10
301632
1е
СП
о
СП
00 00
Фиг.г
Изобр етение относится к машиностроению, а именно к конструкциям автоматических роторных пиний.
Целью изобретения является снижение металлоемкости и производственных площадей.
На фиг.1 изображена схема автоматической роторной линии (в плане) ; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг о4 - разрез В-В на фиг.2;на фиг. 5- разрез Г-Г на фиг.З.
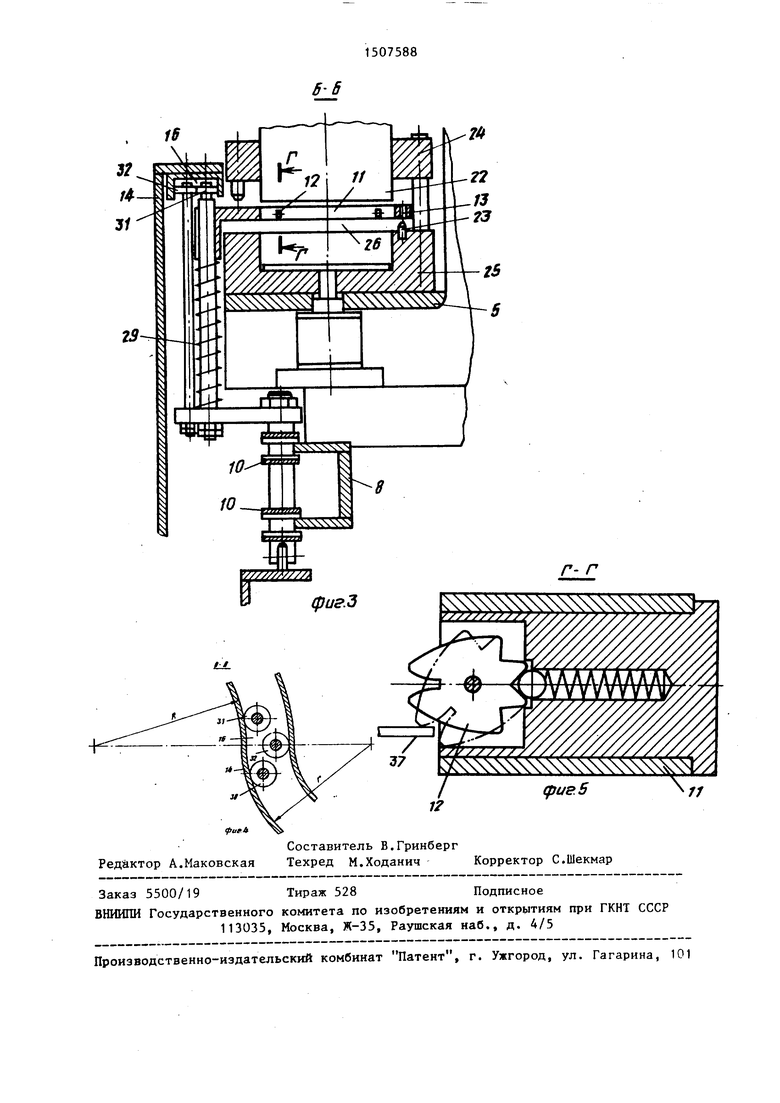
Автоматическая роторная линия содержит загрузочный ротор 1 с зоной 2 выдачи, равномерно расположенными по окружности ротора 1 штампами 3 и соосно установленной на ротора 1 звездочкой 4, технологический ротор 5 с зоной 6 приема и зоной 2 выдачи, штампами 7 и соосно установленной на нем звездочкой 8. Конвейер 9 установлен с возможностью взаимодействия цепью 10 со звездочками 4 и 8 роторов i и 5 и несет рамки 11, снабженные автоматическими захватами 12. На рамках 11 выполнены отверстия 13. Линия снабжена направляющей 14 конвейера 9 с двумя прижимными роликами 15 и пазом 16. Штамп 3, снабженный толкателем 17 и штифтами 18, содержит „ верхнюю 19 и нижнюю 20 плиты, установленные с возможностью взаимного перемещения с образованием в раскрытом положении разъема 21. Штамп 7, снабженный пуансоном 22 и штифтами 23, содержит верхнюю 24 и нижнюю 25 плиты, установленные с возможностью взаимного перемещения с образованием в раскрытом положении разъема 26. Рамки установлены на закрепленных на конвейере 9 кронштейнах 27 с .площадкой 28, пружинами 29 и роликами 30-32. Причем ролики 30 и 31 жестко закреплены на кронштейне 27,а ро- выходит из штампа 3 и, огибая натяжлик 32 установлен на пружинной кон- срли 33. Цепь 10 конвейера 9 огибает три натяжные звездочки 34. Прижимные ролики 15 установлены в зонах ввода рамок 11 в разъемы штампов. Между зоной 6 приема и зоной 2 выдачи изделий технологического ротора 5 расположена зона 35 их обработки. Автоматическая линия снабжена дополнительным технологическим ротором 36. Позицией 37 условно обозначено обрабатываемое изделие.
Автоматическая роторная линия работает следуюшим образом.
50
55
ные звездочки 34, переносит изделие 37 на следующий технологический ротор 5.
Работа элементов фиксации рамки 11 при входе ее в разъем 26 штампа 7 аналогична работе в роторе 1. После установки рамки 11 в штампе 7 верхняя плита 24 опускается, нажимает на рамку 11 и, преодолевая усилие пружин 29-, устанавливает рамку 11 на конические штифты 23, прижимая ее к нижней плите 25 и производя окончательную фиксацию рамки относительно штампа 7. Пуансон 22, перемещаясь
0
5
В исходном положении свободная от изделия рамка 11 находится между роторами 1 и 5, автоматические захваты 12 - в отведенном нижнем положении (показано пунктиром). При вращении ротора 1 звездочка 4, находяща- яся в зацеплении с цепью 10 конвейера 9, перемещает его и вводит рамку 1 1 в разъем 21 штампа 3. При зтом ролики 30 и 31, прижимаемые роликом 32 с помощью консоли 33 к базовой поверхности паза 16 направляющей 14, обеспечивают движение рамки 11 по заданной траектории и ее фиксацию относительно ротора 1 ъ радиальном направлении. А ролик 15, воздействуя на площадку 28 кронштейна 27,прижимает его к звездочке 4, обеспечивая жесткую фиксацию цепи 10 конвейера 9 на звездочке 4. Этим обеспечивается предварительная фиксация рамки 11 в штампе в тангенциальном направлении относительно ротора 1.
После входа рамки 11 в штамп 3 верхняя плита 19, перемещаясь и преодолевая усилие пружин 29, прижимает рамку 11 к нижней плите 20,При этом рамка 11 отверстиями 13 по 0 штифтам 18 с требуемой точностью фиксируется относительно штампа 3.
Толкатель 17, перемещаясь вверх, поднимает изделие 37 и, нажимая им на захваты 12, переводит их в рабо5 чее положение. Происходит закрепление изделия 37 в рамке 11. Толкатель 17 отходит вниз, верхняя плита 19 поднимается, освобождая рамку 11. Под воздействием пружин 29 рамка 11 под0 нимается. К зтому моменту ротор 1, перемещая совместно с конвейером 9 рамку 11, переносит ее к месту выхода рамки 11 из штампа 3. При дальнейшем вращении ротора 1 рамка 11
0
5
0
5
ные звездочки 34, переносит изделие 37 на следующий технологический ротор 5.
Работа элементов фиксации рамки 11 при входе ее в разъем 26 штампа 7 аналогична работе в роторе 1. После установки рамки 11 в штампе 7 верхняя плита 24 опускается, нажимает на рамку 11 и, преодолевая усилие пружин 29-, устанавливает рамку 11 на конические штифты 23, прижимая ее к нижней плите 25 и производя окончательную фиксацию рамки относительно штампа 7. Пуансон 22, перемещаясь
вниз и воздействуя через транспортируемое изделие 37 на захваты 12, освобождает изделие 37 от удержания захватами 12 и передает его в штамп
7.Пуансон 22 и верхняя плита 24 под нимаются, освобождая рамку 11. Рамка
11 под воздействием пружин 29 поднимается. При дальнейшем вращении ротора 5 рамка 11, ведомая звездочкой
8,выходит из штампа 7 на исходную позицию. Изделие 37 перемещается в зону 35 обработки ротора 5 и далее
в зону 2 выдачи. Работа конвейера 9 установленного между технологическим ротором 5 и дополнительным технологическим ротором 36, ничем не отличается от рассмотренной и полностью повторяется. Роторов в линии должно быть столько, сколько технологически операций требует изготовление изделия. При этом один конвейер обеспечивает удаление изделий из штампов предьщущего технологического ротора и установку их в штампы последующего технологического ротора.
Экономический эффект от внедрения изобретения достигается за счет снижения металлоемкости и производственных плошадей. Ф о рмула изобретения
Автоматическая роторная линия,содержащая загрузочный и технологический роторы с зонами приема, обработки и Еыдачг изделий и с равномерно расположенными по окружности ротора штампами, транспортные устройства в виде огибающих соосно установленные на технологических роторах звездочки в зонах приема и выдачи изделий цепных конвейеров с держателями изделий, отличающаяся тем, что, с целью снижения металлоемкости и производственных площадей, она снабжена дополнительными технологическими роторами направляющей конвейера с пазом и прижимными роликами, закреплёнными на конвейере кронштейнами с пружиной и размещенными с возможностью контакта с пазом направляющими роликами, держатели изделий
выполнены в виде установленных на кронштейне и подпружиненных относительно него рамок с захватами, каждый цепной конвейер установлен с возможностью взаимодействия с двумя технологическими роторами, каждый из прижимных роликов смонтирован с возможностью взаимодействия с направляющей конвейера в зонах ввода рамок в разъем штампов, при этом направляющие ролики закреплены на кронштейнах.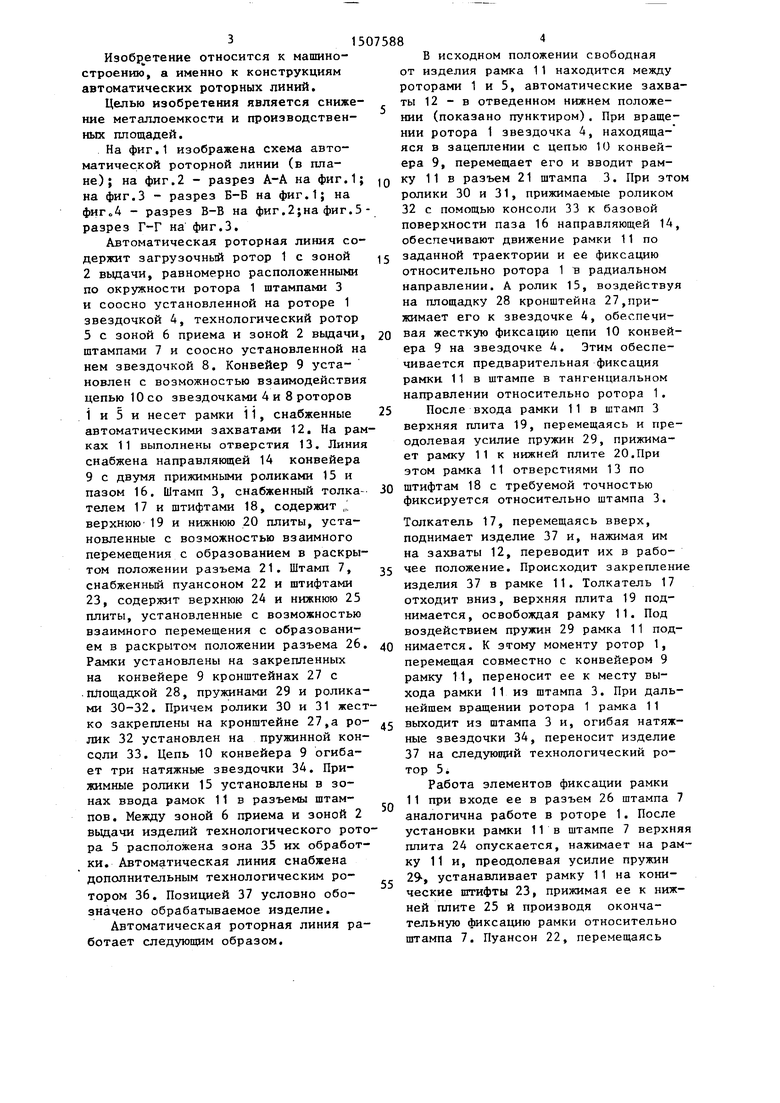

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1118516A1 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Устройство для штамповки изделий из непрерывного материала | 1985 |
|
SU1303237A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| Устройство для штамповки изделий | 1988 |
|
SU1687354A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
Изобретение относится к машиностроению. Цель изобретения - снижение металлоемкости и производственных площадей. Автоматическая роторная линия содержит загрузочный и технологический роторы с зонами приема, обработки и выдачи изделий. Штампы с верхней 19 и нижней 20 плитами равномерно расположены по окружности роторов. Цепь 10 конвейера 9 огибает соосные роторам звездочки 4 на участках приема и выдачи изделий. На конвейере 9 закреплены кронштейны 27, на которых установлены на пружинах 29 рамки 11 с автоматическими захватами 12 и направляющие ролики 30, 31, размещенные в пазу 16 направляющей 14. Каждый конвейер взаимодействует с двумя технологическими роторами. В зонах ввода рамок 11 в разъем 21 штампов на направляющих 14 установлены прижимные ролики 15, которые через площадку 28 конвейера 9 прижимают его к звездочке 4, фиксируя в радиальном направлении рамку 11 в штампе. Для окончательной фиксации рамки 11 нижняя плита 20 штампа несет конические штифты 18, а на рамке 11 выполнены соответствующие им отверстия 13. 5 ил.
(ригЛ
36
1)игЛ
7ft
11
| Роторная машина для прессования | 1984 |
|
SU1224177A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
