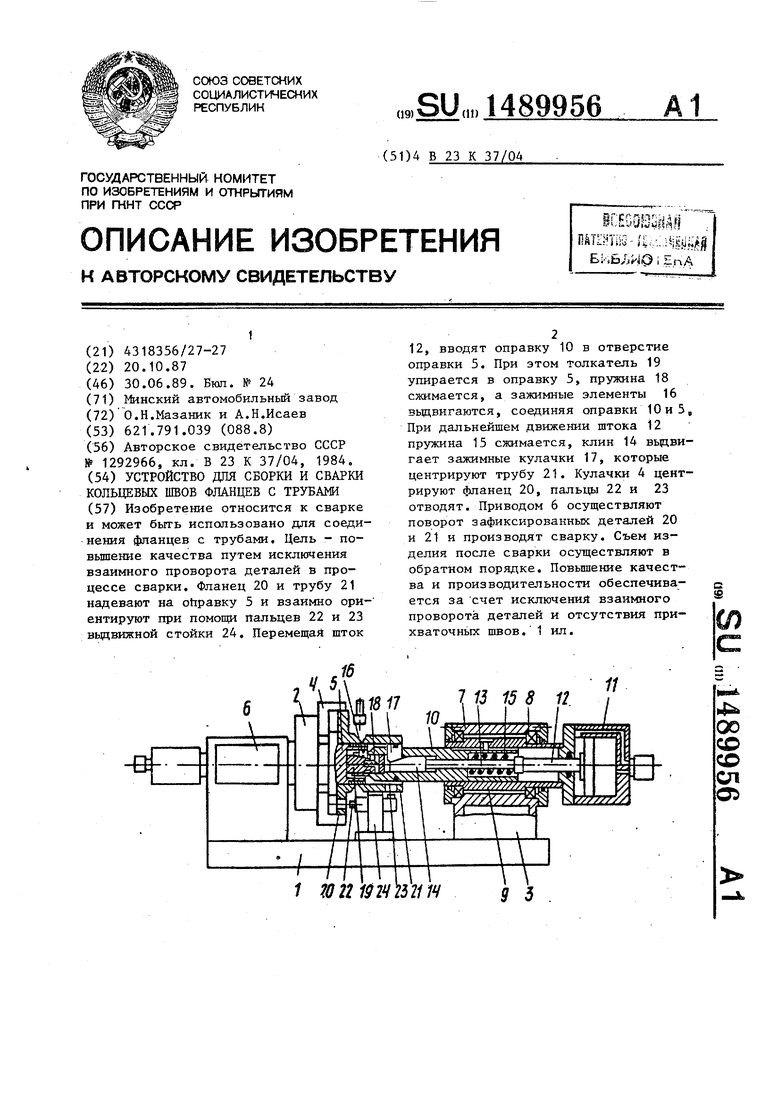
| Установка для сварки | 1984 |
|
SU1292966A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
