Изобретение относится к промьшшен- ности огнеупорных материалов и может быть использовано для изготовления огнеупорных изделий повышенной плотности.
Цель изобретения - повышение кажущейся плотности сырца и снижение пористости изделий.
Изготовление циркониевых огнеупорных изделий по предлагаемому способу осуществляют следующим образом.
Исходное сырье - бадделеит естественной зернистости фракции менее 0,5 мм, предварительно смешанный со стабилизирующей добавкой (5,5% СаО) подвергают плавке на блок или на отливку в электродуговой печи. Охлажденный после плавки блок дробят на куски среднего размера 200 мм, последовательно измельчают, рассеивают на фракции 2-0,5 мм и менее 0,5 мм и сепарируют.
Формовочную смесь готовят следующим образом. Зерна изготовленного электроплавленного заполнителя фракции 2-0,5 мм, взятого в количестве 30%, покрывают полиметилфенилсилокса- новой смолой, взятой в количестве 1%, последовательно смешивают сначала с 40% электроплавленного заполнителя фракции менее 0,5 мм, а затем с 25,8% предварительно измельченного до среднего размера частиц 10 мкм бадделеита и увлажняют приготовленной смесью, состоящей из водного раствора технического лигносульфоната и добавки 3 глинозема, до влажности 5-7%.
Приготовленную формовочную смесь заливают в форму и подвергают попеременному воздействию постоянного и
КО
ел
О9 0д
переменного тока силой 19-24 А/дм 3 течение 0,4-0,9 мин, а смену постоянного тока на переменный проводят за 1-3 с при одновременном вибрирова- НИИ формы с амплитудой 0,5-1,2 мм. Отформованное изделие извлекают из - формы, сушат до остаточной влажности 0,5% и обжигают при 1580 С и изотермической вьщержке в течение 6ч. 1
Примеры выполнения способа и свойства огнеупорных изделий, изготовленных по предлагаемому способу, приведены .в таблице.
Формула изобретения
Способ изготовления огнеупорных изделий путем заливки циркониевой массы в форму с последующей вибрацией формы с амплитудой 0,5-1,2 мм, сушкой и обжигом, отличающийся тем, что, с целью повьппе- ния кажущейся плотности сырца и снижения пористости изделий, одновременно с вибрацией осуществляют попеременное воздействие постоянным и переменным током силой 19-24 А/дм в течение 0,4-0,9 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двухслойных стаканов для разливки стали | 1987 |
|
SU1502187A1 |
| Способ изготовления циркониевых изделий | 1990 |
|
SU1765140A1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА КОРУНДОВЫХ ОГНЕУПОРОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2280016C2 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА ШАМОТНЫХ ИЗДЕЛИЙ И СПОСОБ ПРИГОТОВЛЕНИЯ ОГНЕУПОРОВ | 1998 |
|
RU2148566C1 |
| Огнеупорная бетонная смесь | 1979 |
|
SU823343A1 |
| Способ изготовления сложнопрофильных корундомуллитовых огнеупорных изделий | 2023 |
|
RU2822232C1 |
| Способ изготовления огнеупоров | 1990 |
|
SU1719371A1 |
| ОГНЕУПОРНАЯ БЕТОННАЯ СМЕСЬ | 1999 |
|
RU2140407C1 |
| Бикерамический стакан для разливки стали | 1990 |
|
SU1752506A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНОГО ОГНЕУПОРА | 2014 |
|
RU2564330C1 |
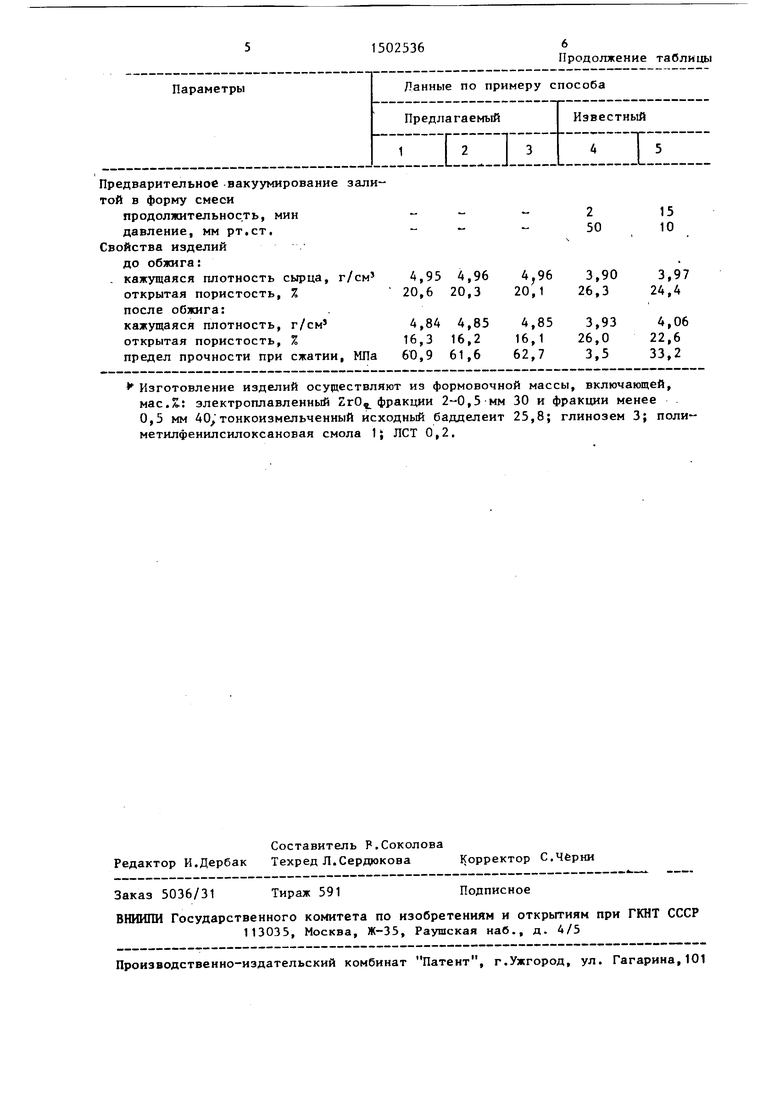
Изобретение относится к промышленности огнеупорных материалов. Цель изобретения - повышение кажущейся плотности сырца и снижение пористости изделий. Способ изготовления огнеупорных изделий, включающий заливку циркониевой массы в форму с последующей вибрацией формы с амплитудой 0,5-1,2 мм и одновременным попеременным воздействием постоянным и переменным током силой 19-24 А/дм2 в течение 0,4-0,9 мин, при котором смену постоянного и переменного проводят за 1-3 с, сушкой и обжигом. Плотность получаемого сырца 4,95-4,96 г/см3, пористость изделий 16,1-16,3%. 1 табл.
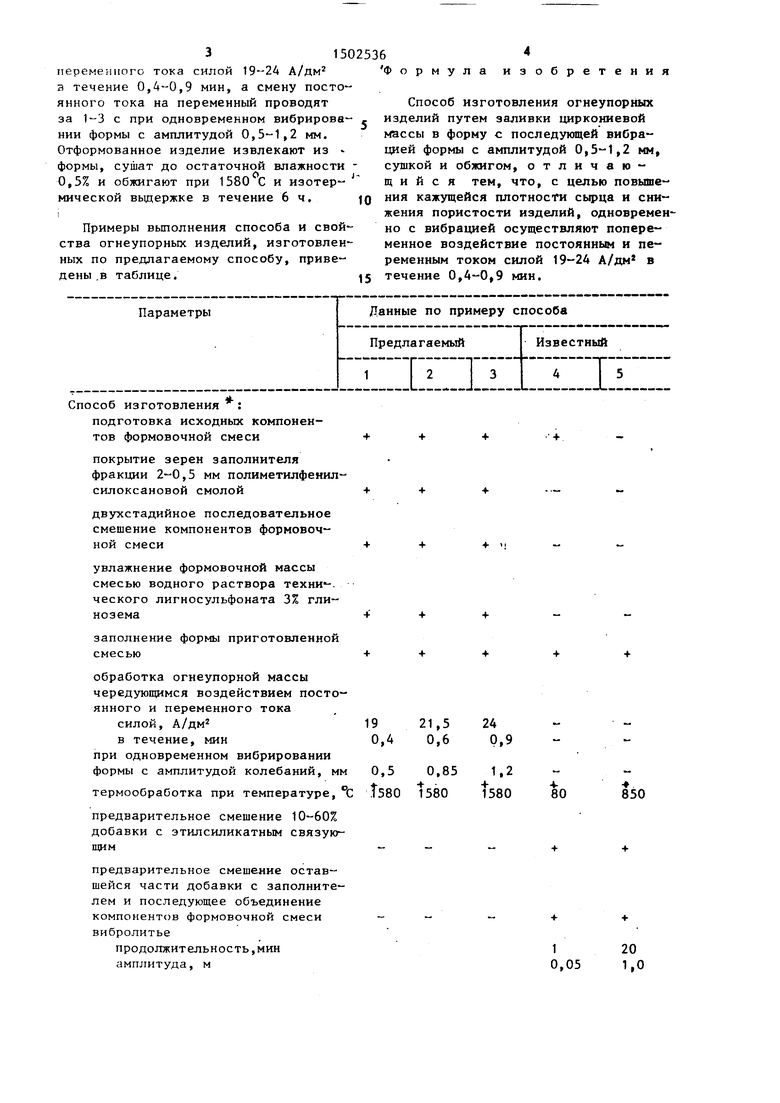
пособ изготовления :
подготовка исходных компонентов формовочной смеси
покрытие зерен заполнителя фракции 2-0,5 мм полиметилфенил- силоксановой смолой
двухстадийное последовательное смешение компонентов формовочной смеси
увлажнение формовочной массы смесью водного раствора техни-. ческого лигносульфоната 3% глинозема
заполнение формы приготовленной смесью
обработка огнеупорной массы чередующимся воздействием постоянного и переменного тока
силой, А/дм
в течение, мин
при одновременном вибрировании формы с амплитудой колебаний, мм
19 0,4
21,5 0,6
0,5 0,85 термообработка при температуре, с Т580 1580
предварительное смешение 10-60% добавки с этилсиликатным связующим- -
предварительное смешение оставшейся части добавки с заполнителем и последующее объединение компонентов формовочной смеси - -
вибролитье
продолжительность,мин амплитуда, м
+
ч
9 0,4
21,5 0,6
0,5 0,85 Т580 1580
24 0,9
80
850
1 0,05
20 1,0
Изготовление изделий осуществляют из формовочной массы, включающей, мас.%.: электроплавленный ZrO фракции ,5 мм 30 и фракции менее 0,5 мм 40 тонкоизмельченный исходный бадделеит 25,8; глинозем 3; поли- метилфенилсилоксановая смола 1} ЛСТ 0,2,
| Способ изготовления огнеупорных изделий | 1976 |
|
SU595268A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Авторское свидетельство СССР Р 759489, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
